You might also like
- Nioec SP 90 02Document77 pagesNioec SP 90 02aminNo ratings yet
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelageNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- KochDocument181 pagesKochRichard FelipNo ratings yet
- Hydrogen Compressor Flange Bolts FailureDocument8 pagesHydrogen Compressor Flange Bolts FailurePablo ScottNo ratings yet
- How To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTDocument5 pagesHow To Make Weld Map, Shop Weld Plan, WPS, PQR & WPQ For A Static Pressure Vessel (Part-3) Welding & NDTVKT TiwariNo ratings yet
- Flange Tracking LogDocument5 pagesFlange Tracking Logcorey jacobsNo ratings yet
- TighteningofStructuralBolts 31-35Document5 pagesTighteningofStructuralBolts 31-35masaud akhtarNo ratings yet
- Weld Fit-Up Verification: Employee TrainingDocument10 pagesWeld Fit-Up Verification: Employee TrainingMohammad RizwanNo ratings yet
- WPQRDocument3 pagesWPQRDimitris NikouNo ratings yet
- PFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFDocument8 pagesPFI ES-1-1992 Internal Machining and Solid Machined Backing Rings For Circumferential Butt Welds PDFfatapia74No ratings yet
- DANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZEDocument48 pagesDANEM EN WELD HIS CLIENT QAFCO CONTRACT NO QAFCO-1 OPTIMIZESahad VarambankallanNo ratings yet
- Procedure For Ferrit TestingDocument11 pagesProcedure For Ferrit TestingKarrar TalibNo ratings yet
- Geometric Unsharpness FormulaDocument2 pagesGeometric Unsharpness FormulaJayaneela Prawin0% (1)
- CCUG P91 Fabrication Guidelines Dave Buzza-1Document22 pagesCCUG P91 Fabrication Guidelines Dave Buzza-1Ranjith KumarNo ratings yet
- Grating Weight - CalculationDocument1 pageGrating Weight - CalculationMuthuram NNo ratings yet
- 17-1cs-Normal Tightening and Loosening of Flange BoltsDocument3 pages17-1cs-Normal Tightening and Loosening of Flange Boltsyulianus_sr100% (1)
- SATR-L-2001 Rev 2 - Flange Joint Tightening Inspection ReportDocument12 pagesSATR-L-2001 Rev 2 - Flange Joint Tightening Inspection Reportdeepa narayan100% (1)
- BOLT Torquing ReportDocument4 pagesBOLT Torquing ReportSumith Kumar S MNo ratings yet
- WPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Document4 pagesWPS No. GT-SM-5B (F43) WPS No. GT-SM-5B (F43)Amir Surya Hidayah100% (1)
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizNo ratings yet
- Water Soluble Penetrant Test ProcedureDocument7 pagesWater Soluble Penetrant Test ProcedureTahseen Ahmed100% (1)
- MOTS-12 Welding and NDE of WeldsDocument1 pageMOTS-12 Welding and NDE of Weldsryan.sNo ratings yet
- UDocument1 pageUmohd as shahiddin jafriNo ratings yet
- Intro To RadiographyDocument37 pagesIntro To RadiographySaleemSahabNo ratings yet
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- Vv216a-109-A-808 - 07 - 0001 - Bolt Tightening ProcedureDocument17 pagesVv216a-109-A-808 - 07 - 0001 - Bolt Tightening Proceduretonful143No ratings yet
- QW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) ExaminationDocument8 pagesQW-193 Tube To Tube-Sheet Mock Up and Macro (Etching) Examinationডঃ শুভম চ্যাটার্জীNo ratings yet
- Weld Cleaning MethodsDocument7 pagesWeld Cleaning MethodsTrần Thùy LinhNo ratings yet
- Weld DefectsDocument45 pagesWeld Defectsanon_256154377No ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Esab Inconel 625 InfoDocument1 pageEsab Inconel 625 InforinshadNo ratings yet
