You might also like
- Av Vibrating Screens PDFDocument2 pagesAv Vibrating Screens PDFArnaldo BenitezNo ratings yet
- Modern Screening Machines Process EquipmentDocument16 pagesModern Screening Machines Process EquipmenttafakorNo ratings yet
- Industrial ScreeningDocument68 pagesIndustrial ScreeningJohnKevinVillar100% (2)
- Industrial Screening Equipment TypesDocument25 pagesIndustrial Screening Equipment TypesDikshithaNo ratings yet
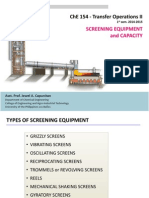
- Che 154 Lecture 3b Screening EquipmentDocument34 pagesChe 154 Lecture 3b Screening EquipmentAiza CabolesNo ratings yet
- Screen EquipmentDocument22 pagesScreen EquipmentmutiNo ratings yet
- High-Frequency Vibrating ScreensDocument9 pagesHigh-Frequency Vibrating ScreensBayer Mitrovic100% (1)
- 45-Vibrating Screens PDFDocument8 pages45-Vibrating Screens PDFpraveenkumaurravutla100% (1)
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Filter & Size ReductionDocument20 pagesFilter & Size ReductionMuhammad Putra RamadhanNo ratings yet
- Capacities and performance characteristics of jaw crushersDocument7 pagesCapacities and performance characteristics of jaw crushersvaper123No ratings yet
- Apron Feeder Application Datasheet enDocument1 pageApron Feeder Application Datasheet enVaijayanti JoshiNo ratings yet
- Vibrating ScreensDocument4 pagesVibrating Screensskb25No ratings yet
- Hammer DesaignDocument21 pagesHammer DesaignZahlul AmriNo ratings yet
- Impact CrusherDocument8 pagesImpact CrusherSharath MenonNo ratings yet
- Vibrating FeederDocument7 pagesVibrating FeederRk Upadhyay100% (1)
- Bucket Elevator ChainDocument4 pagesBucket Elevator Chainluisreng100% (1)
- Flowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBDocument1 pageFlowsheet 130TPH II Stage Wheel Mounted Plant-0-22mm&GSBMukesh BharatNo ratings yet
- Equipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyDocument14 pagesEquipment Selection For HPGR-Based Comminution Circuits Part 1 - Chris - MorleyWilson VicencioNo ratings yet
- Vibratory Feeders and Conveyors PDFDocument14 pagesVibratory Feeders and Conveyors PDFArnaldo BenitezNo ratings yet
- Roll Crusher BrochureDocument4 pagesRoll Crusher BrochureWaris La Joi Wakatobi100% (1)
- Grinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignDocument32 pagesGrinding Fundamentals and Theory: Size Reduction, Principles, Methods, and Circuit DesignVarun InamdarNo ratings yet
- These Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookDocument3 pagesThese Guidelines Are Nicely Described in The Vibrating Screen Manufacturers Association HandbookJinto A J100% (2)
- Enduron Screens CatalogueDocument12 pagesEnduron Screens Catalogueekrem0867No ratings yet
- High-capacity natural frequency vibrating conveyorsDocument8 pagesHigh-capacity natural frequency vibrating conveyorsZiggy GregoryNo ratings yet
- Wet Iron Ore Crushing with Barmac VSIDocument2 pagesWet Iron Ore Crushing with Barmac VSIrajeevup2004No ratings yet
- Bucket Elevator Maintenance ManualDocument26 pagesBucket Elevator Maintenance ManualJ Dany T. Delgado100% (1)
- Double Roll CrusherDocument3 pagesDouble Roll CrusherjtpmlNo ratings yet
- ModuDense ManualDocument43 pagesModuDense ManualWilkin Llanca BlasNo ratings yet
- ScreeningDocument16 pagesScreeninganthony ijigaNo ratings yet
- Chutes Design PDFDocument11 pagesChutes Design PDFWaris La Joi Wakatobi100% (1)
- Jaw Crusher Kinematics Simulation and AnalysisDocument5 pagesJaw Crusher Kinematics Simulation and AnalysisInternational Journal of Research in Engineering and ScienceNo ratings yet
- Apron FeederDocument10 pagesApron FeederKenny Ruiz100% (1)
