Professional Documents
Culture Documents
Chapter 2 - UTCL Nawalgarh
Uploaded by
pallabita ghoshOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Chapter 2 - UTCL Nawalgarh
Uploaded by
pallabita ghoshCopyright:
Available Formats
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.
5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6
MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
CHAPTER - 2
PROJECT DESCRIPTION
2.1 TYPE OF THE PROJECT
As mentioned in the previous chapter, the Proposed Integrated Cement Project - falls under
Category ‘A’ projects as per the EIA Notification, 2006 & as amended from time to time; Project or
Activity ‘3(b)’ Cement Plants - in which the plant of proposed capacity of Clinker, Cement, Captive
Power Plant, WHRS and DG Set will be installed by M/s. UltraTech Cement Limited.
2.2 NEED FOR THE PROJECT
Cement manufacturing Industries is one of the important sector of the Indian Economy. The
sector has experienced phenomenal growth especially after the decontrol regime from 1999 and
greater thrust by Government on Infrastructure development and spurt in housing construction
sector.
India has a lot of potential for development in the infrastructure and construction sector and the
cement sector is expected to largely benefit from it. Some of the recent major government
initiatives such as development of 98 smart cities are expected to provide a major boost to the
sector.
India's cement demand is expected to reach 550- 600 million tonnes per annum (MTPA) by 2025.
The housing sector is the biggest demand driver of cement, accounting for about 67% of the total
consumption in India. The other major consumers of cement include infrastructure at 13%,
commercial construction at 11% and industrial construction at 9%.
In order to meet the increasing demand, most cement plants are making efforts to achieve higher
production levels, at times by stretching the existing production facilities and by adding additional
capacities.
Looking into the increasing demand of Cement, M/s. UltraTech Cement Limited is proposing
Integrated Cement Project at Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh,
District: Jhunjhunu (Rajasthan).
2.3 LOCATION
The project site is located in Basawa & Turkani Johdi (Khirod) Villages of Nawalgarh Tehsil of
Jhunjhunu district in the state of Rajasthan.
2.3.1 General Location Map
M/s. UltraTech Cement Ltd. 36
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6
MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Figure 2.1: Location Map
M/s. UltraTech Cement Ltd. 37
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.3.2 Specific Location Map
The map showing specific location of the project site on Google Earth downloaded image along with Corner Co-ordinates is given in Figure - 2.2.
Figure 2.2: Google Earth Downloaded Map of the Plant Site along with Corner Co-ordinates of the Project site
M/s. UltraTech Cement Ltd. 38
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.3.3 Project Site Layout
The total land area required for the proposed project is 164.69 ha {Project area - 159.74 (Plant &
Colony) + 4.95 ha Conveyor belt}; out of which 0.05 ha is Government land and 164.64 ha is Private
land. No forest land is involved.
Out of the total land area (164.69 ha); Purchased area is 70.55 ha, Land under Acquisition through
RIICO Award 93.61 ha & Land to be purchased is 0.53 ha.
Out of total project area (164.69 ha), 33% area i.e. 54.34 ha will be developed under greenbelt/
plantation.
Plant area break-up is given in Table - 2.1.
Table - 2.1
Land Area Break-up (Kindly verify)
S. No. Particulars Area (ha)
1. Clinker Plant Area 47.34
2. Cement Plant Area 10.16
3. Captive Power Plant Area 20.63
4. WHRS Area 1.00
5. Colony Area 4.22
6. Greenbelt / Plantation Area 54.34
7. Conveyor belt Area 4.95
8. Open Area 22.05
Total Project Area 164.69
Source: Pre-feasibility Report
Facilities / Activities Proposed
Following infrastructure facilities and associated activities proposed as a part of the proposed
project are given as below:
Table - 2.2
MAJOR FACILITIES AND ASSOCIATED ACTIVITIES PROPOSED
S. No. Unit Major facilities and associated activities proposed
1. Cement Plant – Limestone Crusher
– Limestone stacker and reclaimer
– Corrective Crusher
– Raw Mill (VRM / Roller Press)
– Coal / Petcoke Mill
– Rotary Kiln (Pyro-processing)
– Clinker Cooler
– Cement Mill (VRM / Roller Press with Ball mill)
– Coal and Petcoke Mill
– Packing Plant
2. CPP – Fluidized Bed Combustion Boiler
– Steam Turbine
– Generator
– Air Cooled Condenser
M/s. UltraTech Cement Ltd. 39
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
3. WHRS – Waste Heat Recovery Boilers with Pre-heater and Clinker Cooler
– Steam Turbine
– Generator
4. D.G. Set – Diesel Generator with storage of fuel
5. Others – Sewage Treatment Plant
– Reverse Osmosis
– Railway siding
– Compressor house
– Water Treatment Plant
– HT sub station
– LT sub station
– MCC rooms
– Central Control room(CCR)
– Overhead water tank
– Weigh bridge
– Laboratory
– Technical building
– Residential Colony
– Canteen
– Truck parking area
– Toilets and washing facilities
– Workshop
– Dispensary
– Security Office
There is no existing infrastructure at the site; as it is a proposed project site.
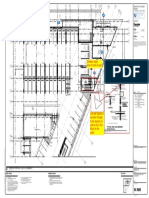
The project site layout showing proposed units indicating storage areas, greenbelt area etc. is
given on the next page (Figure - 2.3)
M/s. UltraTech Cement Ltd. 40
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
(Plant area break up table to be update in Plant Layout)
Approved Layout is required _The revision date should me mentioned and it should be duly signed by prepared, checked and approved person.
Figure 2.3: Project Site Layout
M/s. UltraTech Cement Ltd. 41
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.3.4 Project Site Photographs
Figure 2.4: Photographs Showing Proposed Project Site
2.4 Size or Magnitude of Operation
M/s. UltraTech Cement Limited is proposing an Integrated Cement Project at Villages: Basawa &
Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan). Details of the Capacity
and Cost of the project are given in Table - 2.3 and Table - 2.4 respectively:
Table - 2.3
Size of the Project
Unit Phase - I Phase - II Total capacity
Clinker (MTPA) 3.5 3.5 7.0
Cement (MTPA) 3.5 3.5 7.0
CPP (MW) 30 30 60
WHRS (MW) 18 18 36
D.G. Set (MW) 6 6 12
Source: Pre-Feasibility Report
Table - 2.4
Cost of Project
S. No. Particular Details
1. Total Cost of the Project Rs. 2500 Crores (Phase-1: 1500 Crores, Phase-II: 1000 Crores)
2. CER Cost Rs. 28.5 Crores (Phase-I: 15.5 Crores and Phase-II: 13.0 Crores)
M/s. UltraTech Cement Ltd. 42
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
S. No. Particular Details
3. Cost for Environmental Protection Capital Cost - Rs. 200 Crores (Phase-I: Rs. 120 Crores and
Measures Phase-II: Rs. 80 Crores)
Recurring Cost - Rs. 30 Crores / annum (Phase-I: Rs. 18
Crores / annum and Phase-II: Rs. 12 Crores / annum)
Source: Pre-Feasibility Report
2.5 REQUIREMENTS FOR THE PROJECT
The project requirements such as raw material, fuel, water, power, manpower with source of
supply are described in the sections below.
2.5.1 Raw Material Requirement
Major raw material required for Clinker & Cement production is Limestone, Red Ochre/ Iron ore/
Laterite, Gypsum and Fly ash. Details regarding quantity of raw materials required, their source
along with distance and mode of transportation are given in Table - 2.5.
Table - 2.5
Raw Material Requirement
Requirements (MTPA) Approx.
S.
Raw Material Source Distance/Mode of
No Phase-I Phase-II Total Transportation
1.0 km / Covered
1. Limestone 5.25 5.25 10.5 Captive Limestone Mines
Conveyor Belt
Red Ochre/
2. Iron ore/ 0.14 0.14 0.28 Narayani, Chittorgarh 475 km / Road/Rail
Laterite
FCI (Khal Mines) & RSMM,
3. Gypsum 0.18 0.18 0.36 280 - 480 km / Rail
Bikaner; RSMM, Nagore
CPP, JPL & APCPL (NTPC),
4. Fly ash 1.23 1.23 2.46 145 - 250 km / Road
Jhajjar; RGTPP, Hissar
Source: Pre-feasibility Report
*Detail of Captive Limestone Mine is mentioned below:
Captive Limestone Mine (ML area: 3461.2 ha and 1153.4 ha) with production capacity of 7.0 MTPA
at Village - Basawa, Turkani Johdi, Sundon Ki Dhani, Khiror, Kemro Ki Dhani and Mohanbari & Beri
Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan).
Environment Clearance for Integrated Cement Plant with CPP and Limestone Mines was obtained
from MoEFCC, New Delhi vide letter no. J- 11011/18/2008-IA II (I), dated 03 rd June, 2009 in the name of
M/s. Grasim Industries Limited. Copy of the same is enclosed as Annexure – 3 (a) along with this EIA /
EMP Report.
Further the extension of earlier Environmental Clearance for another 5 years and transfer of EC from
M/s. Grasim Industries Ltd. to M/s. UltraTech Cement Ltd. was obtained from MoEFCC, New Delhi vide
letter no. J- 11011/18/2008-IA. II (I), dated 31 st December, 2014. Copy of the same is enclosed as
Annexure-3(b) along with this EIA/EMP Report
M/s. UltraTech Cement Ltd. 43
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Interdependent Project: Part of clinker will be sent to split Stand-alone Grinding Units.
Mass Balance Diagram
Mass Balance Diagram for the Proposed Project for manufacturing of OPC & PPC is shown in
Figure - 2.5.
Kindly Verify
Figure 2.5 (A): Mass Balance Diagram of OPC
Figure 2.5 (B): Mass Balance Diagram of PPC
2.5.2 Fuel Requirement
Details regarding quantity of Fuel required, their source along with distance and mode of
transportation for project are given in Table - 2.6.
M/s. UltraTech Cement Ltd. 44
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Table - 2.6
Fuel & Feedstock Requirement
S. Name of Fuel Requirements (MTPA) Calorifi % % Source Mode of
No. c value As Sulphu Transportati
Phase Phase Tota (Kcal. h r
-I -II l on / Approx.
/kg)
Distance
1. Imported 0.42 0.42 0.84 4500 - 1 5-6 South Africa, 300 - 1150 km
Coal/Indian 7500 Indonesia, / Road / Rail
Coal / Petcoke SECL, IOCL
refinery at
(Cement
Panipat,
Plant) Reliance
refinery at
Jamnagar
2. Imported 0.60 0.60 1.20 3500 - 34 0.6 South Africa, 300 - 1150 km
Coal/Indian 4500 Indonesia, SECL / Road / Rail
Coal/ (CPP)
Source: Pre-feasibility Report
2.5.3 Water Requirement
Total Water requirement for the Proposed Integrated Cement Project is 3000 KLD (Phase - I: 1800
KLD and Phase-II: 1200 KLD); which will be sourced from Ground Water.
Break-up of the water requirement is given in Table - 2.7 and Water Balance Diagram is given in
Figure - 2.6.
Table - 2.7
Break-up of Water requirement
Requirement (KLD)
Purpose
Phase - I Phase - II Total
CEMENT PLANT 850 700 1550
CPP 200 200 400
WHRS 100 100 200
DRINKING 100 50 150
DOMESTIC 350 100 450
GREENBELT DEVELOPMENT / PLANTATION 150 - 150
DUST SUPPRESSION 50 50 100
GRAND TOTAL 1800 1200 3000
Status of Approval:
Permission for withdrawal of 3500 KLD ground water has been obtained from CGWA vide letter
no. 21-4/(306)/WR/CGWA/2008-1569, dated 28th Nov., 2008 in the name of M/s. Grasim Industries
Ltd. Copy of the same is enclosed as Annexure – 2(a) along with this EIA / EMP Report.
Renewal of NOC has been obtained from CGWA vide letter no. 21-4/(306)/WR/CGWA/2010-4323,
dated 7th August, 2012 in the name of M/s. UltraTech Cement Ltd.. Copy of the same is enclosed as
Annexure – 2(b) along with this EIA / EMP Report.
M/s. UltraTech Cement Ltd. 45
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Extension of NOC has been obtained from CGWA vide letter no. 21-4/(306)/WR/CGWA/2010-838,
dated 22nd May, 2015. Copy of the same is enclosed as Annexure – 2(c) along with this EIA / EMP
Report.
Applied for extension of NOC on 13 th Oct., 2016. Copy of the same is enclosed as Annexure – 2(d)
along with this EIA / EMP Report.
Recommendation has been sent from Regional Director, CGWB Western Region, Jaipur to the
Member Secretary, CGWA, Delhi on 14 th August, 2018. Copy of the same is enclosed as Annexure –
2(e) along with this EIA / EMP Report.
M/s. UltraTech Cement Ltd. 46
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Water Balance Diagram for Integrated Cement Project: Phase I: Kindly Verify
Figure 2.6 (A): Water Balance Diagram for Integrated Cement Project (Phase I)
M/s. UltraTech Cement Ltd. 47
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Water Balance Diagram for Integrated Cement Project: Phase II: Kindly Verify
Figure 2.6 (B): Water Balance Diagram for Integrated Cement Project (Phase II)
M/s. UltraTech Cement Ltd. 48
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Total Water Balance Requirement Diagram for Integrated Cement Project: (Phase I + Phase II): Kindly Verify
Figure 2.6 (C): Total Water Balance Requirement Diagram for Integrated Cement Project: (Phase I + Phase II)
M/s. UltraTech Cement Ltd. 49
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
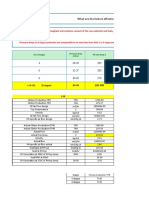
2.5.4 Power Requirement
Total power requirement will be around 80 MW (Phase-I: 45 MW & Phase-II: 35 MW); which will be
sourced from the Proposed CPP, WHRS and Rajasthan State Electricity Board.
Details regarding power requirement is given in Table - 2.8.
Kindly Verify
Table - 2.8
Power Requirement
S. No. Purpose Quantity Required (MW) Source
Phase - I Phase -II Total
1. Cement Plant 41.42 31.62 73.04
CPP, WHRS and Rajasthan State
2. CPP 2.2 2.2 4.4
Electricity Board
3. WHRS 0.78 0.78 1.56
DG Set (plant lighting in case of
4. Colony/ Plant Lighting 0.60 0.40 1.0
emergency)
Total 45 35 80
Source: Pre-feasibility Report
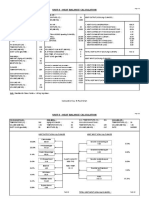
Energy Balance
Capacity /
Working Running Kwh / Power KWh/
S. No. Description annum TPD TPH MW
Day Hrs Tonne annum
(TPA)
Phase I
1. Raw mill 5250000 330 15909 22 723 21 15183 15.18
2. Kiln & Cooler 3500000 330 10606 24 442 24 10600 10.60
Coal and
3. 420000 330 1273 16 80 20 1600 1.6
Petcoke Mill
Limestone
4. 5250000 330 15909 16 994 2 1988 1.99
Crusher
Cement mill &
5. 3500000 330 10606 22 482 25 12050 12.05
Packing Plant
Colony & Plant
6. - 365 - 24 - 1.5 600 0.60
Light
7. CPP 2200 2.2
8. WHRS 779 0.78
Total power 45000 45 MW
Phase II
1. Raw mill 5250000 330 15909 22 723 18 13000 13.0
2. Kiln & Cooler 3500000 330 10606 24 442 18 7956 8.0
Coal and
3. 420000 330 1273 16 80 20 1600 1.6
Petcoke Mill
Limestone
4. 5250000 330 15909 16 994 1 994 1.0
Crusher
Cement mill &
5. 3500000 330 10606 22 482 17 8071 8.02
Packing Plant
Colony & Plant
6. - 365 - 24 - 1 400 0.40
Light
7. CPP 2200 2.2
8. WHRS 779 0.78
Total power 35000 35 MW
M/s. UltraTech Cement Ltd. 50
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Capacity /
Working Running Kwh / Power KWh/
S. No. Description annum TPD TPH MW
Day Hrs Tonne annum
Grand Total (TPA) 80 MW
2.5.5 Manpower Requirement
Total regular employees approx. 300 Persons (Phase-I: 200 & Phase-II: 100) and 3000 contractual
workers (Phase-I: 2000 & Phase-II: 1000) will be provided employment during operational phase of
the project in both the phases.
In addition, approx. 3000 contract labours will also be employed during construction which will be
sourced from nearby villages.
Source: Preference will be given to local villager based on qualification and requirement.
Details reg. manpower requirement is given in Table - 2.9.
Table - 2.9
Break-up of Manpower Requirement (Regular)
Kindly Verify
S. No. Category No. of Employees Source
Phase - I Phase -II Total
1. Skilled 100 50 150 Preference will be given to local
2. Semi-skilled 50 25 75 villager based on qualification and
3. Unskilled 50 25 75 requirement
Total Manpower 200 100 300
Source: Pre-feasibility Report
2.6 PROPOSED SCHEDULE FOR APPROVAL AND IMPLEMENTATION
The construction work will be started after getting Environmental Clearance from the MoEFCC,
New Delhi and Consent to Establish (CTE) from RSPCB.
A. Proposed Schedule for Approval:
Environment Clearance from MoEFCC, New Delhi: Probably by Oct., 2020
Consent to Establish from RSPCB: Approx. 3 months after getting EC.
Consent to Operate from RSPCB: Approx. 4 months after completion of installation work.
B. Proposed Schedule for Implementation:
Implementation schedule for proposed project is approx. 36 months; detail of which is given in
figure below:
M/s. UltraTech Cement Ltd. 51
Kindly Verify
Months
Project Activity 1 1 1 1 1 1 1 1 1 1 2 2 2 2 2 2 2 2 2 2 3 3 3 3 3 3 3
1 2 3 4 5 6 7 8 9
0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6 7 8 9 0 1 2 3 4 5 6
Site Development for plant (Land acquisition for
Plant completed)
Appointment of Consultant, Basic engineering
and issue of tender enquiries and main
machinery order placement
Civil construction
Fabrication work
Electrical & Instrument Erection
Refractory works
Trial runs and Commissioning
*Day one will be considered from the issuance of Consent to Establish by RSPCB.
Figure 2.7: Proposed Schedule for Implementation of Project
M/s. UltraTech Cement Ltd. 52
2.7 TECHNOLOGY AND PROCESS DESCRIPTION
2.7.1 Cement Plant
Technology Description
The Cement Plant will be based on Dry Process Technology for Cement manufacturing with Pre-
Heating and Pre- Calciner Technology. In the dry process, the raw materials will be dried in a
combined drying-cum-grinding installation to reduce the moisture content to below 1%. The drying
in the grinding unit will be achieved by using kiln exhaust gases for normal moisture and will be
supplemented by auxiliary hot air furnace for rainy season etc. for high moisture. The ground raw
mix will then be homogenized in silos and fed into the rotary kiln. Heat required for evaporation of
added moisture will be eliminated in this process. The latest technological innovation is to replace
the conventional suspension pre-heater by well-designed suspension pre-heater having high
efficiency, low pressure drop cyclone and pre-calcinator.
Suspension pre-heater will achieve better heat economy and therefore, fuel consumption in this
process will be low. This process will be environmental friendly and will reduce consumption of
natural resources.
The type of cement which will be manufactured is Portland Pozzolona Cement (PPC) and Ordinary
Portland Cement (OPC).
Process Description of clinker unit and cement unit:
The process involves in cement production largely comprises of the following steps:
Transport of excavated limestone from Captive mine site
Crushing of raw material
Stacker & Reclaimer
Raw Mix Preparation & Homogenization
Raw Material & Fuel Preparation
Pyro process (Preheating and Calcination) & Clinkerization
Clinker Cooling
Clinker Storage & Transport
Cement Grinding, Storage, Packing & Dispatch
Various operations of dry process plant are detailed as follows:
Transport of excavated limestone from Captive Mines Site
Limestone of required size will be transported to Cement Plant from Captive Limestone Mines
through Covered Conveyor Belts.
Raw Mix Preparation & Homogenization
Raw Material Reclaiming and Transport- The crushed limestone will be transported to
limestone yard through a series of belt conveyors and stored in a pile through automatic
stacker machine. Once the pile of required quantity and quality is achieved then reclaimer will
be used to reclaim the stockpile material. By using stacker and reclaimer machines, pre-
blending will take place to minimize fluctuation in crushed limestone quality. The pile of LS will
M/s. UltraTech Cement Ltd. 53
be continuously reclaimed, when raw mill is in operation and stored in hopper at raw mill
section. Magnetic separators will be installed over the belt conveyers to remove any foreign
materials.
Raw Mill Feed - The Limestone along with additives will be transported from their respective
feed bins via weigh feeders and belt conveyor to the raw mill system.
Raw Meal Grinding Process - Raw Mill will be used to grind the raw mix which will be capable to
meet the production needs. The raw grinding section comprises of Mills, fans, separators &
cyclones as well as all ductwork and control dampers. The ground product from raw mill is
known as ‘Raw Meal’.
Raw Meal Transport and Storage - From the separator cyclones the raw meal will be
transported via air slides and a bucket elevator to the homogenizing silo.
Homogenizing silo will be prerequisite for raw meal blending to achieve consistent quality of
Kiln feed. This will also ensure regulated feed with minimum variation in quality for smooth
operation of Kiln. A continuous blending silo of RCC construction of required capacity will be
used for the same. The silo capacity will be suitable for the required daily clinker production.
Preheating, Calcination & Clinkerization
Raw Meal Transport to Kiln Feed - From the homogenizing silo the raw meal will be extracted
to the Kiln feed bin below the silo.
Kiln Feed - From the Kiln feed bin the material will be transported through mechanical
conveyors with measurement and control of kiln feed rate.
Pre-heating - The pre-heating equipment will be comprised of the multi stage cyclone system
connected with gas ducts and meal chutes, the down comer duct and the ID fan. In cyclone
pre-heater system, an efficient heat transfer will take place to finally disperse the raw material
particles, when they come in contact with hot gases from kiln.
The raw meal, which will be fed into the top stage gas duct, will be carried by hot gas steam
into cyclone. The material will get separated from gas in cyclones and then will travel
downwards and through meal chute will be discharged into next lower stage gas duct. In this
way, material will come into contact with high temperature gases and will get pre-heated and
partially calcined and then will enter the pre-calcinator.
The calciner will provide sufficient residence time for efficient combustion of not only
conventional coal but also for Petcoke and other alternate fuels which are difficult to handle.
The calciner will be equipped with multi firing points for the above said requirements.
The preheater will be equipped with induced draught fan for ensuring counter current heat
transfer from the kiln through the calciner & the series of cyclones.
The exit hot gas from the preheater will be utilized for Waste Heat Power recovery system and
drying of raw material in Raw Mill & drying of coal / Petcoke in Coal Mill and for Clinker / slag
grinding with/without fly ash/gypsum for Cement production.
Pre-calcining and Kiln - These groups consist of an in-line low NO2 pre-calciner, tertiary air duct
from the kiln hood and a rotary kiln.
M/s. UltraTech Cement Ltd. 54
In the pre-calcinator, further Calcination will take place by firing pulverized coal/pet coke to
provide the necessary heat in the kiln and the Pre-calciner located at the bottom of the pre-
heater. Calcined material from bottom stage cyclone will be fed to the kiln. The feed will travel
down as the kiln rotates. The complete chemical reaction will take place when the material will
reach the burning zone and cement clinker will be formed.
Clinker Cooler
This equipment will recuperate heat from hot clinker, which will reduce the consumption of fossil
fuel and other fuels required for cement clinker making. It will be a spillage-free and high
efficiency third generation clinker cooler with roller crusher, ESP (electrostatic precipitator)
including fan and stack, WHRS (Waste Heat Recovery System) for cooling clinker to 65 degree
Centigrade plus ambient.
Hot clinker will be discharged from the Kiln drops on the grate cooler and will get cooled.
Clinker Transport and Storage
The clinker will leave the clinker cooler and clinker will be transported with deep pan/bucket
conveyor to the closed clinker silo of designed capacity.
Clinker loading for dispatch to Grinding Unit: Wagon loading hoppers located on the broad-gauge
line through a set of deep pan conveyors will be followed by set of HR belt conveyors. The basic
BG rail open wagon loading system consists of 2 nos. RCC hoppers with 3 nos. loading spouts
underneath each hopper. Each hopper caters to 1 wagon at a time and 2 wagons can be loaded
simultaneously.
Cement Grinding, Storage, Packing & Dispatch
Cement Grinding & Storage - Clinker and gypsum with fly ash and mineral components
according to requirement will be extracted from their respective hoppers and fed to the
Cement Mill. Cement Mill will be grind the feed to a fine powder and the cement, so provided
will be transported to RCC Cement Silos for dispatch.
Cement Packing & Dispatch - Cement extracted from cement silos is packed in bags by rotary
packing machines and dispatched to consumers.
Process Flow Diagram
Process Flow Diagram of cement manufacturing process is given in Figure - 2.8.
M/s. UltraTech Cement Ltd. 55
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Figure 2.8: Process Flow Diagram
M/s. UltraTech Cement Ltd. 56
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.7.2 Captive Power Plant (Coal Based)
Considering the power scenario and to minimize the operating cost, M/s. UltraTech Cement
Limited is proposing 60 MW (2 x 30 MW) Captive Power Plant (CPP).
Technology & Process Description
The generating unit will have CFBC boilers, thermal coal as primary fuel, condensing steam turbine
and generator, air cooled condenser and other necessary auxiliary equipment.
The Sections details of the power plant are described below.
a)Fuel Storage and Handling:
This section will include all the necessary equipment like coal crusher, conveyor and drives. Coal
from the source shall be crushed into required size and taken to the fuel bunkers feed hopper of
the boiler. Coal yard will have separate arrangements for incoming coal and crushed coal to be
sent to the bunker.
b) Boiler and other Auxiliary Equipment
The boiler house will have the main boiler as mentioned above along with ID and FD fans, ducts,
Pollution control equipment (ESP/Bag Filters), and other necessary valves, piping and fittings. Fuel
from the conveyor shall be put into the main bunker from where it shall be fed to the boiler
furnace.
c)Water Treatment Plant:
In order to have smooth operation and long life of the boiler system, it requires suitable water
treatment plant. Depending upon the test results of the water sample, appropriate treatment
methods and equipment shall be decided upon.
d) Turbine and Control Room:
Turbine and control room shall be housed in the separate building other than boiler house. This
shall also house other turbine auxiliary equipment, cable cellar, switchgear room, central control
room and other administrative facilities. The steam from the boiler shall be expanded and
condensed in the turbine to generate electricity.
e)Condenser / D-E Tanks:
M/s. UltraTech Cement Ltd. 57
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
At the exit of the turbine, the low-pressure steam shall be condensed in air cool condenser and
condensed water will be fed to de-aerator through condensate circuit.
f) Fly ash disposal:
After combustion of coal inside the boiler furnace, it liberates heat that is used for steam
generation. At the same time, it generates ash that is a by-product of combustion process. This
ash travels along with flue gases through various parts of the system like Economizer, Air Pre-
heater and pollution control equipment and finally through ducts. There is also some collection at
the bottom of the furnace. In the end, flue gases are fed into the chimney/stack through ID fan
and vented out in the atmosphere. Ash shall be collected at different points and moved by using
suitable material handling systems and collected into the silos (dry fly ash). Fly ash generated from
the system shall be utilized fully for making Cement.
All the equipment including valves, pumps, standby pumps & valves etc shall be operated,
monitored and controlled from central control room. In this way, generated power and fly ash
shall be sent to the grinding unit for their respective usages.
The project will include the complete civil construction of the buildings, reservoirs, pump house,
MCC room, WTP plant area building, cooling tower including ash silos, covered fuel shed, site
infrastructure, supply and installation of all mechanical equipment, piping, instrumentation,
power evacuation system and other necessary equipment for the completion and satisfactory
operation of the generating unit.
Figure 2.9: Process Flow Diagram - CPP
M/s. UltraTech Cement Ltd. 58
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Technological description of Captive Power Plant (Kindly provide)
Steam Generator a. No. of ratings
b. Type of Boiler
c. No. of boiler fans
d. Type of APCs
e. Dust concentration at ESP
3
Stack (mg/Nm )
Steam Turbine Generator a. Turbine Type
b. No. and ratings of turbine
c. Capacity
d. Type of exhaust steam cooling
2.7.3 DG Sets
M/s. UltraTech Cement Limited is proposing installation of DG sets of 12 MW (2 x 6 MW) for use in
case of shutdown or non supply of Electricity in case of emergency.
Process of Power Generation:
The fuel oil is heated for free flow to D.G. Set.
It is transferred for settling to settling tank to remove unwanted material. Fuel oil is
further centrifuged.
After centrifuging, the fuel oil is transferred to another service tank, heated, filtered and
injected into engine for combustion.
The engine generates power and produces electricity.
2.8 OTHER PROJECT ASSOCIATED ACTIVITIES
2.8.1 Waste Heat Recovery System: 36 MW (2 x 18 MW)
M/s. UltraTech Cement Limited is also proposed to install Waste Heat Recovery System (WHRS) of
36 MW (2 x 18 MW) for re-utilization of the exhaust gases from the Pre-heater/ Cooler to generate
electric power and consequently reduce consumption of grid power. The project will contribute to
the more efficient use of energy and will reduce reliance on exhaustible fossil fuel.
In the cement plant, WHRS will consist of two waste heat recovery boilers viz.
Pre-Heater (PH) boiler: PH boiler will be installed after Pre-Heater and recovers heat from
Pre-Heater exhaust gases.
M/s. UltraTech Cement Ltd. 59
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Clinker Cooler (AQC) boiler: Clinker cooler or Air Quenching cooler (AQC) boiler will be
installed after Clinker cooler and recovers heat from Clinker cooler exhaust gases.
The PH boiler will be a vertical configuration single drum boiler. AQC boiler will be vertical single
drum boiler. Both the boilers are top supported, outdoor unit suitable for the specified Pre-heater
and clinker cooler exhaust of cement plant.
The waste heat coming out of Pre-heater and cooler will be used in Waste Heat Recovery Boiler to
produce low pressure steam which is fed to turbine to produce power of 36 MW (2 x 18 MW).
Figure 2.10: Process Flow Diagram for WHRS
Flue Gas Circuit:
For Pre-Heater (PH) Boiler
The flue gas, at 280°C from the top of the Preheater will enter the boiler and after boiler the
temperature of the flue gas will be 150°C, which will be used for drying of raw material in Raw Mill.
When the boiler will be in shut down the flue gas will enter the Bag house / ESP.
General Description of PH Boiler
PH boiler is a waste heat recovery boiler which uses waste heat from cement kiln preheater at
about 280°C. In order to improve the utilization of waste heat boiler, dual pressure system is
adopted. It is an outdoor, vertical, U- type arranged boiler. The boiler structure is compact. The
flue gas path is as follows:
High-pressure super heater
Three stage high-pressure evaporator
High-pressure economizer
Two stage low-pressure evaporator
Low-pressure super heater
M/s. UltraTech Cement Ltd. 60
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Low-pressure economizer
Each heating surface has a vibration dust removal device and dust evenly discharges out of boiler
bottom along with the air.
Mechanical Rapping System
Due to high ash content in the flue gas, the boiler is equipped with a mechanical rapping system.
Every tube bank is equipped with 4 units mechanical rapping system. Each group has one motor
to drive all 4 units, which are connected together with connecting rods. The rapping frequency is 3
times per minute. The impact force is approx. 1500 N. For better regulation, the user can also reset
the transducer drive controls of the motor, thereby regulating the frequency of rapping.
The mechanical rapping system is a key component of this boiler. Each group of rapping device
can be individually controlled. Shut-down for maintenance of one group of rapping device does
not affect other groups. The rapping devices are equipped with removable doorframes, to
facilitate easy repair and maintenance.
For AQC Boiler
The flue gas, at 395°C, from the mid tap of the AQC will enter the boiler and after boiler the
temperature of the flue gas will be 100°C, which will be used / rejected in Atmosphere thru existing
ESP Fan. In this load on cooler ESP will be on lower side. The balance in Final will be maintained by
control dampers in AQC WHRB and ESP inlet duct. When the boiler will be in shut down the flue
gas will enter the ESP and after ESP the same circuit will be followed.
General Description of AQC Boiler
The AQC boiler adopts a dual pressures system. This Dual pressure system improves the utilization
efficiency of waste heat. It adopts tube box type of construction. From the top to the bottom, the
arrangements of tube boxes are as follows:
High-pressure segment high temperature super-heater tube box
High-pressure segment low temperature super-heater tube box
High-pressure segment evaporator tube box I
High-pressure segment evaporator tube box II
High-pressure segment economizer
Low-pressure segment super heater tube box
Low-pressure segment evaporator tube box
M/s. UltraTech Cement Ltd. 61
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Common economizer
Low-pressure segment economizer tube box.
