You might also like
- The Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelFrom EverandThe Working of Steel Annealing, Heat Treating and Hardening of Carbon and Alloy SteelRating: 5 out of 5 stars5/5 (4)
- Advance Foundry TechnologyDocument34 pagesAdvance Foundry TechnologyPranav Pandey100% (1)
- Building Materials - Ferrous and Non-FerrousDocument24 pagesBuilding Materials - Ferrous and Non-FerrousDevansh MehtaNo ratings yet
- 10 Unit 3 PrintDocument10 pages10 Unit 3 PrintClaresse NavarroNo ratings yet
- InTech-Copper and Copper Alloys Casting Classification and Characteristic MicrostructuresDocument29 pagesInTech-Copper and Copper Alloys Casting Classification and Characteristic MicrostructuresCarlos Ortega JonesNo ratings yet
- Metals and PolymersDocument37 pagesMetals and PolymerscharlotteconsigoNo ratings yet
- Lecture 03 - Ferrous Metal & AlloysDocument42 pagesLecture 03 - Ferrous Metal & AlloysJuffrizal KarjantoNo ratings yet
- E Mat: Engineering MaterialsDocument135 pagesE Mat: Engineering MaterialsStevenson CacNo ratings yet
- Steel Making2Document147 pagesSteel Making2satish_trivediNo ratings yet
- 2 Non Ferrous Metals and AlloysDocument10 pages2 Non Ferrous Metals and AlloysAkperheNo ratings yet
- Metal Casting ProcessesDocument55 pagesMetal Casting ProcessesSajailslhuti JilluNo ratings yet
- Metal Casting ProcessesDocument55 pagesMetal Casting ProcessesMuhammad MajidNo ratings yet
- Metallurgy CHAPTER 1$2Document77 pagesMetallurgy CHAPTER 1$2Ermias GuragawNo ratings yet
- Giao Trinh Han-BASIC - WeldingDocument66 pagesGiao Trinh Han-BASIC - WeldingThảo PhanNo ratings yet
- Non-Ferrous Alloy: 1-Light Alloys: These Alloys Are Characterized by Low Density, in General About (6.6) MG/MDocument4 pagesNon-Ferrous Alloy: 1-Light Alloys: These Alloys Are Characterized by Low Density, in General About (6.6) MG/Mحسين كاظم ياسينNo ratings yet
- 4 Kramer Good Foundry PracticesDocument25 pages4 Kramer Good Foundry PracticeshezihilikNo ratings yet
- Chemistry Project On EXTRACTION OF METAL CLASS 12Document39 pagesChemistry Project On EXTRACTION OF METAL CLASS 12Suchit Khedar50% (2)
- Ballad May Alyssa G. MetalsDocument18 pagesBallad May Alyssa G. MetalsMay Alyssa BalladNo ratings yet
- Metal and Metallurgy by RohitDocument37 pagesMetal and Metallurgy by Rohitprabinpandey.ogiNo ratings yet
- 3 Materila ScienceDocument34 pages3 Materila ScienceAlfred KuwodzaNo ratings yet
- MetalsDocument39 pagesMetalsVipin Kumar SharmaNo ratings yet
- Metallurgy 4Document11 pagesMetallurgy 4Khaled AbeedNo ratings yet
- Chapter Five Iron and Steel Making 5.1 IronDocument7 pagesChapter Five Iron and Steel Making 5.1 IronsaedNo ratings yet
- Sold N BrazeDocument14 pagesSold N Brazeanju_akhil20071656No ratings yet
- Study of Constituents of An AlloyDocument18 pagesStudy of Constituents of An AlloyMohammed Anis RahmanNo ratings yet
- SCP (Solid Casting Processes)Document12 pagesSCP (Solid Casting Processes)jesssepinkman03No ratings yet
- Iron and Steel MakingDocument219 pagesIron and Steel Makingpahnin86% (7)
- Chapter 1Document7 pagesChapter 1abdullaammar090No ratings yet
- Smarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaDocument219 pagesSmarajit Sarkar Department of Metallurgical and Materials Engineering NIT RourkelaJEANNo ratings yet
- Ion and Steel MakingDocument219 pagesIon and Steel MakingKarthick S JakNo ratings yet
- Chemistry - Topic 4Document8 pagesChemistry - Topic 4Maity SkandaNo ratings yet
- How's Steel Manufactured?: Raw Materials For IronmakingDocument6 pagesHow's Steel Manufactured?: Raw Materials For IronmakingUpendra93No ratings yet
- Copper and Its Alloys: IntroductionDocument5 pagesCopper and Its Alloys: IntroductionAhmed AlbayatiNo ratings yet
- 12 TH V-I ModifiedDocument151 pages12 TH V-I ModifiedAkash VigneshwarNo ratings yet
- Metal: More ReactiveDocument7 pagesMetal: More ReactiveJoseph LimNo ratings yet
- Aluminum and Its AlloyDocument18 pagesAluminum and Its AlloyJackylyn SagadalNo ratings yet
