You might also like
- Interesting Manual PDFDocument20 pagesInteresting Manual PDFthyskie100% (2)
- Watyl Equivalent To NZS 2312Document52 pagesWatyl Equivalent To NZS 2312Oh No PotatoNo ratings yet
- Painting Technology GuideDocument29 pagesPainting Technology Guideayaskantk100% (1)
- SPRAYING BITUMINOUS EMULSIONsDocument7 pagesSPRAYING BITUMINOUS EMULSIONsCharles LangatNo ratings yet
- Corrosion Protection of Offshore StructuresDocument10 pagesCorrosion Protection of Offshore StructuresHo Minh Viet100% (1)
- SSPC PA1 2016 - Part9Document1 pageSSPC PA1 2016 - Part9Jagannath SahuNo ratings yet
- Painting GuideDocument29 pagesPainting GuidekenNo ratings yet
- How To Select The Right Paint System - HempelDocument40 pagesHow To Select The Right Paint System - HempelBellana Sirish50% (2)
- Polycoat RTLDocument2 pagesPolycoat RTLniaz05288No ratings yet
- Intergard 251 Tech Data SheetDocument0 pagesIntergard 251 Tech Data SheetL Mahender ReddyNo ratings yet
- Renderoc LAXtra PlusDocument2 pagesRenderoc LAXtra PlusVenkata Raju Kalidindi100% (1)
- Seaquantum Ultra: Technical Data Sheet Application GuideDocument6 pagesSeaquantum Ultra: Technical Data Sheet Application GuideSardar AmedNo ratings yet
- Masterprotect 1855 TdsDocument2 pagesMasterprotect 1855 TdsShahsoor Shah Majeed100% (1)
- 55194HMPPSplashzoneWhitepaper.5d8cbbf884bccDocument3 pages55194HMPPSplashzoneWhitepaper.5d8cbbf884bccWan Ah-LunNo ratings yet
- Aim of This Guide 4. References: Environmental Management When Spraying Bituminous MaterialsDocument8 pagesAim of This Guide 4. References: Environmental Management When Spraying Bituminous Materialsshalinie27No ratings yet
- Training Module 4 - Coating Selection StandardsDocument48 pagesTraining Module 4 - Coating Selection StandardsSanjay Kumar100% (1)
- ISO 12944 2022 MasterDocument22 pagesISO 12944 2022 MasterJosé Román MenaNo ratings yet
- GRP General Procedure (EWS)Document16 pagesGRP General Procedure (EWS)Maged Ali Ragheb100% (1)
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Document3 pagesScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Rick BlokzijlNo ratings yet
- JOTUN Topcoats 0306Document9 pagesJOTUN Topcoats 0306cashlover100% (1)
- Interline 1064 Application GuidelinesDocument11 pagesInterline 1064 Application GuidelinesFD GamingNo ratings yet
- Tankguard Storage: Technical Data Sheet Application GuideDocument14 pagesTankguard Storage: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Enviroline 2405 Application Guidelines: Protective Coatings Technical SupportDocument12 pagesEnviroline 2405 Application Guidelines: Protective Coatings Technical SupportskNo ratings yet
- MegayachtDocument6 pagesMegayachtvolme20No ratings yet
- Interzone 954Document4 pagesInterzone 954johnson_regoNo ratings yet
- TDS - 0063 CapaFilex - 202003Document3 pagesTDS - 0063 CapaFilex - 202003Mearg NgusseNo ratings yet
- Renderoc LAXtraDocument2 pagesRenderoc LAXtrajaga67No ratings yet
- TDS - Pilot II - English (Uk) - Issued.12.03.2012 PDFDocument4 pagesTDS - Pilot II - English (Uk) - Issued.12.03.2012 PDFNPTNo ratings yet
- TDS 0004 FlexoPrime 202003Document3 pagesTDS 0004 FlexoPrime 202003Mearg NgusseNo ratings yet