- WeldDocument3 pagesWeldSenthil SubramanianNo ratings yet
- Visible Penetrant Examination Using The Water-Washable ProcessDocument6 pagesVisible Penetrant Examination Using The Water-Washable ProcessERNESTO ENRIQUE FERNANDEZ BAPTISTANo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- MTC Er70s 2Document1 pageMTC Er70s 2Mirza BaigNo ratings yet
- Suggested Methods and Guidelines For Torquing and Bolting Flange JointsDocument4 pagesSuggested Methods and Guidelines For Torquing and Bolting Flange JointsVivekananth AshokanNo ratings yet
- SOP-030 - Rev0 Mic10 Mic20Document2 pagesSOP-030 - Rev0 Mic10 Mic20Stephen LewellenNo ratings yet
- STS EDAC WELD REPAIR PROCEDUREDocument51 pagesSTS EDAC WELD REPAIR PROCEDUREmohd as shahiddin jafriNo ratings yet
- (0209) 031801Document12 pages(0209) 031801Sixto Gerardo Oña AnaguanoNo ratings yet
- DVS 2207-3Document12 pagesDVS 2207-3gura9054No ratings yet
- API 570 Pipeline Inspection PDFDocument1 pageAPI 570 Pipeline Inspection PDFKhalidMoutarajiNo ratings yet
- A1X3R1 - 2d - EPI-08-WP5-TW PDFDocument10 pagesA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaNo ratings yet
- Cigweld-Deposited Rates PDFDocument7 pagesCigweld-Deposited Rates PDFNam_HitechNo ratings yet
- Project:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportDocument4 pagesProject:OLMTP Project No:16-PSS-002 Client:ZKB-RELIABLE: Daily Welding Inspection ReportEngr Saeed AnwarNo ratings yet
- Titanium FormingDocument5 pagesTitanium FormingSiavash IraniNo ratings yet
- Pneumatic Test Procedure DT 29112017 CompressDocument7 pagesPneumatic Test Procedure DT 29112017 Compressjamesvarghese2812No ratings yet
- Repair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6Document6 pagesRepair Procedure For Carbon Steel: Rev No: 00 Date Rev: 17 Dec 2008 Page No: 1 of 6mohd as shahiddin jafriNo ratings yet
- Flange ManagementDocument95 pagesFlange ManagementVictor Biacolo100% (2)
- Positive Material IdentificationDocument2 pagesPositive Material IdentificationGovindKrishnanNo ratings yet
- National Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedureDocument9 pagesNational Iranian Gas Company IGAT 5 Gas Compressor Stations: 602-106-TSH-VD-015 Rev. 0 PWHT ProcedurewiNo ratings yet
- PTS-1012 - RA Hardness Test ReportDocument1 pagePTS-1012 - RA Hardness Test ReportPetrotrim ServicesNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- APIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackDocument48 pagesAPIRP586 Sec 1 Heat Exch Tubing InspsecondballottrackUsman NaseemNo ratings yet
- Equivalent ASME en MaterialsDocument3 pagesEquivalent ASME en MaterialsChee WeiNo ratings yet
- Technical DatasheetDocument2 pagesTechnical Datasheetsudeesh kumarNo ratings yet
- Quality Control SystemDocument9 pagesQuality Control Systemsudeesh kumar100% (1)
- FTW Matrix: # Name Nationality Jinsya No Date of Birth Examin by FTW Examination FTW ExpiryDocument1 pageFTW Matrix: # Name Nationality Jinsya No Date of Birth Examin by FTW Examination FTW Expirysudeesh kumarNo ratings yet
- SBC Standard For Basic DesignDocument6 pagesSBC Standard For Basic Designsudeesh kumarNo ratings yet
- Standard For Colour Coding of Pipework For Identification of Fluids & ServicesDocument13 pagesStandard For Colour Coding of Pipework For Identification of Fluids & Servicessudeesh kumarNo ratings yet
