You might also like
- Handbook of Heating, Ventilating and Air ConditioningFrom EverandHandbook of Heating, Ventilating and Air ConditioningRating: 4 out of 5 stars4/5 (6)
- Steam Table IAPWS-If97 v2010.0Document8 pagesSteam Table IAPWS-If97 v2010.0cemal gümrükçüoğluNo ratings yet
- Astm B 594Document9 pagesAstm B 594Dinesh Gupta100% (1)
- Rexx ProgsDocument10 pagesRexx ProgsRaveesh BhatNo ratings yet
- Lesson Plan CompleteDocument49 pagesLesson Plan CompleteGifty AppiahNo ratings yet
- Chemistry in Focus A Molecular View of Our World 6th Edition Tro Test BankDocument18 pagesChemistry in Focus A Molecular View of Our World 6th Edition Tro Test Bankrussellsmithnjcoydzkfm100% (14)
- RBMWizardDocument286 pagesRBMWizardJesus EspinozaNo ratings yet
- 3 - Heating - Calculation - Tool - EmptyDocument7 pages3 - Heating - Calculation - Tool - EmptyThaigroup CementNo ratings yet
- Peripheral DevicesDocument24 pagesPeripheral DevicesG.m. Raja100% (1)
- RIL-PSV Calculation SheetDocument4 pagesRIL-PSV Calculation SheetAkashNo ratings yet
- Blending and AgitationDocument18 pagesBlending and AgitationSivanand SNo ratings yet
- Flare Calc Sheet API - RP 521Document13 pagesFlare Calc Sheet API - RP 521ionutlaur86100% (1)
- Cement Kiln Pyro BalanceDocument44 pagesCement Kiln Pyro BalanceirfanNo ratings yet
- Power CalculationDocument4 pagesPower CalculationGunasekaranNo ratings yet
- Mill Calculation: Plant: Date: Mill: VisaDocument2 pagesMill Calculation: Plant: Date: Mill: VisaThaigroup CementNo ratings yet
- Cement Kiln Pyro BalanceDocument45 pagesCement Kiln Pyro BalanceirfanNo ratings yet
- Sizing Three Phase (Gas - Oil) Horizontal Separator: As Per API 12JDocument1 pageSizing Three Phase (Gas - Oil) Horizontal Separator: As Per API 12JekabudiartiNo ratings yet
- Rectangular Jet Air Nozzles and Swirler Improving Ignition and Flame FormationDocument24 pagesRectangular Jet Air Nozzles and Swirler Improving Ignition and Flame Formationhmaza shakeelNo ratings yet
- Kiln FormulasDocument53 pagesKiln FormulasSHRAVAN KUMARNo ratings yet
- Rotary Kiln - Burning Zone Load CalculationDocument2 pagesRotary Kiln - Burning Zone Load CalculationVijay Bhan100% (1)
- Charcoal Tower Sizing CalculationDocument5 pagesCharcoal Tower Sizing CalculationPrathmesh GujaratiNo ratings yet
- Design and Calculation AgitationDocument18 pagesDesign and Calculation AgitationGLENDA CASINONo ratings yet
- PSV No. Cause Calculation:: ReferenceDocument3 pagesPSV No. Cause Calculation:: ReferencerevinNo ratings yet
- Exposure Calculator Noise Level (L DB) Exposure Duration (Hours)Document2 pagesExposure Calculator Noise Level (L DB) Exposure Duration (Hours)NakkolopNo ratings yet
- Fuel Analysis: A H C N O S M QDocument10 pagesFuel Analysis: A H C N O S M QThaigroup CementNo ratings yet
- Documents - MX Cement Kiln Performance CalculationsDocument13 pagesDocuments - MX Cement Kiln Performance CalculationsBùi Hắc HảiNo ratings yet
- DBE-04499Deng - DisplayDocument163 pagesDBE-04499Deng - DisplayThaigroup CementNo ratings yet
- Useful Equations For Kiln & CoolerDocument7 pagesUseful Equations For Kiln & CoolerAbul Qasim100% (2)
- Distance From Addis Ababa (Capital), KMDocument21 pagesDistance From Addis Ababa (Capital), KMThaigroup CementNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document6 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)баха бахинскийNo ratings yet
- Kiln Performance - Efficiency FormulasDocument12 pagesKiln Performance - Efficiency FormulasMohamed ZayedNo ratings yet
- Vertical Separator SizingDocument3 pagesVertical Separator SizingIRVINGNo ratings yet
- Duoflex Kiln BurnerDocument37 pagesDuoflex Kiln BurnerThaigroup Cement100% (1)
- Agitator Design 11 PDF FreeDocument9 pagesAgitator Design 11 PDF FreeMeisam MomeniNo ratings yet
- Kiln CalculationDocument16 pagesKiln CalculationAbhishekNo ratings yet
- Cement Kiln Performance and EfficiencyDocument8 pagesCement Kiln Performance and Efficiencysubham agrawalNo ratings yet