- Tankguard 412: Technical Data Sheet Application GuideDocument9 pagesTankguard 412: Technical Data Sheet Application GuideEngTamerNo ratings yet
- Nullifire Application Instructions SC800 Series 2021-07-19Document3 pagesNullifire Application Instructions SC800 Series 2021-07-19Saed ShaikNo ratings yet
- Enviroline 124 Application GuidelineDocument12 pagesEnviroline 124 Application GuidelineAhmed IbrahimNo ratings yet
- Enviroline 125LV Application GuidelineDocument17 pagesEnviroline 125LV Application GuidelineAhmed IbrahimNo ratings yet
- AG 43362 Alkyd High Gloss QD Euk GBDocument6 pagesAG 43362 Alkyd High Gloss QD Euk GBNurulfazilla YusopNo ratings yet
- Steelmaster 1200Wf: Technical Data Sheet Application GuideDocument11 pagesSteelmaster 1200Wf: Technical Data Sheet Application GuideDominguez MegoNo ratings yet
- Guide To AS2312-2002 v10Document17 pagesGuide To AS2312-2002 v10dilrangiNo ratings yet
- Safeguard Universal AGDocument7 pagesSafeguard Universal AGMar PardalesNo ratings yet
- Marthon Jotun Marine PaintDocument5 pagesMarthon Jotun Marine PaintNishanthNo ratings yet
- Carboguard 703 GFDocument2 pagesCarboguard 703 GFlhanx2100% (2)
- A.798 (19) - Guidelines For The Selection, Application and Maintenance of Corrosion Prevention Systems of Dedicated Seawater Ballast TanksDocument7 pagesA.798 (19) - Guidelines For The Selection, Application and Maintenance of Corrosion Prevention Systems of Dedicated Seawater Ballast Tanksimgesu tahtaNo ratings yet
- En12944Document10 pagesEn12944Rui MendesNo ratings yet
- Pu Sealant Mccoy Soudal Soudaflex 611 Pu SealantDocument2 pagesPu Sealant Mccoy Soudal Soudaflex 611 Pu SealantsasidharkanthetiNo ratings yet
- ICorr CED CT06 ApplicationOfIntumescentCoatings Issue1 PDFDocument17 pagesICorr CED CT06 ApplicationOfIntumescentCoatings Issue1 PDFJoe Gaffney100% (1)
- Jo Tamasic 87 Mio Application GuideDocument10 pagesJo Tamasic 87 Mio Application GuideJurijs BNo ratings yet
- Polycoat Rbe FR: Rubberized Bitumen EmulsionDocument2 pagesPolycoat Rbe FR: Rubberized Bitumen EmulsionAbidNo ratings yet
- LS Nylon 12 GF Material SpecificationsDocument10 pagesLS Nylon 12 GF Material SpecificationsAlexandreau del FierroNo ratings yet
- Atmospheric Corrosion Resistance of HDG CoatingsDocument9 pagesAtmospheric Corrosion Resistance of HDG CoatingsPepo MihovNo ratings yet
- Sigmadur Gloss: Description PRINCIPAL CHARACTERISTICS - Unlimited RecoatableDocument4 pagesSigmadur Gloss: Description PRINCIPAL CHARACTERISTICS - Unlimited RecoatableKopnang AristideNo ratings yet
- Frosio - Paint SystemsDocument4 pagesFrosio - Paint SystemsGanesh R NairNo ratings yet
- 부식 en12944Document10 pages부식 en12944ksjin0226No ratings yet
- BGAS Grade1 Exam-6 To 10Document12 pagesBGAS Grade1 Exam-6 To 10Shamim AlamNo ratings yet
- Interzone 954Document0 pagesInterzone 954hennawijayaNo ratings yet
- Megayacht Imperial Antifouling DataDocument3 pagesMegayacht Imperial Antifouling DatakormatekNo ratings yet
- AG 15400 Steelmaster+120SB Euk GBDocument10 pagesAG 15400 Steelmaster+120SB Euk GBparathasiNo ratings yet
- TDS CP 1 CapaStuccoDocument3 pagesTDS CP 1 CapaStuccoMearg NgusseNo ratings yet
- Soudaflex Construction FCDocument2 pagesSoudaflex Construction FCAvijitSinharoyNo ratings yet
- Thermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesFrom EverandThermal Insulation Handbook for the Oil, Gas, and Petrochemical IndustriesRating: 3.5 out of 5 stars3.5/5 (3)
- Technical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationFrom EverandTechnical Aspects Related to the Design and Construction of Engineered Containment Barriers for Environmental RemediationNo ratings yet
- Case Studies of Material Corrosion Prevention for Oil and Gas ValvesFrom EverandCase Studies of Material Corrosion Prevention for Oil and Gas ValvesNo ratings yet
- Martabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckDocument1 pageMartabe Milling Capacity Expantion Project:: Regrindbuilding Switch Room Coloumn Space CheckyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- VendorMaster FormDocument38 pagesVendorMaster FormyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceDocument2 pagesG. Installation or Erection Check Sheet Rev.1 Grid C & D 2nd SpliceyuwantoniNo ratings yet
- G. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668Document2 pagesG. Installation or Erection Check Sheet Rev.1 Grid 1 Stair - (C&D) Plan RL 411.668yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
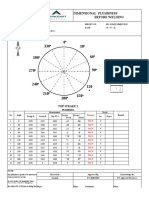
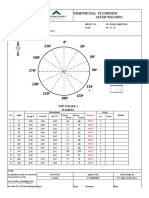
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Summary Report Plumbness - TK - 012Document2 pagesSummary Report Plumbness - TK - 012yuwantoniNo ratings yet
- Plumbnes Strake 3 TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 3 TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 Aft TK-012 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleDocument2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat) - BFR Welding BuffleyuwantoniNo ratings yet
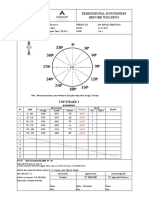
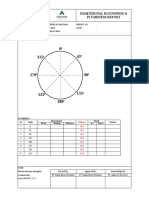
- Roundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankDocument8 pagesRoundness Shell # 1 - 1-Tank - 011 BEFORE WELD: Project MTPP66 TK-011 Cyanide Adsorpion TankyuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake 1 Aft TK-012 - (12 Koordinat)Document1 pageRoundness Strake 1 Aft TK-012 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)Document2 pagesPlumbnes Strake 1 To Strake 5 TK-011 - (12 Koordinat)yuwantoniNo ratings yet
- Roundness Strake - 4-TK-011 (12 Koordinat)Document1 pageRoundness Strake - 4-TK-011 (12 Koordinat)yuwantoniNo ratings yet
- Peaking-Bend Tank 012Document26 pagesPeaking-Bend Tank 012yuwantoniNo ratings yet
- Roundness Strake - 2 - (12 Koordinat)Document1 pageRoundness Strake - 2 - (12 Koordinat)yuwantoniNo ratings yet
- Peaking-Bend Tank 011Document26 pagesPeaking-Bend Tank 011yuwantoniNo ratings yet
- Verticallty TK 012Document5 pagesVerticallty TK 012yuwantoniNo ratings yet
- Verticallity / Plumbnes (After Weld)Document6 pagesVerticallity / Plumbnes (After Weld)yuwantoniNo ratings yet
- Roundness Strake - 2 - (12 Koordinat)Document1 pageRoundness Strake - 2 - (12 Koordinat)yuwantoniNo ratings yet
- Plumbnes Strake 5Document1 pagePlumbnes Strake 5yuwantoniNo ratings yet
- The Plasma Universe and Little BangsDocument1 pageThe Plasma Universe and Little BangsPia LomboyNo ratings yet
