You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Load List 1Document2 pagesLoad List 1Nurcahyo Djati WNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Blanket Gas DemandDocument2 pagesBlanket Gas DemandNurcahyo Djati W100% (2)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Gas - Pneumatic StarterDocument2 pagesGas - Pneumatic StarterNurcahyo Djati WNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Data CompresorDocument2 pagesData CompresorNurcahyo Djati WNo ratings yet
- Diesel Tank SizingDocument7 pagesDiesel Tank SizingNurcahyo Djati W100% (2)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Vessel VolumeDocument5 pagesVessel VolumeNurcahyo Djati W100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- VENDOR LIST CNG As 100510Document4 pagesVENDOR LIST CNG As 100510Nurcahyo Djati WNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- CNG Bussiness DevelopmentDocument4 pagesCNG Bussiness DevelopmentNurcahyo Djati WNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- One Year Spare Parts and OPEX for CNG StationDocument6 pagesOne Year Spare Parts and OPEX for CNG StationNurcahyo Djati WNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ariel Non LubeDocument2 pagesAriel Non LubeNurcahyo Djati WNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Capex OpexDocument5 pagesCapex OpexNurcahyo Djati WNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Capex OpexDocument5 pagesCapex OpexNurcahyo Djati WNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Deliverable List ElectricalDocument8 pagesDeliverable List ElectricalNurcahyo Djati WNo ratings yet
- Deliverable List ElectricalDocument8 pagesDeliverable List ElectricalNurcahyo Djati WNo ratings yet
- Air Compressor DWGDocument1 pageAir Compressor DWGNurcahyo Djati WNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Choosing A Compressed Air DryerDocument7 pagesChoosing A Compressed Air DryerNurcahyo Djati WNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- CNG O&MDocument15 pagesCNG O&MNurcahyo Djati W0% (1)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- ACestimateDocument4 pagesACestimateNurcahyo Djati WNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Crane DsDocument2 pagesCrane DsNurcahyo Djati WNo ratings yet
- Deliverable List ElectricalDocument8 pagesDeliverable List ElectricalNurcahyo Djati WNo ratings yet
- Diesel Tank DSDocument1 pageDiesel Tank DSNurcahyo Djati W0% (1)
- DATA SHEET FOR OVERHEAD CRANEDocument2 pagesDATA SHEET FOR OVERHEAD CRANENurcahyo Djati WNo ratings yet
- Crane DsDocument2 pagesCrane DsNurcahyo Djati WNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
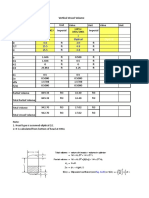
- Sheet A - 1 Volume CalculationDocument3 pagesSheet A - 1 Volume CalculationNurcahyo Djati WNo ratings yet
- Crane DsDocument2 pagesCrane DsNurcahyo Djati WNo ratings yet
- CommDocument31 pagesCommNurcahyo Djati WNo ratings yet
- Crane ds2Document2 pagesCrane ds2Nurcahyo Djati WNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- APIseparator SizDocument10 pagesAPIseparator SizNurcahyo Djati WNo ratings yet
- Sheet A - 1 Volume CalculationDocument3 pagesSheet A - 1 Volume CalculationNurcahyo Djati WNo ratings yet
- Scania d12Document2 pagesScania d12Shreyas Mg67% (3)
- Seismic Calculation ExcelDocument11 pagesSeismic Calculation ExcelmaheshbandhamNo ratings yet
- P310Document2 pagesP310CoreconNo ratings yet
- Analysis of Silo Supporting Ring Beams Resting On Discrete Supports - O Zeybek, Et Al, 2019Document12 pagesAnalysis of Silo Supporting Ring Beams Resting On Discrete Supports - O Zeybek, Et Al, 2019Benjamin IndrawanNo ratings yet
- Performance of Cyclone Separator For Syngas Production in Downdraft GasifierDocument15 pagesPerformance of Cyclone Separator For Syngas Production in Downdraft GasifierHotib PerwiraNo ratings yet
- Solver Setting in AnsysDocument44 pagesSolver Setting in AnsysApurvNo ratings yet
- Garcia Jfoodprocesseng 1986-1Document20 pagesGarcia Jfoodprocesseng 1986-1Edgard Sáez Montero100% (1)
- Sizing and Selection of Actuators For Valves: Nidhin ManoharDocument62 pagesSizing and Selection of Actuators For Valves: Nidhin Manoharsaiful anwarNo ratings yet
- 25 - Ficha Tecnica Bomba PedrolloDocument4 pages25 - Ficha Tecnica Bomba PedrolloStephany Rueda YnocheaNo ratings yet
- Tevi RotundeDocument8 pagesTevi RotundebigggredNo ratings yet
- Vickers Valvula DGMFN-3-Z-P2W-41Document3 pagesVickers Valvula DGMFN-3-Z-P2W-41JuanPerezRooneyNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Generator Set 3500Document13 pagesGenerator Set 3500Jhon Richard Chambi Paco100% (1)
- ESP Design - Step 4 Total Dynamic HeadDocument6 pagesESP Design - Step 4 Total Dynamic HeadazareiforoushNo ratings yet
- Assessing Seam Integrity of Aging Low Frequency ERW PipelinesDocument8 pagesAssessing Seam Integrity of Aging Low Frequency ERW PipelinesSamad356No ratings yet
- 7 - Control and MonitoringDocument963 pages7 - Control and MonitoringGláucio QuintanilhaNo ratings yet
- SKF Mount - 22318 EJA - VA405 - Hot Mounting - HousingDocument3 pagesSKF Mount - 22318 EJA - VA405 - Hot Mounting - HousingcumtjerryNo ratings yet
- Filtrex: The One Trip Remedial Sand Control SystemDocument2 pagesFiltrex: The One Trip Remedial Sand Control SystemnasNo ratings yet
- 1.design For Shear For Prestressed ConcreteDocument34 pages1.design For Shear For Prestressed ConcretealexNo ratings yet
- Structural ReliabilityDocument46 pagesStructural Reliabilitystructures100% (2)
- FCU ChecklistDocument11 pagesFCU ChecklistdesignselvaNo ratings yet
- ICE Assignment 4Document3 pagesICE Assignment 4Abhimanyu Ohlyan33% (3)
- 2019 - 1.19. Zavarivačke LaboratorijeDocument33 pages2019 - 1.19. Zavarivačke LaboratorijeticmaNo ratings yet
- EN VEGASWING 61 63 N ElectronicsDocument20 pagesEN VEGASWING 61 63 N ElectronicsPvalpNo ratings yet
- Starter Manual PDFDocument38 pagesStarter Manual PDFBrian TaylorNo ratings yet
- Fleming's Right Hand Rule:: 2. DC MachinesDocument8 pagesFleming's Right Hand Rule:: 2. DC MachinessatyaNo ratings yet
- Piping and Instrumentation Diagram (Pnid)Document19 pagesPiping and Instrumentation Diagram (Pnid)ridzuanzabah0% (1)
- QuestionaireDocument16 pagesQuestionaireAQALILY SOFIENANo ratings yet
- IWSD - Module 2-2 - 1 Static EquilibriumDocument67 pagesIWSD - Module 2-2 - 1 Static EquilibriumPourya NouryNo ratings yet
- Harga Pelumas: Merek Oli Harga (Het) Merek Oli Acdelco FuchsDocument9 pagesHarga Pelumas: Merek Oli Harga (Het) Merek Oli Acdelco FuchsAbung_Tea_399No ratings yet
- John Deere Design, Process, and Assembly ReviewDocument33 pagesJohn Deere Design, Process, and Assembly ReviewcucuNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet