You might also like
- Toolroom Selection Chart 7505Document1 pageToolroom Selection Chart 7505tomychalilNo ratings yet
- ITP For Pressure Vessel PDFDocument4 pagesITP For Pressure Vessel PDFErica MartinNo ratings yet
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure VesselNurul Amirah Princesza100% (3)
- ITP ValveDocument5 pagesITP ValveJayaram MV100% (3)
- ITP SampleDocument6 pagesITP SampleMat RidhanNo ratings yet
- Inspection and Testing Plan Pressure VesselDocument6 pagesInspection and Testing Plan Pressure Vesselmuhammad afrizalNo ratings yet
- Air Cooled Heat Exchanger Inspection and Test Plan SampleDocument4 pagesAir Cooled Heat Exchanger Inspection and Test Plan Samplemkash028No ratings yet
- ITP For Field Erected Tank Rev ADocument9 pagesITP For Field Erected Tank Rev AHoang Tuan Kiet100% (1)
- ITP New Pressure VesselDocument2 pagesITP New Pressure Vesselyosafateden60% (5)
- Introducing HOIS - Nov 2020Document36 pagesIntroducing HOIS - Nov 2020David Rodrigues100% (1)
- Fabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018Document20 pagesFabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018PT.Composites Indonesia100% (2)
- Mock UP Procedure Rev ADocument6 pagesMock UP Procedure Rev AFauzan Rusmayadi Reharder100% (1)
- 50 190 RC e 03100Document6 pages50 190 RC e 03100ThirukkumaranBalasubramanianNo ratings yet
- Heat Exchanger InspectionDocument11 pagesHeat Exchanger InspectionVivek Bhangale100% (1)
- Itp VesselDocument4 pagesItp VesselHakim BaihaqiNo ratings yet
- Work Instruction FOR: Tensile TestDocument4 pagesWork Instruction FOR: Tensile TestmahendraNo ratings yet
- Sample ItpDocument4 pagesSample ItpWijayanto BekasiNo ratings yet
- 4215107-01 Flash Inspection ReportDocument2 pages4215107-01 Flash Inspection Reportyat_alaydrusNo ratings yet
- Vacuum Box TestingDocument8 pagesVacuum Box Testingergyap100% (4)
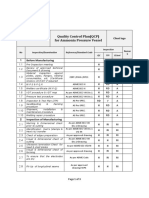
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingDocument3 pagesQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Inspection and Test Plan For Storage TankDocument6 pagesInspection and Test Plan For Storage Tankpluton1954No ratings yet
- Boiler 3.1Document112 pagesBoiler 3.1Aldy Bagus PratamaNo ratings yet
- Iso 5817 Practice: L.Srinivasan Cms/AwtiDocument59 pagesIso 5817 Practice: L.Srinivasan Cms/Awtiaravindan100% (1)
- 175 026100Document2 pages175 026100Abu Anas M.SalaheldinNo ratings yet
- Third Party Procedure For Heat Exchanger TestingDocument10 pagesThird Party Procedure For Heat Exchanger TestingVarun MalhotraNo ratings yet
- Terminal Tractor: Kalmar TL2Document106 pagesTerminal Tractor: Kalmar TL2Rami AbdelaalNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas) No LogbookDocument8 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) No Logbookgigiphi1No ratings yet
- Pressure Vessel Itp PDFDocument4 pagesPressure Vessel Itp PDFkorbelNo ratings yet
- API 650 12th Edition 2013 - NDT RequirementDocument1 pageAPI 650 12th Edition 2013 - NDT Requirementfarjadulhaq100% (2)
- Tube To Tube Sheet Mockup Qualification NewDocument5 pagesTube To Tube Sheet Mockup Qualification NewalokbdasNo ratings yet
- 13 - Piping Sample ReportDocument5 pages13 - Piping Sample ReportS Surya Dharma100% (3)
- Inspection and Test Plan For Storage TankDocument7 pagesInspection and Test Plan For Storage Tankgst ajahNo ratings yet
- Hydro TestDocument2 pagesHydro TestRajeev KumarNo ratings yet
- 60 41 Ab SPC 00002Document39 pages60 41 Ab SPC 00002Vineet RungtaNo ratings yet
- Inspection and Test Plan For Fin Tube Heat ExchangerDocument4 pagesInspection and Test Plan For Fin Tube Heat ExchangerSenthil Kumar100% (2)
- Pressure Vessel InspectionDocument44 pagesPressure Vessel Inspectionأحمد صبحى100% (4)
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleAndika PusbiantoNo ratings yet
- Field Joint Coating For Mainline PDFDocument15 pagesField Joint Coating For Mainline PDFkannan100% (2)
