You might also like
- EASA Part-66 Exam Questions of Module 07 Standard PracticesDocument14 pagesEASA Part-66 Exam Questions of Module 07 Standard PracticesSteven J. Selcuk0% (1)
- Mastercam 2017 For SOLIDWORKS Tutorial LatheDocument135 pagesMastercam 2017 For SOLIDWORKS Tutorial LatheMaximiliano GarciaNo ratings yet
- Oil Penetration Leak Test Procedure Rev ADocument4 pagesOil Penetration Leak Test Procedure Rev AAzuwan MohamadNo ratings yet
- Calculation JOTUNDocument17 pagesCalculation JOTUNEkyharyans100% (17)
- Best Knife Steel 193 PDFDocument21 pagesBest Knife Steel 193 PDFMaximiliano GarciaNo ratings yet
- Fanuc OT CNC Program Manual Gcode Training 588Document104 pagesFanuc OT CNC Program Manual Gcode Training 588Maximiliano GarciaNo ratings yet
- Hydrogen EmbrittlementDocument23 pagesHydrogen EmbrittlementdeearmawanNo ratings yet
- M.CAROL (Set B) - Lana Lui MadeDocument18 pagesM.CAROL (Set B) - Lana Lui MadeAnaPalaciosGutierrez100% (1)
- Metco105TechnicalBulletin PDFDocument8 pagesMetco105TechnicalBulletin PDF張政雄100% (1)
- SULZER CastMaterials - E00510Document5 pagesSULZER CastMaterials - E00510nhirpara1No ratings yet
- The Elements of Boat Strength: For Builders, Designers, and OwnersFrom EverandThe Elements of Boat Strength: For Builders, Designers, and OwnersRating: 5 out of 5 stars5/5 (8)
- AISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredDocument6 pagesAISI 4140 Chrome Molybdenum High Tensile Steel: Topics CoveredCristina NicheNo ratings yet
- AGW 10 Meter Air Pistol Target PDFDocument1 pageAGW 10 Meter Air Pistol Target PDFMaximiliano GarciaNo ratings yet
- Din Alsl Bs Jis O: Bohler High GradeDocument1 pageDin Alsl Bs Jis O: Bohler High Gradehamidin_syarifNo ratings yet
- Macsteel VRN - Wear Abrasion Steels - Creusabro 8000Document4 pagesMacsteel VRN - Wear Abrasion Steels - Creusabro 8000jonodo89No ratings yet
- Axion Spec PDFDocument2 pagesAxion Spec PDFbasharat121No ratings yet
- 2018 Remington Catalog PDFDocument106 pages2018 Remington Catalog PDFMaximiliano GarciaNo ratings yet
- Drill Stem Components: 95 YearsDocument28 pagesDrill Stem Components: 95 YearsAdel RafikNo ratings yet
- 1931 Armorers SMLE ManualDocument28 pages1931 Armorers SMLE ManualMaximiliano GarciaNo ratings yet
- Trim Number Chart API ValveDocument2 pagesTrim Number Chart API ValveVelu .cNo ratings yet
- Hq126en Balinit-LatumaDocument4 pagesHq126en Balinit-Latumaalmedin_hecimov8494No ratings yet
- Hk78adto B62dca6cDocument18 pagesHk78adto B62dca6cpadla downloadNo ratings yet
- LANWA Product Portfolio Final-LoresDocument20 pagesLANWA Product Portfolio Final-Loreschanna hettiarachchiNo ratings yet
- Trim DetailsDocument15 pagesTrim DetailsDilip VaradharajanNo ratings yet
- 20Mncr5: Steel GradeDocument4 pages20Mncr5: Steel GradeAhmad ShujaNo ratings yet
- Asiento Sello Valvula Trim Api CWP WOLSELEYDocument14 pagesAsiento Sello Valvula Trim Api CWP WOLSELEYRicNo ratings yet