All the tube boxes transfer their own weight to the beam steel structure through their base. The
tube box type of construction reduces the air leakage to a minimum, reduces the heat loss of air
leakage, improves boiler efficiency, and reduces the workload at site. The AQC boiler heating
surface adopts special shaped heat exchanger components in the form of spiral fin tubes, which,
due to the nature and characteristics of AQC waste gas, results in better anti-wear and anti-
deposition.
Casing, Flue Gas Duct and Boiler Wall
The outer casing of the Boiler tube boxes and flue gas ducts are built outside of insulation layer to
protect the insulation. All the outer surfaces of the Boiler are installed with colored plates. The
color is chosen by customer, ensuring the boiler is aesthetic, to the Customers’ taste and
harmonic with the surrounding environment.
Condensate Circuit
In this system condensate from Condensate Extraction Pump (CEP) will be transferred into the
water pre-heater in AQC WHRB then WHRB separate De-aerator. After De-aerator the condensate
will enter the Boilers through Boiler Feed Pump.
Steam Circuit
The combined generated steam will be used to generate electricity from the steam turbine with
Air cooled condenser.
Auxiliary Cooling Water and DM Water
Requirement of Auxiliary cooling water and DM water will be fulfilled.
Design specification of 36 MW (2 x 18 MW) (Kindly provide)
S. N. Description Unit AQC PH
Clinker Capacity MTPA
1. Flue gas flow Nm³/Hr
2. Inlet temperature ºC
3. Specific heat kcal/Nm³c
4. Exhaust Gas temperature ºC
5. Heat Available Crore Kcal/Hr
6. Total Heat Available Crore Kcal/Hr
Max. Heat (Low Grade
7. MW
Energy) available
8. Power Generation MW 36 MW (2 x 18 MW)
Benefits of Waste Heat Recovery System
Benefits of ‘waste heat recovery’ can be broadly classified in two categories:
M/s. UltraTech Cement Ltd. 62
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
1. Direct Benefits:
Recovery of waste heat has a direct effect on the efficiency of the process. This is reflected by
reduction in the utility consumption & costs, and process cost.
2. Indirect Benefits:
Reduce CO2 Emission
Reduction in equipment sizes: Waste heat recovery reduces the fuel consumption, which
leads to reduction in the flue gas handling equipments such as fans, stacks, ducts, burners,
etc.
Reduction in auxiliary energy consumption: Reduction in equipment sizes gives additional
benefits in the form of reduction in auxiliary energy consumption like electricity for fans,
pumps etc.
2.8.2 Sewage Treatment Plant (Kindly Verify)
The Sewage Treatment Plant (STP) of 450 KLD (350 KLD + 100 KLD) capacity will be installed for
treatment of Domestic waste water generated from Plant and Colony. The treatment given to the
influent in the STP will be both chemical and biological. The treated water will be used for
greenbelt development/ plantation.
Process description of STP
Bar screen chamber followed by collection cum equalization tank followed by Fluidized Aerobic
Bed Reactors (2 Nos.) with the high surface area of PP media will be provided with coarse air
bubble diffusion system followed by Tube Settler Tank in the STP. The clear supernatant after
disinfecting by chlorination will be passed through dual filter and activated Carbon filter, where
Hypochlorite dosing is done for disinfection before collection in the treated water tank. The
sludge generated from the FAB will be passed through sludge digester and dried and the filtrate
will be collected and sent back to the equalization tank and the dried cakes will be used as
manure. The treated water will be used for plantation activities and greenbelt development.
The process which will be followed in treating the sewage generated and fed into this plant is
‘Attached growth process’ under ‘Aerobic process’. The system supplied is a Fluidized Aerobic Bio
reactor (FAB).
This works on the principle of Attached Growth Process. Plastic media will be used in the FAB
reactors to attain the attached growth of the bacteria. The Media will be in suspension in the FAB
reactor. The specific gravity of the media is less than water. The Media fluidization is by virtue of
hydraulic currents set by Aeration. The Media has high specific Surface Area, typically 400 - 500
m2 / m3.
The schematic diagram for sewage treatment plant has been shown in Figure - 2.11.
M/s. UltraTech Cement Ltd. 63
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Figure 2.11: Schematic Diagram for Sewage Treatment Plant
PROCESS DESRIPTION -
The Treatment Process is mainly based on the principle of “Fluidised Attached Growth Process”
and consists mainly of the following components:
MEDIA, which provides surface area for the growth of micro- organisms.
AIR GRID SYSTEM, which ensures -
high oxygen transfer efficiency to meet the oxygen demand exerted by the microorganisms
the fluidized state of the media
The system comprises of the following main units:
a) FAB reactor tank - I
b) FAB reactor tank - II
c) Tube Settler
FAB REACTOR TANKS - I & II
The FAB reactor tanks consists of an air grid placed at the bottom of the tank which helps in
inducing O2 transfer from the air to the effluent through the air blowers and at the same time
M/s. UltraTech Cement Ltd. 64
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
maintains the media with attached bacterial culture in suspension. It is here that bacterial culture
utilizes this O2 to biodegrade the organic matter in the effluent and also for their endogenous
respiration, resulting in the production of simpler end. The Treatment Process is mainly based on
the principle of “Fluidised Attached Growth Process” and consists mainly of the following
components:
TUBE- SETTLER – I & II
Settling Tank with the Tube Modules is a unit in which solid liquid separation occurs under the
gravity.
FILTERS (DMF AND ACF)
DMF - Dual Media Filter
As the name indicates, DMF, is a Dual Media Filter, and has two filtering media Anthracite and
sand. 300 mm layer of Anthracite is provided on top of sand layer. The sand is supported on a bed
of graded pebbles. The conventional Pressure Sand Filter has limited Dirt holding capacity. Fine
sand is filled in the top most layer, suspended solids are deposited on the top surface and hence
pressure sand filter performs as surface filter. But Dual Media Filter has two layers of filtration and
hence called depth filtration.
The coarse Anthracite layer does pre filtration and removes most of the suspended solids from
the water before the water comes in contact with the fine sand.
The coarse Anthracite is provided for holding higher amount of dirt within the bed. The dirt
removing capacity of the Dual Media Filter is higher than the conventional pressure sand filter.
ACF - Activated Carbon Filter
Activated Carbon is one of the most widely used media for adsorption of impurities. Activated
carbon filter is employed for mostly removal of
Chlorine
Organics
Odor
The residual chlorine in the water, where chlorination is used for Organics removal, is adsorbed by
Activated Carbon Filter. The ACF removes almost all of the residual chlorine in the water. The ACF
also helps in removal of Organic matter from the water. The Activated carbon media has finite
capacity of adsorption and shall exhaust on prolonged usage depending upon the inlet purity
load.
Expected Waste Water Characteristics of STP
S. No. Parameters Quality of Raw Sewage Quality of Treated Sewage
1. pH 6.5 - 8.5 7-8
2. Appearance Grey Clear
3. Total Suspended Solids 400 mg / litre <100 mg / litre
4. Bio-Chemical Oxygen Demand 500 mg / litre <30 mg / litre
5. Oil and Grease < 100 mg / litre (Max) < 10 mg / litre
M/s. UltraTech Cement Ltd. 65
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.8.3 Reverse Osmosis (RO) Process Description
The reverse osmosis process consists of three main steps: (1) Pre-treatment, (2)
Membrane Assembly System and (3) post-treatment.
Pre-treatment
The purpose of the pre-treatment step is to avoid any risk of clogging, fouling or scaling of the
membrane. Pre-treatment is an important aspect of RO system. All RO devices require pre-
treatment to remove the suspended solids, scalants, foulants and colloidal matter. In the pre-
treatment system, some chemicals are usually used before the filtration step. Chlorine is often
injected to disinfect feed water. Sodium Meta bisulphate is used to dechlorinate the feed water.
Ferric chloride, alum or polymers are the typical coagulants used at the prefilter stage. In the
filtration stage, a gravity filter with different sand particle sizes is used. Then a fine cartridge filter
is used after the sand filtration. For ground water treatment, Hydrochloric acid and sodium
hexameta phosphate (SHMP) is often used to prevent carbonate scale. The exact dosage of each
chemical depends on the chemical analysis of the feed water.
Membrane Assembly System
Several types of RO membranes are commercially available. These are prepared either as flat
sheet or as hollow fibers made from cellulose acetate (CA) ester or polyamide (PA). There are
different ways of packing RO membranes. Of these, three configurations have been produced
commercially: tubular, spiral wound (SW) and hollow fine fiber (HFF). Hollow fine fiber and spiral
wound modules have proved to be appropriate for several types of raw water in RO desalination
systems. Spiral wound has found many applications in the wastewater reclamation. The success of
the spiral-bound device has been related to the capability to package a relatively large amount of
membrane surface area into a relatively small element while maintaining a certain degree of
"cleavability", which, of course, is particularly important for wastewater processes.