- Pressure Vessel ITP Rev 0Document21 pagesPressure Vessel ITP Rev 0Ahmad HasnanNo ratings yet
- Storage Tank Shell Banding Quality Control and Inspection Report FormDocument1 pageStorage Tank Shell Banding Quality Control and Inspection Report FormAlif Rahmat FebriantoNo ratings yet
- Itp Vessel PDFDocument4 pagesItp Vessel PDFBUDAPESNo ratings yet
- 5 - Tank Itp - Inspection & Test Plan For TanksDocument9 pages5 - Tank Itp - Inspection & Test Plan For Tanksmandi100% (1)
- Api 653 Report-Hydrolic Test PDFDocument12 pagesApi 653 Report-Hydrolic Test PDFnaoufel1706No ratings yet
- SA 980 P 11432 CS Globe Valve Rev T02Document3 pagesSA 980 P 11432 CS Globe Valve Rev T02altipatlarNo ratings yet
- Inspection and Test Plan For New Pressure VesselDocument2 pagesInspection and Test Plan For New Pressure VesselCak Nhass0% (1)
- Heat Exchanger InspectionDocument9 pagesHeat Exchanger Inspectionpstechnical_43312697No ratings yet
- Heat Exchanger InspectionDocument7 pagesHeat Exchanger InspectionHamid Albashir100% (1)
- V750 Vacuum Box: SilverwingDocument4 pagesV750 Vacuum Box: SilverwingPrakashNo ratings yet
- Annex C Robust Analysis: (Normative)Document1 pageAnnex C Robust Analysis: (Normative)tomychalil0% (1)
- Itp - Tanks - 01Document10 pagesItp - Tanks - 01ravigurajapuNo ratings yet
- Inspection and Test Plan For Fire Tube BoilerDocument4 pagesInspection and Test Plan For Fire Tube BoilerJayaram MV100% (1)
- Tank Inspection ReportDocument2 pagesTank Inspection ReportRavi Kumar VatturiNo ratings yet
- Inspection and Test Plan For Water Tube BoilerDocument13 pagesInspection and Test Plan For Water Tube BoilerVinh Do Thanh100% (1)
- Itp Existing Pressure VesselDocument3 pagesItp Existing Pressure Vesselmuhammad afrizal100% (1)
- Inspection and Test Plan For Pressure VesselDocument4 pagesInspection and Test Plan For Pressure Vesselbaskaran ayyapparajNo ratings yet
- Ansinema C29.2a-2013 PDFDocument20 pagesAnsinema C29.2a-2013 PDFfranciscoNo ratings yet
- Inspection and Test Plan For Pressure Safety Valve PDFDocument3 pagesInspection and Test Plan For Pressure Safety Valve PDFsherviny100% (3)
- NDT Map Itp Pressure VesselDocument4 pagesNDT Map Itp Pressure VesselSYED FADZIL SYED MOHAMEDNo ratings yet
- Visual Inspection of Tanks & Pressure VesselsDocument29 pagesVisual Inspection of Tanks & Pressure VesselsShahul Hameed Razik100% (5)
- Pressure Vessel Repair ProcedureDocument7 pagesPressure Vessel Repair ProcedureAndy UgohNo ratings yet
- QC Multi Inspector CV - 2023Document7 pagesQC Multi Inspector CV - 2023Kshama RaiNo ratings yet
- Pressure Vessel Dimension InspectionDocument3 pagesPressure Vessel Dimension InspectionAnas Sarkiah0% (1)
- Underground Piping Pressure Test RecordDocument1 pageUnderground Piping Pressure Test RecordPaulSwinbankNo ratings yet
- Tubes Expansion ProcedureDocument3 pagesTubes Expansion Procedurefizanlamin100% (1)
- QP - spc.L.006 R1-Field Applied Fusion Bonded Epoxy Coating For Pipeline Girth Weld JointsDocument25 pagesQP - spc.L.006 R1-Field Applied Fusion Bonded Epoxy Coating For Pipeline Girth Weld JointsJagadeesh Puppala100% (2)
- Quality KPIDocument27 pagesQuality KPIcivil engineer100% (1)
- Inspection and Test Plan (Itp) For Fabrication Pressure VesselDocument1 pageInspection and Test Plan (Itp) For Fabrication Pressure VesselNikki RobertsNo ratings yet
- Boiler & Pressure Vessel Inspection Report PDFDocument1 pageBoiler & Pressure Vessel Inspection Report PDFEslam KhamisNo ratings yet
- Sec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)Document5 pagesSec-Visual Inspection Report For Boiler Pressure Parts Lower Panels (Unit - #6)حمودي معز100% (2)
- Quality Assurance Plan For Ptfe Lined Pipes & FittingsDocument1 pageQuality Assurance Plan For Ptfe Lined Pipes & Fittingsروشان فاطمة روشانNo ratings yet