- Fora 450Document4 pagesFora 450PeterWayNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T6 Extruded Rod and Bar 56 SS4355novkovic1984No ratings yet
- Voestalpine Heavy Plate - TTD - ALFORM 355-550 - E - 13032014Document11 pagesVoestalpine Heavy Plate - TTD - ALFORM 355-550 - E - 13032014st_calvoNo ratings yet
- We Fix Every Formwork: The Market Leader Presents: The Formwork Tie Sas 850/950 Typ FBDocument1 pageWe Fix Every Formwork: The Market Leader Presents: The Formwork Tie Sas 850/950 Typ FBxyzhynNo ratings yet
- Tata Steel Valast 450 Valast450 Abrasion Resistant Ar Ar450 Datasheet enDocument2 pagesTata Steel Valast 450 Valast450 Abrasion Resistant Ar Ar450 Datasheet enIng. Jose BallenNo ratings yet
- 11018M Low Hydrogen RodsDocument1 page11018M Low Hydrogen Rodsjhax90No ratings yet
- Aluminum Tooling Study-Aluminum Mold PlateDocument20 pagesAluminum Tooling Study-Aluminum Mold PlatemauricefjohnsonNo ratings yet
- 05042016000000A - Avesta 904L - CeDocument1 page05042016000000A - Avesta 904L - CeJorge Uribe RochaNo ratings yet
- SabicDocument46 pagesSabicdhdfh0% (1)
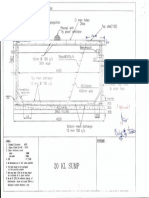
- 20 KL Sump: NW: - Providing Water Supply SchemeDocument1 page20 KL Sump: NW: - Providing Water Supply SchemeRaghavendra Kanigiri100% (1)
- PFA LeafletDocument8 pagesPFA LeafletVipin SharmaNo ratings yet
- Datasheet-Sandvik-9ru10-En-V2021-08-16 09 - 55 Version 1Document5 pagesDatasheet-Sandvik-9ru10-En-V2021-08-16 09 - 55 Version 1aceinsteinNo ratings yet
- TDS Hardcarb 70 (#ET - EN - 20.1)Document2 pagesTDS Hardcarb 70 (#ET - EN - 20.1)Jimit ShahNo ratings yet
- Sitesdefaultfilestata Steel Engineering 27mnb5 HR Hot Rolled Manganese Boron Wear Resistant ADocument2 pagesSitesdefaultfilestata Steel Engineering 27mnb5 HR Hot Rolled Manganese Boron Wear Resistant ASuleyman TaskazanNo ratings yet
- En19 Steel - 4140 - 1.7225 - Scm440 - 42crmo4: Related Specifications Astm A29/A29M Din en 10083/3 Jis G4053 GB GB/TDocument7 pagesEn19 Steel - 4140 - 1.7225 - Scm440 - 42crmo4: Related Specifications Astm A29/A29M Din en 10083/3 Jis G4053 GB GB/THugh O'Brien GwazeNo ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- CPM S30V Stainless - CrucibleDocument2 pagesCPM S30V Stainless - CrucibleRockWagonNo ratings yet
- Inconel 112-DatasheetDocument1 pageInconel 112-DatasheetrobertNo ratings yet
- A Report On AISI 4130:-: Chemistry DataDocument4 pagesA Report On AISI 4130:-: Chemistry Datavaibhavporwal1No ratings yet
- Materials Castings E00510 SulzerDocument5 pagesMaterials Castings E00510 SulzerAmir SafdarNo ratings yet
- Formvar 2440/3500 HS: Technical Data SheetDocument4 pagesFormvar 2440/3500 HS: Technical Data Sheetmalr coNo ratings yet
- ASTM A 108 Grade 1020Document1 pageASTM A 108 Grade 1020juan ormacheaNo ratings yet
- Tata Steel - AR400 & 450Document2 pagesTata Steel - AR400 & 450Gabriel CamargoNo ratings yet
- Classifications: Approvals:: Typical Tensile PropertiesDocument1 pageClassifications: Approvals:: Typical Tensile PropertiesAchraf BoudayaNo ratings yet