Post-treatment
In the post-treatment step, product water passes through a decarbonation system, a pH
adjustment system and water passing through UV light. Generally, Sodium Carbonate (Food
Grade) is added to the product water to adjust its alkalinity. The purpose of passing the water
through UV is to eliminate the presence of microorganisms during storage and distribution.
M/s. UltraTech Cement Ltd. 66
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Figure 2.12: Schematic Diagram for Reverse Osmosis
2.9 PROPOSED EQUIPMENT/MACHINERY & SELECTION CRITERIA
2.9.1 Equipment Selection
In selecting a particular type of equipment or storage for the project, among others, the following
issues have been considered:
Equipment costs
Energy consumption
Raw materials characteristics
Sizes in which the equipment is available
Lead times for particular types of equipment
Operating experience with various types of equipment
Ease of operation of equipment
Product to be manufactured
Site conditions
Local skills available
Environmental issues.
2.9.2 Plant and Equipment Sizing
Details reg. Plant and equipment sizing are given in Table - 2.10.
Table - 2.10
Equipment Details of Cement Plant, CPP & WHRS (Kindly confirm/Provide)
S. No. Section Unit Proposed Capacity
A Cement Plant
1 LS Stacker TPH 2 x 1500 TPH
2 LS Reclaimer TPH 2x 1000 TPH
3 Corrective Crusher TPH 2x 250 TPH
M/s. UltraTech Cement Ltd. 67
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
S. No. Section Unit Proposed Capacity
4 Corrective coal stacker TPH 2x 1000 TPH
5 Corrective coal reclaimer TPH 2x 250 TPH
6 Raw Mill (VRM / Roller Press) TPH 2x 760 TPH
7 Coal Crusher TPH 2x 250 TPH
8 Coal Mill TPH 2x 80 TPH
9 Pyro Processing - Rotary Kiln TPD 2x 9500 TPD
Cement Mill (VRM / Roller Press with
10 TPH 2x 300 TPH
Ball mill)
11 Packers TPH 2 x 960 TPH
B CPP
1 CPP Boiler TPH 2 x 125 TPH
2 CPP Turbine MW 2 x 30 MW
C WHRS
Waste Heat Recovery Boilers with
1 MW 36 MW (2 x 18 MW)
pre-heaters and Clinker Cooler
D D.G. Sets
1 Diesel Generator with storage of fuel KVA 12 MW (2 x 6 MW)
E STP KLD 450 KLD (350 KLD + 100 KLD)
2.9.3 Storage Facilities
Details regarding storage facilities of raw material & product are given below in Table 2.11.
Table - 2.11
Storage Facilities
Capacity (Tonnes)
Type of Materials Type of Storage Total (Tonnes)
Phase - I Phase – II
Limestone Stockpiles 2 x 35000 2 x 35000 140000
Iron Ore / Laterite Covered Shed 3000 3000 6000
Red Ochre Covered Shed 4000 4000 8000
Fly Ash Silo 5000 5000 10000
Gypsum Covered Shed 3000 3000 6000
Coal / Petcoke Covered Shed 3 x 8000 2 x 8000 40000
Clinker Silo 100000 100000 200000
Cement Silo 4 x 5000 2 x 5000 30000
Source: Pre-feasibility Report
2.10 INFRASTRUCTURE FACILITIES
The total land area required for the proposed project is 164.69 ha {Project area - 159.74 (Plant &
Colony) + 4.95 ha Conveyor belt}.
Out of Project area, 155.52 ha is proposed to setup the plant and remaining 4.22 ha area is
proposed for colony setup.
M/s. UltraTech Cement Ltd. 68
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
2.10.1 Residential Colony Area (Non-Plant Area)
Colony for employees of will be constructed within the project premises. 4.22 ha area is proposed
for colony setup.
(Kindly Provide Built-up area for Colony)
2.10.2 Infrastructure facilities during construction as well as operation phase
Labour is one of the key factors of production; hence, it will be ensured that apart from colony for
regular employees, laborers will be provided with infrastructure facilities during construction as
well as operation phase. Following facilities will be provided-
Construction Phase
Minimum space will be allocated per person or per family in terms of floor area.
Supply of safe water in such quantities as to provide for all personal and household uses will
be ensured.
Adequate sewage and garbage disposal systems will be ensured.
Appropriate protection against heat, cold, damp, noise and fire.
Adequate sanitary and laundry facilities, ventilation, cooking, storage facilities and natural
and artificial lighting.
Medical Facilities.
Operation Phase
Workplace facility such as; Canteens, Rest rooms, rest areas
Occupational Health & safety with first aid facilities
Security of the workers
Medical Facilities
2.11 DESCRIPTION OF MITIGATION MEASURES
The mitigation measures given in this section will be for management of the emissions, effluents,
solid and hazardous waste generation from the plant to meet the environmental standards and
environmental operating conditions. Detailed Mitigation measures is also given in chapter 4 & 10
of this EIA/EMP report
2.11.1 Details of Emissions from the Plant and their mitigation
M/s. UltraTech Cement Ltd. 69
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
Source
Emissions Proposed Mitigation measures
Plant Unit Section
Raw Mill & Kiln Reverse Air Bag House
Coal Mill Bag House
Cement Plant
PM Cooler ESP
Cement Mill Bag House
CPP Boiler ESP for CFBC boiler
Cement Plant Raw Mill & Kiln Pyro-process itself acts as a long SO2 scrubber
SO2
o Lime dozing in CFBC boiler with coal
CPP Boiler
o Adequate stack height (as per CPCB guidelines)
o De-NOx system in calciner
o Low NOx burner at kiln firing. A note about the same
Cement Plant Raw Mill & Kiln is attached as Annexure - 1.
NOx o Installation of analyzer at the inlet of Kiln to monitor
& control O2& NOx
CPP Boiler Adequate stack height (as per CPCB guidelines)
o Covered Conveyor belts will be used for transfer of
Raw Material raw materials / finished products inside the plant.
Handling & o Fly ash received through closed bulkers & fed into silo
Storage through pneumatic system.
o Clinker, Fly ash and Cement stored in the silos.
o Gypsum, Coal and Petcoke stored in the covered
sheds.
Fugitive Cement Plant
o Water sprinkling to control dust.
Emission & CPP
o Proper maintenance of vehicles to reduce gaseous
Transportation emissions.
activity o Using PUC certified vehicles.
o All the movement area concreted.
o Vacuum sweeping machine for better housekeeping.
o Greenbelt / plantation along the plant boundary to
attenuate air pollution.
2.11.2 Details of Effluent and their mitigation
Effluents Plant Unit Mitigation measures adopted
Waste water generated from CPP and RO reject will be collected in
Process Waste RO Plant
neutralization pit and after neutralization; it will be used in fly ash
Water CPP & WHRS
quenching; which will be further used in Cement manufacturing process.
M/s. UltraTech Cement Ltd. 70
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
100% treated sewage from STP will be used in greenbelt development /
Sewage Plant & Colony
plantation.
2.11.3 Details of Solid and Hazardous Waste Generation and their mitigation
(Kindly verify)
Plant Waste
S. No. Type of Waste Quantity per Treatment/Disposal
Unit Category
Annum
Non Hazardous Solid waste
Dust collected from various APCE
Cement
Dust (TPD) will be totally recycled into the
1. Plant - 0.64
process.
Fly ash (TPD)
11.37 Will be used in manufacturing of
CPP
2. Bottom Ash - PPC grade cement
(TPD) 26.53
Will be used as manure for
STP STP Sludge (KLD) greenbelt development /
4. - 80
plantation.
Hazardous Solid waste
Will be sold to CPCB authorized
Used Oil/Grease recycler/ Will be used in Kiln as co-
5. 5.1 87.5
(KLA) processing after prior permission
Plant from the concerned authority.
maintena
nce Waste or
Will be sold to CPCB authorized
residues
recycler/ will be co-processed in the
6. containing Oil 5.2 88
kiln after prior permission from the
concerned authority.
