You might also like
- Barbecue Sauce HomadeDocument22 pagesBarbecue Sauce HomadeLiza NasrNo ratings yet
- Stanley - Your Voice (1957) PDFDocument396 pagesStanley - Your Voice (1957) PDFŠašavi Sam MajmunNo ratings yet
- The Strange ICA Stones of PeruDocument31 pagesThe Strange ICA Stones of PeruRoman Aleshkevich100% (1)
- The Secret of Eternal Youth PDFDocument36 pagesThe Secret of Eternal Youth PDFArunesh A Chand100% (4)
- Structural Notes and Specifications for ConcreteDocument1 pageStructural Notes and Specifications for Concreteroger100% (2)
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- English: Quarter 4 - Module 1: Using Appropriate Grammatical Signals or Expressions To Each Pattern of Idea DevelopmentDocument32 pagesEnglish: Quarter 4 - Module 1: Using Appropriate Grammatical Signals or Expressions To Each Pattern of Idea DevelopmentSherivieMendonza71% (7)
- API 510 Exam May 2016Document5 pagesAPI 510 Exam May 2016abdoNo ratings yet
- Minutes of The MeetingDocument2 pagesMinutes of The MeetingJeremy Gaddi100% (1)
- SKF Frecuently Questions With AnswersDocument16 pagesSKF Frecuently Questions With AnswersCarlos AlcantaraNo ratings yet
- Manual for Testing Power TransformersDocument150 pagesManual for Testing Power Transformersjyotirdhar100% (1)
- Iso 642-1999Document24 pagesIso 642-1999jerfmos100% (3)
- Is 164 - Road Marking PaintDocument11 pagesIs 164 - Road Marking PaintEticala RohithNo ratings yet
- 6 DLL HOPE 3 2019-2020 JulyDocument2 pages6 DLL HOPE 3 2019-2020 JulyCelia BautistaNo ratings yet
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- Pressuremeter Testing: Methods and InterpretationFrom EverandPressuremeter Testing: Methods and InterpretationRating: 5 out of 5 stars5/5 (2)
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Post Tensioning ManualDocument11 pagesPost Tensioning Manualimzee25100% (7)
- Tube-Tubesheet Mockup Test ProcedureDocument2 pagesTube-Tubesheet Mockup Test Procedurefizanlamin100% (9)
- Technical Description of Galvanized Steel Earth Wire.: Page 4.1.6A - 1Document24 pagesTechnical Description of Galvanized Steel Earth Wire.: Page 4.1.6A - 1DipeshNo ratings yet
- Basic Principles of Growth DevelopmentDocument19 pagesBasic Principles of Growth DevelopmentMikz Chua100% (1)
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingFrom EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghNo ratings yet
- CSWIP Question AnswersDocument11 pagesCSWIP Question AnswersMuhammed Sulfeek100% (1)
- Welding of Duplex Stainless SteelDocument7 pagesWelding of Duplex Stainless SteelAnthony YUNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- W22 OFFSHORE MOORING CHAIN GUIDELINESDocument15 pagesW22 OFFSHORE MOORING CHAIN GUIDELINESGuilherme de BarrosNo ratings yet
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- Wear Plate Specification for Ballast Cleaning Machines (40Document3 pagesWear Plate Specification for Ballast Cleaning Machines (40UnknownNo ratings yet
- Irst 19 2012Document65 pagesIrst 19 2012krischaever100% (1)
- Irst 19 1994 11 12 PDFDocument51 pagesIrst 19 1994 11 12 PDFRITES LTD. SITE OFFICE ,ROURKELANo ratings yet
- Inspection and Test Procedure FR1672A - ApprvdDocument10 pagesInspection and Test Procedure FR1672A - ApprvdSavvas KatemliadisNo ratings yet
- Part A: Basic Information: Ref: Current Spec. NoDocument17 pagesPart A: Basic Information: Ref: Current Spec. NoAbhey DograNo ratings yet
- Guidelines For Source ApprovalDocument24 pagesGuidelines For Source ApprovalvamsiNo ratings yet
- 9.section - 9 QAPDocument77 pages9.section - 9 QAPheroNo ratings yet