- Dunlop Conveyor Belt Design Manual - HTMLDocument38 pagesDunlop Conveyor Belt Design Manual - HTMLForbes KambaNo ratings yet
- VibratingEquipmentBrochure PDFDocument10 pagesVibratingEquipmentBrochure PDFWilliam VillamizarNo ratings yet
- Conveyor BeltsDocument22 pagesConveyor BeltsFavorSea Industrial Channel LimitedNo ratings yet
- FG-Spiral Classifier Operating ManualDocument5 pagesFG-Spiral Classifier Operating ManualRogelio Israel LedesmaNo ratings yet
- Basics RELEASE DATE: 3-12-03Document15 pagesBasics RELEASE DATE: 3-12-03Victor Ivan BarriosNo ratings yet
- Telescopic ChuteDocument2 pagesTelescopic Chutebiswajit sabuiNo ratings yet
- FAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgDocument4 pagesFAM Apron Feeders: WWW - Fam.de Förderanlagen MagdeburgriteshsamantrayNo ratings yet
- Calc - Vibrating Screen Single Deck NPK1Document5 pagesCalc - Vibrating Screen Single Deck NPK1Waris La Joi WakatobiNo ratings yet
- I Feeder Application Design CalculationsDocument2 pagesI Feeder Application Design Calculationsarsaniose100% (1)
- Dynamic Design Theory and Application of Large Vibrating ScreenDocument9 pagesDynamic Design Theory and Application of Large Vibrating ScreenMahesh BabuNo ratings yet
- Iron Ore Dressing Plant Auditing - LectureDocument7 pagesIron Ore Dressing Plant Auditing - LectureravibelavadiNo ratings yet
- MML45Semi Mobile Primary Gyratory Crushing Plant GADwgs Technical InformationDocument19 pagesMML45Semi Mobile Primary Gyratory Crushing Plant GADwgs Technical Informationgytoman0% (1)
- Vibrating Screen DesignDocument12 pagesVibrating Screen DesignAinur Rohman100% (2)
- Design and Application of FeederDocument32 pagesDesign and Application of FeederJason SorianoNo ratings yet
- Brochure EPS-Overview English Web V4-1 PDFDocument43 pagesBrochure EPS-Overview English Web V4-1 PDFmamopi100% (1)
- Hms Drum PlantDocument2 pagesHms Drum Plantrichard gutierrezNo ratings yet
- Pdfcoffeecom Vibrating Screens Training For Maint 230601 225223Document18 pagesPdfcoffeecom Vibrating Screens Training For Maint 230601 225223khaled saadnehNo ratings yet
- Vibrating ScreenDocument26 pagesVibrating Screenzoelpen_007070100% (3)
- Design Efficient FeedersDocument0 pagesDesign Efficient FeedersRajaram JayaramanNo ratings yet
- Crushing LawsDocument12 pagesCrushing Lawsharishkumar.ravichandranNo ratings yet
- Vibrating Screen Data SheetDocument1 pageVibrating Screen Data SheetAkhmad Audi HarvanNo ratings yet
- Jordy Maquilan TERDocument18 pagesJordy Maquilan TERHanah Kryss CastreNo ratings yet
- Screening DescriptionDocument6 pagesScreening DescriptionJomed BarallasNo ratings yet
- Ore Separation - Screening and Classification (Sizing-Ore Sorting)Document37 pagesOre Separation - Screening and Classification (Sizing-Ore Sorting)Maruti NandanNo ratings yet
- Application Derrick ScreensDocument9 pagesApplication Derrick ScreensTacachiri Chocamani Jaime100% (2)
- Screening ConsiderationsDocument23 pagesScreening ConsiderationsJames MNo ratings yet
- 02 SCREENS Syntron Vibrating Screens PDFDocument36 pages02 SCREENS Syntron Vibrating Screens PDFPhanHatham100% (1)
- Aerobic Digester Experimental ManualDocument25 pagesAerobic Digester Experimental ManualShoaib PathanNo ratings yet
- Apparatus For Measurement of Thermal Conductivity of Good and Bad Conductors Manual FDocument13 pagesApparatus For Measurement of Thermal Conductivity of Good and Bad Conductors Manual FShoaib PathanNo ratings yet
- Apparatus For Friction Losses in Pipe Fittings ManualDocument17 pagesApparatus For Friction Losses in Pipe Fittings ManualShoaib PathanNo ratings yet