(KLA)
Use of High Calorific Hazardous Waste in Cement Plant
The co-processing of waste in cement industry is much beneficial option, whereby wastes are not
only incinerated at a higher temperature of around 1400°C and longer residence time but its
inorganic content gets fixed within the clinker apart from using the energy content of the wastes.
Apart from this, no residues are left, which in case of incineration still requires being land filled as
incinerator ash. Further the acidic gases, if any generated during co-processing gets neutralized,
since the raw material is alkaline in nature. Such phenomenon also reduces resource requirement
such as coal and limestone.
Taking the cognizance of above advantages of co-processing the waste, UltraTech Cement Ltd.
have explored few hazardous waste in the area generated by other units and will be utilized as
AFR. Details of the Hazardous waste available in the area are given in Table 2.12
Table – 2.12
Hazardous Waste available
M/s. UltraTech Cement Ltd. 71
Proposed Integrated Cement Project - Clinker (2 x 3.5 MTPA), Cement (2 x 3.5 MTPA), CPP (2 x 30 MW), WHRS (2 x 18 MW) and D.G. Set (2 x 6 MW)
At Villages: Basawa & Turkani Johdi (Khirod), Tehsil: Nawalgarh, District: Jhunjhunu (Rajasthan)
Chapter - 2 of Draft EIA / EMP Report
S. No. Name of Hazardous Waste Source
Honda Motorcycle and Scooter India Pvt. Ltd.; Maruti Suzuki,
Gurgaon; India Yamaha Motor Pvt. Ltd. Noida; CETP Pali (Raj.);
Honda Cars India Ltd. SPL1; Tapukara Industrial Area, Alwar, Raj.;
1. Paint Sludge
New Hollande Fiat India Pvt., Udyog Kendra Greater Noida;
Sunbeam Auto Pvt. Ltd. SP1-D, Industrial Area, Tapukara (Bhiwadi),
Alwar.
2. Phosphate Sludge Honda Motorcycle and Scooter Ind. Pvt. Ltd.
Maruti Suzuki, Gurgaon; Palijal Pradusan Niantran, Parisodhan &
3. ETP Sludge Anusandhan Foundation, New Hollande Fiat India Pvt. Ltd., Udyog
Kendra, Greater Noida
4. Oil Soaked Cotton Maruti Suzuki, Gurgaon
2.12 ASSESSMENT OF NEW & TESTED TECHNOLOGY FOR THE RISK OF TECHNOLOGICAL FAILURE
Latest modern technology i.e. Vertical Raw Mill and dry process Rotary Kiln will be used to
produce Clinker and Cement Mill (VRM) will be used for the Cement manufacturing. The plant will
be using high efficiency separator and energy efficient equipments to ensure low power
consumption. To reduce the natural resource consumption by the proposed plant, alternate fuels
& Raw Materials will also be used. CFBC technology will be used for CPP. WHRS will be installed to
harness the waste heat from AQC and PH. The modern pollution control equipment will be used to
keep the pollution within prescribed limits by MoEFCC and other concern authorities.
Detailed analysis of Alternative New and tested technology and Site is also given in Chapter-5 of
Draft EIA/EMP report.
The Proposed Integrated Cement Project at Villages: Basawa & Turkani Johdi (Khirod), Tehsil:
Nawalgarh, District: Jhunjhunu (Rajasthan) by M/s. UltraTech Cement Limited will be using latest
tested State of the art technology to avoid the risk of technological failure.
M/s. UltraTech Cement Ltd. 72
You might also like
- Ok Mill 39-4Document34 pagesOk Mill 39-4Mujahid BalochNo ratings yet
- Cement Hydration Heat GenerationDocument15 pagesCement Hydration Heat GenerationRyan JayNo ratings yet
- Presentation For Holcim: Presented By: Thomas Leppak Head of Customer Support Customer Service Thomas - Leppak@loesche - deDocument33 pagesPresentation For Holcim: Presented By: Thomas Leppak Head of Customer Support Customer Service Thomas - Leppak@loesche - deYoussef Khali100% (1)
- Effects of Ash in ClinkerDocument16 pagesEffects of Ash in ClinkerirfanNo ratings yet
- Coal by RameshDocument9 pagesCoal by RameshKomma RameshNo ratings yet
- SP Line III GenerationDocument5 pagesSP Line III Generationhmaza shakeelNo ratings yet
- Unit Iii Fuels and CombustionDocument30 pagesUnit Iii Fuels and CombustionarchitNo ratings yet
- Atox Gear PresentationDocument27 pagesAtox Gear PresentationMujahid BalochNo ratings yet
- Rectangular Jet Air Nozzles and Swirler Improving Ignition and Flame FormationDocument24 pagesRectangular Jet Air Nozzles and Swirler Improving Ignition and Flame Formationhmaza shakeelNo ratings yet
- Coal Analysis ParameterDocument21 pagesCoal Analysis ParameterYuliyanti YuliyantiNo ratings yet
- 007.heat Balance - New - 25072023hoDocument30 pages007.heat Balance - New - 25072023hoGauranka MoranNo ratings yet
- Fuels Lecture: Calorific Values and ClassificationDocument50 pagesFuels Lecture: Calorific Values and ClassificationRed BilbitNo ratings yet
- Identification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsDocument13 pagesIdentification Data: Description Fan - 1 Fan - 2 Fan - 3 Fan - 4 CommentsAngel CarvajalNo ratings yet
- High Capacity IKN Clinker Coolers - MR Huybens Bernard, IKN PDFDocument9 pagesHigh Capacity IKN Clinker Coolers - MR Huybens Bernard, IKN PDFcassindromeNo ratings yet
- Clinker Cooler Queching Best PracticeDocument1 pageClinker Cooler Queching Best PracticeShukor AzNo ratings yet
- ATOX Raw Mill. Weekly ReportDocument7 pagesATOX Raw Mill. Weekly ReportDilnesa EjiguNo ratings yet
- Bypass SystemDocument9 pagesBypass SystemirfanNo ratings yet
- Flow Conversion To Normal Meter Cube Per HourDocument2 pagesFlow Conversion To Normal Meter Cube Per HourIrfan AhmedNo ratings yet
- Presentation On Hydration of CementDocument52 pagesPresentation On Hydration of CementRajesh NsNo ratings yet
- Raw Mill Area-HamzaDocument21 pagesRaw Mill Area-HamzaAdnan rasoolNo ratings yet
- Raw Mix Empat Komponen PerhitunganDocument7 pagesRaw Mix Empat Komponen Perhitunganarmadi harisNo ratings yet
- Coal CV 6000Document2 pagesCoal CV 6000AnGahBasHaNo ratings yet
- Barometric pressure and steam generation calculationsDocument4 pagesBarometric pressure and steam generation calculationsirfanNo ratings yet
- VRM Fan ..Document2 pagesVRM Fan ..harikrushnaNo ratings yet
- Unit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTDocument2 pagesUnit-3: Heat Balance Calculation: 9/8/2008 Section: Calculations By: PROCESS DEPTjoe_kudoNo ratings yet
- Fuel Energy Equivalents ChartDocument1 pageFuel Energy Equivalents Chartruhul010% (1)
- Questionnaire Cement Plants-01 (1) .8.04Document9 pagesQuestionnaire Cement Plants-01 (1) .8.04Debajit BurhagohainNo ratings yet
- Building Materials & Construction LectureDocument32 pagesBuilding Materials & Construction LectureYash DhabaliaNo ratings yet
- Biomass EffectDocument23 pagesBiomass EffectAnonymous knICaxNo ratings yet
- Evaluación y cálculos de quemadores para hornos rotatoriosDocument13 pagesEvaluación y cálculos de quemadores para hornos rotatoriosRoberto Alanez EncinasNo ratings yet
- Molar Spec HeatsDocument15 pagesMolar Spec Heatsmusic43562981No ratings yet
- Clinker production fuel comparisonDocument8 pagesClinker production fuel comparisonIrfan AhmedNo ratings yet
- Calculation of Max. Ball Size: Plant: Mill Nr. Mill SizeDocument1 pageCalculation of Max. Ball Size: Plant: Mill Nr. Mill SizeAbul QasimNo ratings yet
- Coal Mill Ball Interlocks-V0.0Document11 pagesCoal Mill Ball Interlocks-V0.0Junaid MazharNo ratings yet