- Part-2-July21 A P P E N D I X 1 0 Procedure For The Approval of Aluminum ManufacturersDocument5 pagesPart-2-July21 A P P E N D I X 1 0 Procedure For The Approval of Aluminum ManufacturersSergio AlejandroNo ratings yet
- Irs T19-1994Document24 pagesIrs T19-1994vpmohammed0% (1)
- SECTION 03230 Post-Tensioned TendonsDocument11 pagesSECTION 03230 Post-Tensioned TendonsMohammed Misbahuddin AsifNo ratings yet
- Fhwa-Office of Structures Checklist For Structural Steel Bolting Process Review of State Central OfficeDocument19 pagesFhwa-Office of Structures Checklist For Structural Steel Bolting Process Review of State Central Officegalfar7No ratings yet
- A 667 - A 667M - 87 R03 Qty2ny9bnjy3tqDocument2 pagesA 667 - A 667M - 87 R03 Qty2ny9bnjy3tqdelta lab sangliNo ratings yet
- Prefabricated Vertical Drain With Fabric: Supplemental Technical Specification ForDocument8 pagesPrefabricated Vertical Drain With Fabric: Supplemental Technical Specification Formevice63No ratings yet
- Lineman Glove SpecsDocument7 pagesLineman Glove Specsram27_rajiNo ratings yet
- BHEL Creep Test Boiler Tube PDFDocument3 pagesBHEL Creep Test Boiler Tube PDFGopal RamalingamNo ratings yet
- Raja MottuDocument25 pagesRaja MottuNaveen PipperaNo ratings yet
- ASME MTC Types & Verification GuideDocument47 pagesASME MTC Types & Verification GuideSULTAN100% (1)
- 1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyDocument8 pages1-1 Influence of Multi Extrusion Die Process On Mechanical and Chemical Behavior of 2024-T3 AlloyAhmed Ibrahim RazooqiNo ratings yet
- Material Test Manual Material Test Manual: April 16Document11 pagesMaterial Test Manual Material Test Manual: April 16Yasith AbeywickrramaNo ratings yet
- Alloy 617 Forgings Specification for Valves and TurbinesDocument8 pagesAlloy 617 Forgings Specification for Valves and TurbinesAnonymous lmCR3SkPrKNo ratings yet
- DTD 5509 Aircraft Material SpecificationDocument5 pagesDTD 5509 Aircraft Material SpecificationMateen AhmadNo ratings yet
- Checklist & QAP Fabrication, Painting of Steel GirderDocument19 pagesChecklist & QAP Fabrication, Painting of Steel GirderSse SteelNo ratings yet
- Special Provision To Specal Specification Marine StructuresDocument47 pagesSpecial Provision To Specal Specification Marine StructuresRodolfoMarínNo ratings yet
- TM 32Document4 pagesTM 32Rakesh SrivastavaNo ratings yet
- Tests and Checks For Acceptance of Eot Cranes: IPSS: 2-02-008-18 (First Revision)Document32 pagesTests and Checks For Acceptance of Eot Cranes: IPSS: 2-02-008-18 (First Revision)Mohammad Safdar SadatNo ratings yet
- Creep Damage Assessment of A 50 MW Steam Turbine SDocument4 pagesCreep Damage Assessment of A 50 MW Steam Turbine SJosé de Paula MoreiraNo ratings yet
- Applied Mechanics Lab Manual - MECH 2251 - 17-2-20Document57 pagesApplied Mechanics Lab Manual - MECH 2251 - 17-2-20080Zaid MallickNo ratings yet
- Asme2a Sa-667Document2 pagesAsme2a Sa-667cgmoralesNo ratings yet
- Indian Railway Forged Items Technical RequirementsDocument6 pagesIndian Railway Forged Items Technical Requirementsharsh anandNo ratings yet
- Nickel-Chromium-Molybdenum-Tungsten Alloys (UNS N06110) Pipe and TubeDocument3 pagesNickel-Chromium-Molybdenum-Tungsten Alloys (UNS N06110) Pipe and TubeNav TalukdarNo ratings yet
- Test and InspectionsDocument10 pagesTest and InspectionsAris PurnamaNo ratings yet
- TMS6900Document14 pagesTMS6900Josue Garcia QuiniNo ratings yet
- 21TR1 E1a2-20200401Document6 pages21TR1 E1a2-20200401toddflyNo ratings yet
- 16tech Spec RSJ Pole 10.07.2019 Revised Dt. 10.11.2020 1Document7 pages16tech Spec RSJ Pole 10.07.2019 Revised Dt. 10.11.2020 1Anonymous cj7JdRbDbNo ratings yet