- Ball Mill Experimental Manual GuideDocument11 pagesBall Mill Experimental Manual GuideShoaib Pathan100% (3)
- Cre Lab EquipmentDocument1 pageCre Lab EquipmentShoaib PathanNo ratings yet
- Aerobic Digester GraphsDocument4 pagesAerobic Digester GraphsShoaib PathanNo ratings yet
- Basket CentrifugeDocument1 pageBasket CentrifugeShoaib PathanNo ratings yet
- Leaching Apparatus: Technical Specifications: The Equipment Consists Mainly of The Following: 1) Percolation LeacherDocument1 pageLeaching Apparatus: Technical Specifications: The Equipment Consists Mainly of The Following: 1) Percolation LeacherShoaib PathanNo ratings yet
- Aerobic Digester Experimental ManualDocument25 pagesAerobic Digester Experimental ManualShoaib PathanNo ratings yet
- Forced Draft Tray DryerDocument1 pageForced Draft Tray DryerShoaib PathanNo ratings yet
- Gas Absorption Study ApparatusDocument1 pageGas Absorption Study ApparatusShoaib PathanNo ratings yet
- Absorption and Stripping Equipment Manual FDocument19 pagesAbsorption and Stripping Equipment Manual FShoaib PathanNo ratings yet
- Vibrating Screen: Technical SpecificationDocument1 pageVibrating Screen: Technical SpecificationShoaib PathanNo ratings yet
- Sedimentation Equipment TEX 45 Technical SpecDocument1 pageSedimentation Equipment TEX 45 Technical SpecShoaib PathanNo ratings yet
- Cyclone Separator and Water Scrubber: Technical SpecificationsDocument1 pageCyclone Separator and Water Scrubber: Technical SpecificationsShoaib PathanNo ratings yet
- Foam and PropertiesDocument40 pagesFoam and PropertiesShoaib PathanNo ratings yet
- Cyclone Seperator Experimental ManualDocument12 pagesCyclone Seperator Experimental ManualShoaib PathanNo ratings yet
- Cocurrent and Counter Current Liquid-Liquid ExtractorDocument2 pagesCocurrent and Counter Current Liquid-Liquid ExtractorShoaib PathanNo ratings yet
- Sedimentation Unit Experimental ManualDocument17 pagesSedimentation Unit Experimental ManualShoaib PathanNo ratings yet
- Vibrating Screen Experimental ManualDocument16 pagesVibrating Screen Experimental ManualShoaib Pathan50% (2)
- Wetted Wall Column: Technical SpecificationsDocument1 pageWetted Wall Column: Technical SpecificationsShoaib PathanNo ratings yet
- Gas Absorption Study Apparatus Experimental ManualDocument11 pagesGas Absorption Study Apparatus Experimental ManualShoaib PathanNo ratings yet
- Industrial Gas Absorption with Chemical ReactionDocument17 pagesIndustrial Gas Absorption with Chemical ReactionShoaib PathanNo ratings yet
- Force Draft Tray Dryer Experimental ManualDocument21 pagesForce Draft Tray Dryer Experimental ManualShoaib Pathan100% (2)
- Sedimentation Unit Experimental ManualDocument17 pagesSedimentation Unit Experimental ManualShoaib PathanNo ratings yet
- Construction, Working and Maintenance of Electric Vibrators and Vibrating ScreensDocument70 pagesConstruction, Working and Maintenance of Electric Vibrators and Vibrating ScreensmareesanNo ratings yet
- Industrial Gas Absorption with Chemical ReactionDocument17 pagesIndustrial Gas Absorption with Chemical ReactionShoaib PathanNo ratings yet
- Leaching Apparatus Experimental ManualDocument12 pagesLeaching Apparatus Experimental ManualShoaib PathanNo ratings yet
- Leaf Filter Experimental ManualDocument12 pagesLeaf Filter Experimental ManualShoaib Pathan67% (3)
- Industrial Gas Absorption with Chemical ReactionDocument17 pagesIndustrial Gas Absorption with Chemical ReactionShoaib PathanNo ratings yet