- Verifying IOSH Managing Safely Certificate PDFDocument2 pagesVerifying IOSH Managing Safely Certificate PDFsudeesh kumar0% (1)
- Post Applied For: HSE/Safety Engineer: Kamal AhmadDocument3 pagesPost Applied For: HSE/Safety Engineer: Kamal Ahmadsudeesh kumarNo ratings yet
- Carbon Steel Above Ground A1Document26 pagesCarbon Steel Above Ground A1sudeesh kumarNo ratings yet
- Clause 10.2 - Corr Action Plan (Management Action ...Document3 pagesClause 10.2 - Corr Action Plan (Management Action ...sudeesh kumarNo ratings yet
- PR139390 - RFP Technical Questionnaire - 20191222Document5 pagesPR139390 - RFP Technical Questionnaire - 20191222sudeesh kumar100% (1)
- Clause 9.1.2 - Customer Satisfaction Questionnaire Performance (Clause9)Document1 pageClause 9.1.2 - Customer Satisfaction Questionnaire Performance (Clause9)imranghouriNo ratings yet
- Incident Investigation ReportDocument2 pagesIncident Investigation Reportsudeesh kumarNo ratings yet
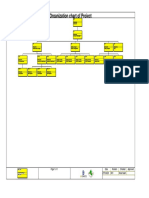
- Organization Chart of Project: Page 1 of 1 Date Revision Checked Approved 27/feb/20 R01 Wael SalehDocument1 pageOrganization Chart of Project: Page 1 of 1 Date Revision Checked Approved 27/feb/20 R01 Wael Salehsudeesh kumarNo ratings yet
- Sandblasting & Painting Progress Daily Register ForDocument2 pagesSandblasting & Painting Progress Daily Register Forsudeesh kumarNo ratings yet
- 1-Risk Assessment For Hot Work ParmitDocument4 pages1-Risk Assessment For Hot Work Parmitsudeesh kumarNo ratings yet
- Clause 9.2.2 - Internal Audit Report or NC ReportDocument2 pagesClause 9.2.2 - Internal Audit Report or NC Reportsudeesh kumarNo ratings yet
- Workplace Emergency Action Plan ChecklistDocument2 pagesWorkplace Emergency Action Plan Checklistsudeesh kumarNo ratings yet
- Hazard Identification and Risk Assessment Worksheet for Degassing Station ProjectDocument8 pagesHazard Identification and Risk Assessment Worksheet for Degassing Station Projectsudeesh kumarNo ratings yet
- Zubair New Degassing ScaffoldingDocument1 pageZubair New Degassing Scaffoldingsudeesh kumarNo ratings yet
- Hot Work MSDocument2 pagesHot Work MSsudeesh kumarNo ratings yet
- New Degassing Project Task Method StatementDocument2 pagesNew Degassing Project Task Method Statementsudeesh kumarNo ratings yet
- Zubair New Degassing Project Task MethodDocument2 pagesZubair New Degassing Project Task Methodsudeesh kumarNo ratings yet
- Produce Water Tank S.PCMDocument3 pagesProduce Water Tank S.PCMsudeesh kumarNo ratings yet
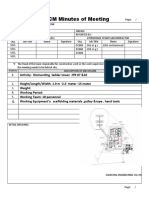
- S-PCM Minutes of Meeting: DCBM Sitemgr Eng Mohammad DCBM Hsemgr DCBMDocument3 pagesS-PCM Minutes of Meeting: DCBM Sitemgr Eng Mohammad DCBM Hsemgr DCBMsudeesh kumarNo ratings yet
- S-PCM Minutes of Meeting: Train 02Document4 pagesS-PCM Minutes of Meeting: Train 02sudeesh kumarNo ratings yet
- Produce Water Tank S.PCMDocument3 pagesProduce Water Tank S.PCMsudeesh kumarNo ratings yet
- Scaffold Dismantling TaskDocument2 pagesScaffold Dismantling Tasksudeesh kumarNo ratings yet
- S-PCM Meeting Minutes Sandblasting & PaintingDocument5 pagesS-PCM Meeting Minutes Sandblasting & Paintingsudeesh kumarNo ratings yet
- S-PCM Minutes of Meeting: Produce Water Tank 001/002Document5 pagesS-PCM Minutes of Meeting: Produce Water Tank 001/002sudeesh kumarNo ratings yet