- Anti-Seize Stainless GBDocument3 pagesAnti-Seize Stainless GBKarinaNo ratings yet
- m705 grn360 Kv20series20flyDocument2 pagesm705 grn360 Kv20series20flyKek Siang MingNo ratings yet
- Super Duplex Stainless Steel: Excellent Engineering SolutionsDocument3 pagesSuper Duplex Stainless Steel: Excellent Engineering SolutionsshyamNo ratings yet
- 1 Ceramic Fiber BoardsDocument2 pages1 Ceramic Fiber BoardsMahesh MishraNo ratings yet
- X6Crniti 18-10: 5C (Max. 0,7)Document2 pagesX6Crniti 18-10: 5C (Max. 0,7)Vasile ManoleNo ratings yet
- CRL High Flex Bonding LeadsDocument1 pageCRL High Flex Bonding LeadsVictor A. Claure ManzoniNo ratings yet
- Mir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickDocument1 pageMir Ou: Phenol' With R Fly Proof Ventilat Top Dome 125mm ThickanilNo ratings yet
- Ep 11415Document9 pagesEp 11415adewunmi olufemiNo ratings yet
- 410 Stainless Steel: Form of SupplyDocument3 pages410 Stainless Steel: Form of SupplyDeepak SinghNo ratings yet
- Aluminium Bronze To Bs 1400: Ab2Document1 pageAluminium Bronze To Bs 1400: Ab2Sharad KokateNo ratings yet
- Datasheet-Sandvik-Springflex-En-V2021-09-23 08 - 09 Version 1Document8 pagesDatasheet-Sandvik-Springflex-En-V2021-09-23 08 - 09 Version 1aceinsteinNo ratings yet
- Aalco Metals LTD - Aluminium Alloy - 1050 H14 - 57Document2 pagesAalco Metals LTD - Aluminium Alloy - 1050 H14 - 57lincinkrishnanNo ratings yet
- Aalco Metals LTD Aluminium Alloy 6061 T6 Extrusions 145Document2 pagesAalco Metals LTD Aluminium Alloy 6061 T6 Extrusions 145Ahmad Jasir RasyidiNo ratings yet
- 409 Stainless Steel PDFDocument2 pages409 Stainless Steel PDFDang Thanh TuanNo ratings yet
- EN16 Carbon Steel - 605M36T - Malaysia Carbon Steel SupplierDocument5 pagesEN16 Carbon Steel - 605M36T - Malaysia Carbon Steel SupplierSAMNo ratings yet
- Piston ValvesDocument2 pagesPiston ValvesFlowBiz Exports Pvt. Ltd.No ratings yet
- Bayblend BrochureDocument28 pagesBayblend BrochurePiNo ratings yet
- 409 Data BulletinDocument12 pages409 Data BulletinWilliam PaivaNo ratings yet
- Aalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Document2 pagesAalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Agung SulisNo ratings yet
- Advanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactFrom EverandAdvanced Materials for Emerging Applications Innovations, Improvements, Inclusion and ImpactNo ratings yet
- Sales Brochure Uddeholm HandKnifes PDFDocument12 pagesSales Brochure Uddeholm HandKnifes PDFMaximiliano GarciaNo ratings yet
- Carpenterctsbladealloys Factsheet PDFDocument2 pagesCarpenterctsbladealloys Factsheet PDFMaximiliano GarciaNo ratings yet
- CPM Rex 121 PDFDocument4 pagesCPM Rex 121 PDFMaximiliano GarciaNo ratings yet
- CNC Class Notes PDFDocument28 pagesCNC Class Notes PDFMaximiliano GarciaNo ratings yet
- CNC4you Practical Knowledge For The ShopfloorDocument28 pagesCNC4you Practical Knowledge For The ShopfloorMaximiliano GarciaNo ratings yet