- Chapter - 8 MetalDocument12 pagesChapter - 8 Metalamit_idea1No ratings yet
- Alloys: An Alloy Is A Solid Mixture of Two or More Metals or Non-MetalsDocument9 pagesAlloys: An Alloy Is A Solid Mixture of Two or More Metals or Non-MetalsnuraliashahiraNo ratings yet
- Casting & Welding TechnologyDocument8 pagesCasting & Welding TechnologySarabjot KaurNo ratings yet
- Ibrahim TrainingDocument7 pagesIbrahim Trainingahmedameer20189No ratings yet
- Metals HandoutDocument17 pagesMetals HandoutEyoatem TeferiNo ratings yet
- Copper Its AlloysDocument33 pagesCopper Its AlloysMuhammad Waqas AkbarNo ratings yet
- Olen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça9Document19 pagesOlen Sampson, Ariel Needham - Know All About Jewelry Making, Jewelry Designing and Metal Working (2012, World Technologies) - Min - Parça9mare_sierraNo ratings yet
- Non FerrousDocument5 pagesNon FerrousMahesh KhadeNo ratings yet
- Chapter - 4Document28 pagesChapter - 4Kiran RajNo ratings yet
- Metal Corrosion and Its Prevention Part - 2Document13 pagesMetal Corrosion and Its Prevention Part - 2Aman NikhareNo ratings yet
- Copper: (Project Presentation)Document17 pagesCopper: (Project Presentation)Ha M ZaNo ratings yet
- DownloadedDocument12 pagesDownloadedAniket shuklaNo ratings yet
- Che Vol 1 CeoDocument106 pagesChe Vol 1 Ceox a m xNo ratings yet
- Chemistry Extra ClassDocument7 pagesChemistry Extra Classjuan barrettNo ratings yet
- Casting (Recovered)Document44 pagesCasting (Recovered)prabhu100% (1)
- High-Alloy Steels Are Defined by A High Percentage of Alloying Elements. The Most CommonDocument3 pagesHigh-Alloy Steels Are Defined by A High Percentage of Alloying Elements. The Most CommonKent Clark VillaNo ratings yet
- Universiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)Document17 pagesUniversiti Malaysia Perlis Laboratory Report Metal Extraction Technology PDT 262 SEMESTER 2 (2016/2017)amirolNo ratings yet
- Metals and Metallurgy - NoteDocument38 pagesMetals and Metallurgy - NoteRavi ChaudharyNo ratings yet
- Material Science 1Document3 pagesMaterial Science 1Mehul BansalNo ratings yet
- Chemistry For Engineers: Metallurgy of TungstenDocument22 pagesChemistry For Engineers: Metallurgy of TungstenJustine joy cruzNo ratings yet
- Chapter 5 EngDocument19 pagesChapter 5 Enghoda melhemNo ratings yet
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesFrom EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesRating: 5 out of 5 stars5/5 (1)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonRating: 4 out of 5 stars4/5 (1)
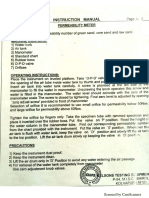
- Permenability MeterDocument3 pagesPermenability MeterGowtham VishvakarmaNo ratings yet
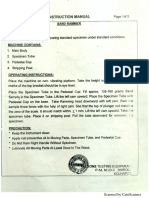
- Sand Rammer PDFDocument1 pageSand Rammer PDFGowtham VishvakarmaNo ratings yet
- 3 - Tensile Stength PDFDocument5 pages3 - Tensile Stength PDFGowtham VishvakarmaNo ratings yet
- Sand Rammer1 PDFDocument1 pageSand Rammer1 PDFGowtham VishvakarmaNo ratings yet
- New Doc 2020-02-11 10.34.29Document1 pageNew Doc 2020-02-11 10.34.29Gowtham VishvakarmaNo ratings yet
- Shatter IndexDocument3 pagesShatter IndexGowtham VishvakarmaNo ratings yet
- 119 Met - Engg.PTPGsyllabusDocument58 pages119 Met - Engg.PTPGsyllabusGowtham VishvakarmaNo ratings yet
- Polishing Cloths PDFDocument4 pagesPolishing Cloths PDFGowtham VishvakarmaNo ratings yet
- Flatlapping Polishing-Lamplan 2016 Indep-Mdef PDFDocument64 pagesFlatlapping Polishing-Lamplan 2016 Indep-Mdef PDFGowtham VishvakarmaNo ratings yet
- Influence of Hadfield S Steel Chemical Composition On Its Mechanical PropertiesDocument9 pagesInfluence of Hadfield S Steel Chemical Composition On Its Mechanical PropertiesGowtham VishvakarmaNo ratings yet
- Astm - E1382 PDFDocument24 pagesAstm - E1382 PDFGowtham Vishvakarma100% (1)
- Uttam Value Steels LTD Wardha. Kind Attn: Mr. R.Gowtham: Total Rs 14,500Document1 pageUttam Value Steels LTD Wardha. Kind Attn: Mr. R.Gowtham: Total Rs 14,500Gowtham VishvakarmaNo ratings yet