- SG Insert SpecificationDocument16 pagesSG Insert SpecificationRaamkriss Raja100% (2)
- Inspection and Test Plan - Pot/Ptfe BearingDocument3 pagesInspection and Test Plan - Pot/Ptfe BearingrohitNo ratings yet
- Offshore Mooring ChainDocument33 pagesOffshore Mooring ChainNguyen ThangNo ratings yet
- Pearlitic Malleable Iron: Standard Specification ForDocument5 pagesPearlitic Malleable Iron: Standard Specification Forquiensabe0077No ratings yet
- Guidelines on welding aluminium alloysDocument9 pagesGuidelines on welding aluminium alloysmajdi jerbiNo ratings yet
- Dow Chemical ultrasonic examination specificationDocument11 pagesDow Chemical ultrasonic examination specificationmaheshNo ratings yet
- Iso 640 1984Document5 pagesIso 640 1984جبر البرحNo ratings yet
- Mygov 16196097791Document10 pagesMygov 16196097791phaniNo ratings yet
- DS 202 Sigmark WB Airfield PaintDocument2 pagesDS 202 Sigmark WB Airfield PaintEticala RohithNo ratings yet
- Coupler 138Document5 pagesCoupler 138Kinjal DaveNo ratings yet
- Transfer GrantDocument1 pageTransfer GrantEticala RohithNo ratings yet
- Exide Life Smart Term Plus - Benefit Illustration A Non-Linked, Non-Participating Individual Life Insurance Savings PlanDocument5 pagesExide Life Smart Term Plus - Benefit Illustration A Non-Linked, Non-Participating Individual Life Insurance Savings PlanEticala RohithNo ratings yet
- Waffle DesignDocument8 pagesWaffle Designmy09No ratings yet
- Apcotrak Is Asian PaintsDocument3 pagesApcotrak Is Asian PaintsEticala RohithNo ratings yet
- Main FIDIC publications and contracts listDocument2 pagesMain FIDIC publications and contracts listEticala RohithNo ratings yet
- Prefabricated Bridge Girders - From Design To ImplDocument35 pagesPrefabricated Bridge Girders - From Design To ImplAditya PratamaNo ratings yet
- General ReqDocument19 pagesGeneral ReqVincent VivekNo ratings yet
- Appreciation Certificate: Nagpur Metro Rail Project General ConsultantsDocument1 pageAppreciation Certificate: Nagpur Metro Rail Project General ConsultantsEticala RohithNo ratings yet
- Under Slung Steel Truss Bridge With Composite RCC DeckDocument5 pagesUnder Slung Steel Truss Bridge With Composite RCC DeckEticala RohithNo ratings yet
- RCC Construction EarthquakesDocument11 pagesRCC Construction EarthquakesHaris KhanNo ratings yet
- Materials List As On 04-09-2019Document3 pagesMaterials List As On 04-09-2019Eticala RohithNo ratings yet
- Miscallaneous Activities Progress Abstract Till 05-06-2019 (Complete Reach-1)Document1 pageMiscallaneous Activities Progress Abstract Till 05-06-2019 (Complete Reach-1)Eticala RohithNo ratings yet
- Exide Life Smart Term Plus - Benefit Illustration A Non-Linked, Non-Participating Individual Life Insurance Savings PlanDocument5 pagesExide Life Smart Term Plus - Benefit Illustration A Non-Linked, Non-Participating Individual Life Insurance Savings PlanEticala RohithNo ratings yet
- Certificate Runners SystemsDocument1 pageCertificate Runners SystemsEticala RohithNo ratings yet
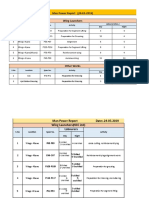
- Manpower Report 17-05-2019Document1 pageManpower Report 17-05-2019Eticala RohithNo ratings yet
- Manpower Report 24-05-2019Document1 pageManpower Report 24-05-2019Eticala RohithNo ratings yet
- Ccroad RC - XMLDocument1 pageCcroad RC - XMLEticala RohithNo ratings yet
- MDs New Year 2021 Messagefinal-MergedDocument2 pagesMDs New Year 2021 Messagefinal-MergedEticala RohithNo ratings yet
- Man Power Report (26-03-2019) Wing Launchers: S.No Location Span No. Activity Labourers (Nos.) Day NightDocument2 pagesMan Power Report (26-03-2019) Wing Launchers: S.No Location Span No. Activity Labourers (Nos.) Day NightEticala RohithNo ratings yet