- Guru Nanak Dev University, Amritsar: Notification No. B.Tech. (Mech. Engg.) (CBES) /-8th Semester/May-2019/1Document1 pageGuru Nanak Dev University, Amritsar: Notification No. B.Tech. (Mech. Engg.) (CBES) /-8th Semester/May-2019/1Nehal GuptaNo ratings yet
- Needle Tip Deformation After PDL and Intraseptal Dental Local AnesthesiaDocument5 pagesNeedle Tip Deformation After PDL and Intraseptal Dental Local AnesthesiaMohammad AkheelNo ratings yet
- Analyzing Vernacular Design Principles of an Andhra Pradesh DwellingDocument9 pagesAnalyzing Vernacular Design Principles of an Andhra Pradesh DwellingtrishaNo ratings yet
- SYNOPSIS On Retail MarketingDocument23 pagesSYNOPSIS On Retail MarketingHariharasudan HariNo ratings yet
- Power BI Performance Tips and TechniquesDocument27 pagesPower BI Performance Tips and TechniquesClaudio Santander HernándezNo ratings yet
- Stim-03.014 - en Piping Design Requirements Condensate LinesDocument9 pagesStim-03.014 - en Piping Design Requirements Condensate LinesbikendiaguirreNo ratings yet
- Learner's Activity Sheet: Mathematics (Quarter III - Week 6-7)Document13 pagesLearner's Activity Sheet: Mathematics (Quarter III - Week 6-7)Bai Shalimar PantaranNo ratings yet
- How To Write A VHDL Test BenchDocument4 pagesHow To Write A VHDL Test BenchEvliya ÜlkerNo ratings yet
- 76 Going To The Hairdresser CanDocument13 pages76 Going To The Hairdresser CanOlga AmyNo ratings yet
- Exit StrategyDocument2 pagesExit StrategyMuhammad KashifNo ratings yet
- 4.1 The Plausibility of µ as a Value for a Normal Population Mean μDocument23 pages4.1 The Plausibility of µ as a Value for a Normal Population Mean μTolesa F BegnaNo ratings yet
- Matter 1B Forms, Properties and ChangesDocument26 pagesMatter 1B Forms, Properties and ChangesQuerubin SalesNo ratings yet
- Silo Design1Document20 pagesSilo Design1Sasikumar JothiNo ratings yet
- 4 6023697383601211598 PDFDocument232 pages4 6023697383601211598 PDFmahshid kianiNo ratings yet
- TITUS Performance Data JET TROWDocument2 pagesTITUS Performance Data JET TROWgeorgeNo ratings yet
- 3 Practice English May of 2006Document2 pages3 Practice English May of 2006Edison ViverosNo ratings yet
- Kinematic Structure of Machine ToolsDocument23 pagesKinematic Structure of Machine ToolswagoheNo ratings yet
- JPEG Standard: ISO/IEC JTC1/SC29/WG10Document31 pagesJPEG Standard: ISO/IEC JTC1/SC29/WG10bumerrNo ratings yet
- Year 1 Week 6 WorkbookDocument62 pagesYear 1 Week 6 WorkbookStudent HomeworkNo ratings yet
- Engineering Drawing Abbreviations and SymbolsDocument21 pagesEngineering Drawing Abbreviations and Symbolsshivajitagi100% (2)
- History of AsphaltDocument3 pagesHistory of AsphaltRonald CostalesNo ratings yet
- EXAMPLE of Draft ASSIGNMENTDocument19 pagesEXAMPLE of Draft ASSIGNMENTOlivia RajatinNo ratings yet
- Daniel Burneo - Study DiaryDocument9 pagesDaniel Burneo - Study DiaryDaniel BurneoNo ratings yet
- Microsoft pre-training skills assessment checklistDocument1 pageMicrosoft pre-training skills assessment checklistRichard DiotelesNo ratings yet
- Verb Tense Grade 9Document2 pagesVerb Tense Grade 9tba.shraddhaNo ratings yet
- Bonifacio Elementary School Answer SheetDocument17 pagesBonifacio Elementary School Answer Sheetaries sumalbagNo ratings yet
- Venn DiagramDocument9 pagesVenn DiagramMyla Nazar OcfemiaNo ratings yet
- Muet Paper 3 (Reading) Trial 2019Document13 pagesMuet Paper 3 (Reading) Trial 2019PRAKASH100% (1)
- BSBWOR502 Assessment Task 2Document42 pagesBSBWOR502 Assessment Task 2Manreet KaurNo ratings yet
- Products Profile Unitech Ikkcomunitech Ikkcomsfspsfsp Profile 6 SFSPDocument46 pagesProducts Profile Unitech Ikkcomunitech Ikkcomsfspsfsp Profile 6 SFSPSaad AkramNo ratings yet