- 31295016605486Document347 pages31295016605486Gowtham VishvakarmaNo ratings yet
- Essar MTCDocument1 pageEssar MTCGowtham Vishvakarma33% (3)
- Test Results: T W L (MM) Pcs Weight (MT)Document1 pageTest Results: T W L (MM) Pcs Weight (MT)Gowtham VishvakarmaNo ratings yet
- GPX300 Spec Sheet 209-169-002Document2 pagesGPX300 Spec Sheet 209-169-002Gowtham VishvakarmaNo ratings yet
- PPT MFG Chapter06 FinalDocument36 pagesPPT MFG Chapter06 Final劉德信No ratings yet
- ECCC - RECOMMENDATIONS-2014-Vol6 - 3Document5 pagesECCC - RECOMMENDATIONS-2014-Vol6 - 3IndraNo ratings yet
- For Posting Incoming Grade 9 Sy 2023 2024Document52 pagesFor Posting Incoming Grade 9 Sy 2023 2024Akiro KaitoNo ratings yet
- Evonik-Ancarez AR555 - EUDocument6 pagesEvonik-Ancarez AR555 - EUGreg PanganNo ratings yet
- BC METAL - Historical Metal Production in B.C. 1888-1988: Sort by Mine NameDocument26 pagesBC METAL - Historical Metal Production in B.C. 1888-1988: Sort by Mine NamejanoyNo ratings yet
- 4.1 Bonding and Structure (Answers)Document10 pages4.1 Bonding and Structure (Answers)Deeyana DeenNo ratings yet
- Processing Rare-Earth Element Concentrate Obtained From PhosphogypsumDocument6 pagesProcessing Rare-Earth Element Concentrate Obtained From PhosphogypsumGyan PrameswaraNo ratings yet
- Night School 18 Session 2Document67 pagesNight School 18 Session 2Luis CortesNo ratings yet
- Tooling Materials&Heat TreatmentDocument13 pagesTooling Materials&Heat TreatmentVinod MadireddyNo ratings yet
- Steel Slag Webinar 1Document25 pagesSteel Slag Webinar 1Manoj Kumar SinghNo ratings yet
- Stage 8 Science QPDocument25 pagesStage 8 Science QPTarek Faramawy0% (1)
- L5-Materials To ProductsDocument30 pagesL5-Materials To ProductsDramil ThakkarNo ratings yet
- Periodic TableDocument1 pagePeriodic Tablemusa sanyangNo ratings yet
- Review On Design and Analysis of Jaw Abstract Plate of Jaw-CrusherDocument10 pagesReview On Design and Analysis of Jaw Abstract Plate of Jaw-CrusherCarlos Ediver Arias RestrepoNo ratings yet
- H.C. Starck Tungsten Powders - Empowering Innovative CustomersDocument16 pagesH.C. Starck Tungsten Powders - Empowering Innovative CustomerszahiraNo ratings yet
- A Chemistry Project On: Study of Constituents of AlloyDocument17 pagesA Chemistry Project On: Study of Constituents of AlloyParth ChakrabortyNo ratings yet
- Material Science Solid Solutions: Chapter IV - Iron - Carbon SystemDocument20 pagesMaterial Science Solid Solutions: Chapter IV - Iron - Carbon SystemPrakash KatdareNo ratings yet
- Soluble Silicates in Refractory MixturesDocument6 pagesSoluble Silicates in Refractory MixturesnameNo ratings yet
- Abratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeDocument2 pagesAbratec 6710 XHD: Multi-Carbide Hardfacing ElectrodeCasa de Adoración ConcepciónNo ratings yet
- Resources, Conservation and RecyclingDocument11 pagesResources, Conservation and RecyclingRAHUL SINGHNo ratings yet
- MS1200NF Mineral Sorting For Rare MetalDocument2 pagesMS1200NF Mineral Sorting For Rare MetalnataNo ratings yet
- Popular Mechanics 1904-01Document64 pagesPopular Mechanics 1904-01VargNo ratings yet
- 12 Question BankDocument50 pages12 Question BankAbhiNo ratings yet
- The Interior of The Earth: WOW TRP - Class 7 - Social Science Binder - Indd 250 19-Oct-18 12:57:03 PMDocument2 pagesThe Interior of The Earth: WOW TRP - Class 7 - Social Science Binder - Indd 250 19-Oct-18 12:57:03 PMJimins lost jamsNo ratings yet
- Occurrence: Zinc MineralsDocument5 pagesOccurrence: Zinc MineralsRonaldNo ratings yet
- Periodic Table 3 AnswersDocument10 pagesPeriodic Table 3 Answerseshalkhan.ksa123No ratings yet
- Sorting Materials Into Groups 16.08.2020: MaterialDocument8 pagesSorting Materials Into Groups 16.08.2020: MaterialCris CNo ratings yet
- Steel Industry Research PaperDocument4 pagesSteel Industry Research Papers0l1nawymym3100% (1)
- Welding Journal 1961 12Document147 pagesWelding Journal 1961 12AlexeyNo ratings yet
- Conversion of Ore Into It's OxideDocument21 pagesConversion of Ore Into It's OxideGeeta BhattNo ratings yet