- Mill Test & Inspection Certificate: ACCORDING TO EN 10204: 2004 3.1Document1 pageMill Test & Inspection Certificate: ACCORDING TO EN 10204: 2004 3.1suria qaqcNo ratings yet
- Photochromic and Thermochromic Colorants in Textile ApplicationsDocument17 pagesPhotochromic and Thermochromic Colorants in Textile Applicationsm.asepmawardiNo ratings yet
- Piping Solutions EngDocument234 pagesPiping Solutions EngAdnan ZikaNo ratings yet
- Hollow FloorsDocument4 pagesHollow FloorsSufiyan AhmedNo ratings yet
- Presentation 6 WOOD DEFECTSDocument19 pagesPresentation 6 WOOD DEFECTSJohn ProtoctisNo ratings yet
- C937 PDFDocument3 pagesC937 PDFRam Kumar JaiswalNo ratings yet
- Budge Budge Institute of TechnologyDocument9 pagesBudge Budge Institute of TechnologyPRIYA BERANo ratings yet
- Bromine Numbers of Petroleum Distillates and Commercial Aliphatic Olefins by Electrometric TitrationDocument9 pagesBromine Numbers of Petroleum Distillates and Commercial Aliphatic Olefins by Electrometric TitrationMr GhostNo ratings yet
- Siciliano Chiara ConcettaDocument93 pagesSiciliano Chiara ConcettaSaba AkramNo ratings yet
- Enzyme Application PDFDocument4 pagesEnzyme Application PDFTalib aleemNo ratings yet
- What Is Magnesium Stearate (E470b) - Uses, Safety, Side Effects and MoreDocument4 pagesWhat Is Magnesium Stearate (E470b) - Uses, Safety, Side Effects and MoreYoottapol ChantapakdepongNo ratings yet
- Concrete Mix Design M20 - MMR - KICODocument7 pagesConcrete Mix Design M20 - MMR - KICOMitendra Kumar ChauhanNo ratings yet
- Assignment No 3Document5 pagesAssignment No 3rolan miguel rudiNo ratings yet
- Drysan Oxy Rtu Sellsheet Eu en October2018Document2 pagesDrysan Oxy Rtu Sellsheet Eu en October2018Sarah Jane BroñolaNo ratings yet
- Crystallinity of PolymersDocument24 pagesCrystallinity of Polymersakived100% (2)
- General Chemistry: M. R. Naimi-JamalDocument69 pagesGeneral Chemistry: M. R. Naimi-JamalJohn Labilles Jr.No ratings yet
- Oriss Quartz Kitchen Sink Price ListDocument4 pagesOriss Quartz Kitchen Sink Price ListamitNo ratings yet
- Carboguard 703 GF PDSDocument4 pagesCarboguard 703 GF PDSDuongthithuydungNo ratings yet
- 3D Crystal PlaneDocument1 page3D Crystal PlaneCallueet CullenNo ratings yet
- Low Heat Rejection EngineDocument11 pagesLow Heat Rejection Engineliaqat37_763886179No ratings yet
- Injection Molding Is A Manufacturing Process For Producing Parts by Injecting Material Into A MoldDocument1 pageInjection Molding Is A Manufacturing Process For Producing Parts by Injecting Material Into A MoldKaruppiah ArunachalamNo ratings yet
- Introduction and Physical Incompatibility PDFDocument21 pagesIntroduction and Physical Incompatibility PDFGabreille Rullamas ChavezNo ratings yet
- Giagni Dolo Bridge Kitchen Faucet With Spray Sc400bna INSTALL INSTRUCTIONS 335502Document2 pagesGiagni Dolo Bridge Kitchen Faucet With Spray Sc400bna INSTALL INSTRUCTIONS 335502arteNo ratings yet
- 2017 Directory of China's Natural Gas Pipelines PDFDocument12 pages2017 Directory of China's Natural Gas Pipelines PDFarapublicationNo ratings yet