- S-PCM Meeting Minutes Insulation InstallDocument5 pagesS-PCM Meeting Minutes Insulation Installsudeesh kumarNo ratings yet
- MD Anderson Medical Oncology 4th Edition 2022Document1,694 pagesMD Anderson Medical Oncology 4th Edition 2022Iskandar414100% (6)
- Fullpapers Kmp31ce4c51eafullDocument11 pagesFullpapers Kmp31ce4c51eafullyohana biamnasiNo ratings yet
- Forms of Hooke's Law: C C C C CDocument2 pagesForms of Hooke's Law: C C C C Cali dimaNo ratings yet
- Bridge Design Manual Part 3 - July14Final MASTERDocument50 pagesBridge Design Manual Part 3 - July14Final MASTERTsegawbezto75% (4)
- Volume 7 Issue 4Document12 pagesVolume 7 Issue 4thestuyvesantstandardNo ratings yet
- CSC V CADocument2 pagesCSC V CAAllen GrajoNo ratings yet
- Coal PDFDocument36 pagesCoal PDFurjanagarNo ratings yet
- Assignment Number 2Document4 pagesAssignment Number 2Elson TalotaloNo ratings yet
- VALS System: Presented By: Atul Agarwal Balu K Thomas Dhiraj BhabhulgaonkarDocument18 pagesVALS System: Presented By: Atul Agarwal Balu K Thomas Dhiraj BhabhulgaonkarBalu K Thomas100% (1)
- A Seminar Report On Floating Wind TurbineDocument26 pagesA Seminar Report On Floating Wind Turbinevaishakh123450% (6)
- Loading Arms and Their Control Panels BrochureDocument5 pagesLoading Arms and Their Control Panels Brochureminah22No ratings yet
- Bernini OverviewDocument7 pagesBernini Overviewaberardo1No ratings yet
- 802 11 Qos OverviewDocument38 pages802 11 Qos Overviewswapnil tiwariNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Malware Analysis Project ClusteringDocument11 pagesMalware Analysis Project ClusteringGilian kipkosgeiNo ratings yet
- Class 11 Accountancy Part 2Document288 pagesClass 11 Accountancy Part 2Pyngs Ronra ShimrayNo ratings yet
- Study of Altman's Z ScoreDocument8 pagesStudy of Altman's Z ScoreKatarina JovanovićNo ratings yet
- File 5119 PDFDocument5 pagesFile 5119 PDFIsabele LavadoNo ratings yet
- Media Palnning ProcessDocument3 pagesMedia Palnning ProcessSrinivas KumarNo ratings yet
- Signed-Off Komunikasyon-at-Pananaliksik11 q1 m2 - Konseptong-Pangwika v3 PDFDocument24 pagesSigned-Off Komunikasyon-at-Pananaliksik11 q1 m2 - Konseptong-Pangwika v3 PDFChristian Ocon100% (1)
- The Ultimate Press Release Swipe File by Pete Williams - SAMPLEDocument20 pagesThe Ultimate Press Release Swipe File by Pete Williams - SAMPLEPete Williams100% (9)
- Welding Cost Optimization with GMAWDocument6 pagesWelding Cost Optimization with GMAWratneshkumar2004No ratings yet
- Optex Vibro DatasheetDocument2 pagesOptex Vibro DatasheetGabriel ChiriacNo ratings yet
- Superior Drummer 2 ManualDocument38 pagesSuperior Drummer 2 ManualEmmanuel MarcosNo ratings yet
- Electrical design for proposed residential buildingDocument24 pagesElectrical design for proposed residential buildingMALABIKA MONDALNo ratings yet
- C2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFDocument12 pagesC2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFThomazNo ratings yet
- SEBI Claim Form Details for Shukul Wealth AdvisoryDocument3 pagesSEBI Claim Form Details for Shukul Wealth Advisoryandrew punekarNo ratings yet
- 20171121hulten JBS 6-3 PDFDocument13 pages20171121hulten JBS 6-3 PDFJe RomeNo ratings yet
- RFPDocument88 pagesRFPJayaram Peggem P0% (1)
- Mapua IT LED Display "Boot SequenceDocument10 pagesMapua IT LED Display "Boot SequenceKristine ToledoNo ratings yet