- Aits 1718 FT V Jeem PDFDocument23 pagesAits 1718 FT V Jeem PDFsoumengoswami10No ratings yet
- JNTUH MTech Biotech Syllabus (For Affiliated Colleges) 2010-2012Document40 pagesJNTUH MTech Biotech Syllabus (For Affiliated Colleges) 2010-2012Zahoorullah Shaik MohammedNo ratings yet
- Alkali + Alumunium WorksheetDocument2 pagesAlkali + Alumunium WorksheetEndro AntonoNo ratings yet
- Production LoggingDocument70 pagesProduction Loggingjdaksh204No ratings yet
- Complex at IonDocument31 pagesComplex at IonShamsuzzaman TanimNo ratings yet
- Introduction To Nanoscience and Nanotechnology by Masaru-KunoDocument226 pagesIntroduction To Nanoscience and Nanotechnology by Masaru-Kunom3us100% (2)
- Final Revision - JEE (Main) : SubjectiveDocument24 pagesFinal Revision - JEE (Main) : Subjective1 AashuNo ratings yet
- Esquemas de Pinturas: Paint SystemsDocument3 pagesEsquemas de Pinturas: Paint SystemsatmnunodiasatmNo ratings yet
- Income Tax Depreciation Rate ChartDocument19 pagesIncome Tax Depreciation Rate ChartCA TanishNo ratings yet
- 2012 Mechanical Testing Li IonDocument9 pages2012 Mechanical Testing Li IonLeonardo BayuNo ratings yet
- Control of Decarburization of Steel PDFDocument5 pagesControl of Decarburization of Steel PDFBhushan VermaNo ratings yet
- Homework 2 SolutionDocument6 pagesHomework 2 SolutionMeirielle MarquesNo ratings yet
- Bernoulli EquationDocument4 pagesBernoulli EquationShida Shidot100% (1)
- Carbonyl Sulfide (COS) Removal From Propane GPADocument53 pagesCarbonyl Sulfide (COS) Removal From Propane GPAshitals_18100% (1)
- An Introduction To Pulsed Dye LasersDocument9 pagesAn Introduction To Pulsed Dye Lasersgrad2013No ratings yet
- Winter PACK FOR GRADE 3.pdf OriginalDocument17 pagesWinter PACK FOR GRADE 3.pdf OriginalahsanwahlaNo ratings yet
- Heat Treatment and Hardness of Tool SteelDocument14 pagesHeat Treatment and Hardness of Tool SteelStephen MirdoNo ratings yet
- Instructions For Use IGF1Document2 pagesInstructions For Use IGF1Mario Echeverria GonzalezNo ratings yet
- 0.1. Batería 6.5 Ah, 12 Voltios Modelo 12v6a5 Ficha Técnica enDocument2 pages0.1. Batería 6.5 Ah, 12 Voltios Modelo 12v6a5 Ficha Técnica enG Abigail MorenoNo ratings yet
- Corrosion 1Document45 pagesCorrosion 1Lakshya Sadana100% (1)
- Mechanism of Biological Nitrogen FixationDocument5 pagesMechanism of Biological Nitrogen Fixationmymimi100% (1)
- Physics Practical Project For Class 12 BoardsDocument23 pagesPhysics Practical Project For Class 12 BoardsAshwin Sekhari41% (17)
- Maths IA IntroDocument20 pagesMaths IA Introshakthi aravinthNo ratings yet
- Starch Gelatinization - Wikipedia, The Free EncyclopediaDocument4 pagesStarch Gelatinization - Wikipedia, The Free EncyclopediaIndraAzaNo ratings yet
- Bengkel SPM 2016 MozacDocument79 pagesBengkel SPM 2016 MozacZULKEFLI BIN MOHD ARIS MoeNo ratings yet
- Chapter 13 Properties of Solutions Exercise 1Document26 pagesChapter 13 Properties of Solutions Exercise 1janeNo ratings yet
- 1 Stress & StrainsDocument55 pages1 Stress & StrainsTechnautsNo ratings yet
- Lesson Plan Unit 4Document3 pagesLesson Plan Unit 4Ramsha TariqNo ratings yet
- Turbidity TestDocument12 pagesTurbidity TestNazrul IzdhamNo ratings yet