- Man Power FormatDocument1 pageMan Power FormatEticala RohithNo ratings yet
- RITES Medi-Claim PolicyDocument7 pagesRITES Medi-Claim PolicyEticala RohithNo ratings yet
- Rites Ltd. Update: January 2021 EditionDocument6 pagesRites Ltd. Update: January 2021 EditionjageshwariNo ratings yet
- Geotech Nagpur Geotechnical Investigation Items & Their DescriptionsDocument2 pagesGeotech Nagpur Geotechnical Investigation Items & Their DescriptionsEticala RohithNo ratings yet
- Preparing Interim Payment CertificatesDocument4 pagesPreparing Interim Payment CertificatesEticala RohithNo ratings yet
- Design Issues R-1 and Requirement - 15-12-2020Document1 pageDesign Issues R-1 and Requirement - 15-12-2020Eticala RohithNo ratings yet
- Company Overview: Imagis Engineering Solutions Pvt. LTDDocument10 pagesCompany Overview: Imagis Engineering Solutions Pvt. LTDEticala RohithNo ratings yet
- Arya Steels Ratings Remain StableDocument4 pagesArya Steels Ratings Remain StableData CentrumNo ratings yet
- RR No. 6-2015 PDFDocument5 pagesRR No. 6-2015 PDFErlene CompraNo ratings yet
- Wartsila Tribo PackDocument7 pagesWartsila Tribo Packsuper_seeker100% (1)
- Health Behaviour: Current Issues and ChallengesDocument13 pagesHealth Behaviour: Current Issues and ChallengesK.A.No ratings yet
- Chapter 5 Integumentary Study GuideDocument3 pagesChapter 5 Integumentary Study GuideSuperjunior8No ratings yet
- Cambridge O Level: English Language 1123/22Document4 pagesCambridge O Level: English Language 1123/22Shania SeneviratneNo ratings yet
- Hyperfunctional Voice DisordersDocument11 pagesHyperfunctional Voice DisordersJam PNo ratings yet
- 1619928348861forensic Science UNIT - VII 1 PDFDocument159 pages1619928348861forensic Science UNIT - VII 1 PDFVyshnav RNo ratings yet
- Tugas UNtar 3Document28 pagesTugas UNtar 3Daniel Filemon PosoNo ratings yet
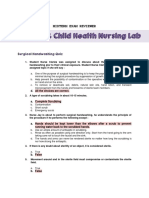
- Midterm Exam Reviewer: Surgical Handwashing QuizDocument9 pagesMidterm Exam Reviewer: Surgical Handwashing QuizOfficially RandomNo ratings yet
- MYK Grout Card 2Document2 pagesMYK Grout Card 2Abdul Raheem SyedNo ratings yet
- Refrigeration and Air Conditioning Laboratory: Lab Session 3 Absorption Refrigeration Demonstrator 816 ObjectivesDocument10 pagesRefrigeration and Air Conditioning Laboratory: Lab Session 3 Absorption Refrigeration Demonstrator 816 Objectivesjhon milliNo ratings yet
- Exxonmobil High Density Polyethylene Product Guide: Extrusion MoldingDocument6 pagesExxonmobil High Density Polyethylene Product Guide: Extrusion MoldingDaikinllcNo ratings yet
- Dissertation - December 2022Document71 pagesDissertation - December 2022Musasa TinasheNo ratings yet
- A Study On Satisfaction Level of Employees With Special Reference Textile IndustryDocument12 pagesA Study On Satisfaction Level of Employees With Special Reference Textile Industrysai kiran bade100% (1)
- Dupont Heir Sexually Abuses DaughterDocument3 pagesDupont Heir Sexually Abuses DaughterJuandelaCruzNo ratings yet
- ICICI Pru IProtect Smart Illustrated BrochureDocument56 pagesICICI Pru IProtect Smart Illustrated Brochuresoubhadra nagNo ratings yet
- Jurnal Dermatitis AtopikDocument20 pagesJurnal Dermatitis AtopikchintyaNo ratings yet
- Quality Assurance in The Manufacture of Light Unmanned Aircraft SystemDocument4 pagesQuality Assurance in The Manufacture of Light Unmanned Aircraft SystemAhmad Zubair RasulyNo ratings yet
- Blood Bank Case Study 5bDocument2 pagesBlood Bank Case Study 5bbalqis jaberNo ratings yet