- Operational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionDocument6 pagesOperational Audit: An Effective Way FOR Enhancement of Plant Productivity and Savings in Energy ConsumptionJoshua JordanNo ratings yet
- Filling Degree: 1St ChamberDocument6 pagesFilling Degree: 1St ChamberIrfan AhmedNo ratings yet
- Supervisory Fuzzy Control of A Rotary Cement KilnDocument4 pagesSupervisory Fuzzy Control of A Rotary Cement KilnJohn GiannakopoulosNo ratings yet
- Fuel & Energy Comparison Between B/E & Air LiftDocument1 pageFuel & Energy Comparison Between B/E & Air LiftAbul Qasim QasimNo ratings yet
- ATC Report on Dynamic Separator Gap IssuesDocument4 pagesATC Report on Dynamic Separator Gap IssuesDilnesa EjiguNo ratings yet
- Solid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversityDocument36 pagesSolid Fuels: 朱信 Hsin Chu Professor Dept. of Environmental Engineering National Cheng Kung UniversitysreeNo ratings yet
- Raw Mill - Kiln Mass FlowDocument19 pagesRaw Mill - Kiln Mass FlowAndalia Ayu PutryNo ratings yet
- Specific Stoichiometric - Combustion Air CalculationDocument2 pagesSpecific Stoichiometric - Combustion Air CalculationVijay BhanNo ratings yet
- 2012 - Design, Fabrication and Commissioning of RDF PDFDocument72 pages2012 - Design, Fabrication and Commissioning of RDF PDFHilmi Gazali TvkNo ratings yet
- Kiln SimuDocument6 pagesKiln SimuJesus Castañon AlcalaNo ratings yet
- Properties of Coal Classification and AnalysisDocument7 pagesProperties of Coal Classification and AnalysisJaco KotzeNo ratings yet
- Flame StabilityDocument11 pagesFlame StabilityMir Reza Negahban100% (1)
- Cement Cooler EffDocument1 pageCement Cooler Effsafwat hassanNo ratings yet
- Calciner Op Ex CalculationDocument9 pagesCalciner Op Ex CalculationNair YadukrishnanNo ratings yet
- Pyro Heat Balance 8000TPD @23.03.2023Document2 pagesPyro Heat Balance 8000TPD @23.03.2023harikrushnaNo ratings yet
- LAMPIRAN B: PERHITUNGAN NERACA MASSADocument18 pagesLAMPIRAN B: PERHITUNGAN NERACA MASSASatria Muliya PutraNo ratings yet
- Williams Mill Diagnostic and DesignDocument12 pagesWilliams Mill Diagnostic and DesignIrshad HussainNo ratings yet
- Nozzle Ring Area of Raw MillDocument6 pagesNozzle Ring Area of Raw MillThaigroup CementNo ratings yet
- Coal Crushers Optimize ComminutionDocument6 pagesCoal Crushers Optimize ComminutionNguyễn LinhNo ratings yet
- Feasibility Study of Biomass Power PlantDocument40 pagesFeasibility Study of Biomass Power PlantSuman Ghosh100% (2)
- Pre-FeasibilityReportDocument23 pagesPre-FeasibilityReportpallabita ghoshNo ratings yet
- Dalmia Cement's limestone mine expansion in Tamil NaduDocument133 pagesDalmia Cement's limestone mine expansion in Tamil Nadujsrao1100% (1)
- 10 Sep 2016 152634827K6E2IRSDPFRcementplantFinalrevisionDocument80 pages10 Sep 2016 152634827K6E2IRSDPFRcementplantFinalrevisionds wwNo ratings yet
- Sijimiali Vedanta Executive SummaryDocument17 pagesSijimiali Vedanta Executive Summarydebabrata_mNo ratings yet
- CCL Rohini Mine EC for Capacity ExpansionDocument11 pagesCCL Rohini Mine EC for Capacity Expansionenvironment NK AreaNo ratings yet
- Pre-FeasibilityReportDocument23 pagesPre-FeasibilityReportpallabita ghoshNo ratings yet
- Chapter - 2 2. Geology and Climate: 2.1. Geological StructureDocument10 pagesChapter - 2 2. Geology and Climate: 2.1. Geological StructureYogesh DadhichNo ratings yet
- Rainfall - District Wise Timeseries - 1586775755483Document2 pagesRainfall - District Wise Timeseries - 1586775755483pallabita ghoshNo ratings yet
- Geological & Hydrogeological MapDocument1 pageGeological & Hydrogeological Mappallabita ghoshNo ratings yet
- Geological & Hydrogeological MapDocument1 pageGeological & Hydrogeological Mappallabita ghoshNo ratings yet
- Project Report ON: "Brand Preference of Onida Colour TV in Coastal OrissaDocument66 pagesProject Report ON: "Brand Preference of Onida Colour TV in Coastal OrissaApurba KhanduriNo ratings yet
- Fire Resistance UL 1709Document2 pagesFire Resistance UL 1709ednavilod100% (3)
- Model checking flight control systems experienceDocument11 pagesModel checking flight control systems experienceCORAL ALONSONo ratings yet
- Training and Development in Consumer IndustriesDocument31 pagesTraining and Development in Consumer IndustriesKiran kumar SahuNo ratings yet
- Study of Altman's Z ScoreDocument8 pagesStudy of Altman's Z ScoreKatarina JovanovićNo ratings yet
- SCL 3711Document2 pagesSCL 3711MikeNo ratings yet
- United States Government and PoliticsDocument21 pagesUnited States Government and PoliticsTony BuiNo ratings yet
- Malware Analysis Project ClusteringDocument11 pagesMalware Analysis Project ClusteringGilian kipkosgeiNo ratings yet
- Harvard Algorithms cs124 NotesDocument6 pagesHarvard Algorithms cs124 NotesYamini DasguptaNo ratings yet
- C2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFDocument12 pagesC2 - Knowledge - and - Process - Management - v25 - n3 - Fernanda 2018 PDFThomazNo ratings yet
- Study Guide Rev08242018Document188 pagesStudy Guide Rev08242018chong pak limNo ratings yet
- Ball ValveDocument12 pagesBall ValveIdabaNo ratings yet
- Hi Flow GroutDocument2 pagesHi Flow Groutpravi3434No ratings yet
- Discover Haxeflixel FullDocument182 pagesDiscover Haxeflixel FullKristian Macanga100% (3)
- Coal PDFDocument36 pagesCoal PDFurjanagarNo ratings yet
- FoCal Multi-class Toolkit GuideDocument32 pagesFoCal Multi-class Toolkit Guidethyagosmesme100% (1)
- Melissa Wanstall March 2016Document2 pagesMelissa Wanstall March 2016api-215567355No ratings yet
- Soy Candle ModuleDocument17 pagesSoy Candle ModuleCla Rence0% (2)
- North American Free Trade Agreement: Prof. MakhmoorDocument15 pagesNorth American Free Trade Agreement: Prof. MakhmoorShikha ShuklaNo ratings yet
- 5 Dossier SampleDocument22 pages5 Dossier SampleSabeehuddin SafdarNo ratings yet
- Judicial Watch Vs State Dept Stephen Mull DepositionDocument415 pagesJudicial Watch Vs State Dept Stephen Mull DepositionThe Conservative Treehouse100% (1)
- Missing Dovetail RfiDocument1 pageMissing Dovetail RfiPurushotam TapariyaNo ratings yet
- Seatwork 12 Analysis of Variance ANOVA Simple Linear RegressionDocument17 pagesSeatwork 12 Analysis of Variance ANOVA Simple Linear RegressionDanrey PasiliaoNo ratings yet
- Modeling Drop Structures in HEC-RAS 3.1Document29 pagesModeling Drop Structures in HEC-RAS 3.1reluNo ratings yet
- Example of An Essay CAEDocument3 pagesExample of An Essay CAEJon ArriaranNo ratings yet
- A Hacker ProfileDocument2 pagesA Hacker ProfileSibidharan NandhakumarNo ratings yet
- International Journal of Biopharmaceutics: Formulation and Evaluation of Ibuprofen Loaded Maltodextrin Based ProniosomeDocument7 pagesInternational Journal of Biopharmaceutics: Formulation and Evaluation of Ibuprofen Loaded Maltodextrin Based ProniosomeNeng NurtikaNo ratings yet
- BSBPMG534 Task 2 - V2.4Document9 pagesBSBPMG534 Task 2 - V2.4Anoosha MazharNo ratings yet
- 2023 Gaming Report PDFDocument57 pages2023 Gaming Report PDFCésar HéctorNo ratings yet
- 4) Transport and InsuranceDocument10 pages4) Transport and InsuranceBianca AlecuNo ratings yet