- Percentage Wall Reduction Is The Most FrequentlyDocument4 pagesPercentage Wall Reduction Is The Most Frequentlysanketpavi21No ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleTYO WIBOWONo ratings yet
- Pressure Vessel Inspection and Test Plan SampleDocument4 pagesPressure Vessel Inspection and Test Plan SampleRanjan KumarNo ratings yet
- Pressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmDocument4 pagesPressure Vessel Inspection and Test Plan Sample: WWW - Inspection-For-Industry.c OmMuh FarhanNo ratings yet
- SOP-Attachment 3b - CNL JV-EGTL SWP 401 - Permit To Work - Dec12Document20 pagesSOP-Attachment 3b - CNL JV-EGTL SWP 401 - Permit To Work - Dec12tomychalilNo ratings yet
- Sos SystemDocument50 pagesSos SystemtomychalilNo ratings yet
- Sos SystemDocument50 pagesSos SystemtomychalilNo ratings yet
- Vickers Calibration DetailsDocument1 pageVickers Calibration DetailstomychalilNo ratings yet
- Dr2 - Spec - Non-Destructive Examination Req of PipingDocument20 pagesDr2 - Spec - Non-Destructive Examination Req of Pipingtomychalil100% (1)
- CNC Table Waterjet Cutting MachineDocument9 pagesCNC Table Waterjet Cutting MachinetomychalilNo ratings yet
- Temperature Recording SystemDocument12 pagesTemperature Recording SystemtomychalilNo ratings yet
- Annex To Travellers Guidelines 28-10-2018Document25 pagesAnnex To Travellers Guidelines 28-10-2018tomychalilNo ratings yet
- Interlaboratory Comparison of FatigueDocument26 pagesInterlaboratory Comparison of FatiguetomychalilNo ratings yet
- SADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)Document3 pagesSADCAS F 61e - Proficiency Testing Requirements ISO-IEC 17025-2005 Clause 5.9 & SADCAS Requirements (Issue 2)tomychalilNo ratings yet
- Surface Grinding 440 C StainlessDocument3 pagesSurface Grinding 440 C StainlesstomychalilNo ratings yet
- Admission Instruction Ug18Document2 pagesAdmission Instruction Ug18tomychalilNo ratings yet
- Mil PRF 85046a Actuator InspectionDocument15 pagesMil PRF 85046a Actuator InspectionBillNo ratings yet
- Control Plan TRANINGDocument18 pagesControl Plan TRANINGqualityNo ratings yet
- 2021-1471 (Annex L)Document2 pages2021-1471 (Annex L)Vincent MarkNo ratings yet
- ATI Fabric Insp. ReportDocument12 pagesATI Fabric Insp. Reportbinbeu2No ratings yet
- TR - 113584 - V3 - Steel Penstock Coating and Lining Rehabilitation - A Hydropower Technology Roundup Report - Volume 3Document106 pagesTR - 113584 - V3 - Steel Penstock Coating and Lining Rehabilitation - A Hydropower Technology Roundup Report - Volume 3emailsepamku gorgomNo ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerAbu Anas M.SalaheldinNo ratings yet
- En 10228-3 1998Document15 pagesEn 10228-3 19989823458877No ratings yet
- Rules For The Certification and Construction IV Industrial ServicesDocument70 pagesRules For The Certification and Construction IV Industrial ServicesTomasPavlovicNo ratings yet
- Rellie Dela Cruz Manicad, MBADocument2 pagesRellie Dela Cruz Manicad, MBAArgel BobadillaNo ratings yet
- Mil DTL 32375aDocument24 pagesMil DTL 32375asalman GtrNo ratings yet
- Examples of Safety Critical Devices and Associated TestDocument3 pagesExamples of Safety Critical Devices and Associated TestGTMNo ratings yet
- Astm C4Document6 pagesAstm C4Indira BanerjeeNo ratings yet
- Aegis - Smart Factory IQDocument21 pagesAegis - Smart Factory IQajayvgNo ratings yet
- Procedure Mesure D'epaisseurDocument15 pagesProcedure Mesure D'epaisseurYoucef ChorfaNo ratings yet
- Mip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureDocument14 pagesMip17-Hse-Jsa-Jub-40 Jsa For Installation of Steel StructureAmeerHamzaWarraichNo ratings yet
- Enppi Inspection and Test PlanDocument3 pagesEnppi Inspection and Test PlanTariqMalikNo ratings yet
- ODS Metering Systems Services CalibrationsDocument9 pagesODS Metering Systems Services CalibrationsadrianioantomaNo ratings yet
- Manual On Testing of Radio Navigation AidsDocument188 pagesManual On Testing of Radio Navigation AidshazeypotterNo ratings yet