- Lecture 6 Thermal and Hydraulic Design of Engine CyclesDocument34 pagesLecture 6 Thermal and Hydraulic Design of Engine Cycles8기이규원No ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document4 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Екатерина Калашникова100% (1)
- National University of Singapore Department of Mechanical Engineering ME2134 Fluid Mechanics I Tutorial 2 SolutionsDocument19 pagesNational University of Singapore Department of Mechanical Engineering ME2134 Fluid Mechanics I Tutorial 2 SolutionsCl SkyeNo ratings yet
- C Check Value) OT Outside Tolerance (X Is Set)Document4 pagesC Check Value) OT Outside Tolerance (X Is Set)Best Auto TechNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)LIONN TESTE2021No ratings yet
- OT Outside Tolerance (X Is Set)Document4 pagesOT Outside Tolerance (X Is Set)carlos puertoNo ratings yet
- N2 Storage Tank CalDocument3 pagesN2 Storage Tank Calsiby josephNo ratings yet
- 10-102 Endurance CalculationDocument2 pages10-102 Endurance CalculationVenkat KrishnaNo ratings yet
- Heat Design PHT 2Document8 pagesHeat Design PHT 2Nida TasneemNo ratings yet
- EX200-5E 油圧回路図Document1 pageEX200-5E 油圧回路図Colin LeeNo ratings yet
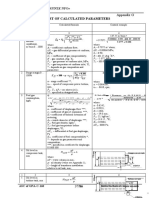
- List of Calculated Parameters: J.S.C. Sumy FRUNZE NPODocument2 pagesList of Calculated Parameters: J.S.C. Sumy FRUNZE NPOShahruh RejepbayevNo ratings yet
- Data SheetsDocument5 pagesData Sheetshector cano moraNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document4 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Best Auto TechNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document4 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)OFFICE DANACNo ratings yet
- OT Outside Tolerance (X Is Set)Document6 pagesOT Outside Tolerance (X Is Set)carlos puertoNo ratings yet
- 101401-9780 Lionn Auto SoftwaresDocument5 pages101401-9780 Lionn Auto SoftwaresLIONN SOFTWARESNo ratings yet
- 101062-9290 TabelaDocument5 pages101062-9290 TabelaLIONN SOFTWARESNo ratings yet
- Horno - QuemadorDocument13 pagesHorno - QuemadorRoberto Alanez EncinasNo ratings yet
- Flare Calc Sheet API RP 521Document9 pagesFlare Calc Sheet API RP 521Miftahul HudaNo ratings yet
- A3 SeparatorDocument59 pagesA3 SeparatorHaziq YussofNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document5 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)carlos puertoNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Agus WijayadiNo ratings yet
- Charcoal Tower Pressure Drop CalculationDocument5 pagesCharcoal Tower Pressure Drop CalculationNalin GujaratiNo ratings yet
- 9412Document3 pages9412Mihai-Eugen Popa100% (1)
- Ceiling & Floor Type Air Conditioner: Service ManualDocument43 pagesCeiling & Floor Type Air Conditioner: Service ManualCesar Calderon GrNo ratings yet
- 101609-3272 TD PDFDocument3 pages101609-3272 TD PDFadhit_90No ratings yet
- Tabel PropertiesDocument4 pagesTabel Propertiesamirin_kingNo ratings yet
- DataSheet LOMBARDINI (CHD SERIES)Document4 pagesDataSheet LOMBARDINI (CHD SERIES)CristianTeodorescuNo ratings yet
- 970119rev0 Breakout Torque 900HP ECI Toque TrackDocument12 pages970119rev0 Breakout Torque 900HP ECI Toque TrackProyectil De ProyectoNo ratings yet
- Waterheater 150FW (H) S (2) en SchemeDocument1 pageWaterheater 150FW (H) S (2) en SchemeDamian OvidiuNo ratings yet
- 3558783Document44 pages3558783สิทธิไชย อรุณวํฒนชัยNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document4 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Nikhil digheNo ratings yet
- Cálculo de Diseño de SeparadoresDocument4 pagesCálculo de Diseño de SeparadoresEdwardNo ratings yet
- S Setting Value, C Check Value) OT Outside Tolerance (X Is Set)Document3 pagesS Setting Value, C Check Value) OT Outside Tolerance (X Is Set)СТО Дизель Улан-УдэNo ratings yet
- Beam & Stirrup Design: Change HereDocument12 pagesBeam & Stirrup Design: Change HereAhmad Sharief Bin JaylaniNo ratings yet
- 101402-9770 Test PlanDocument3 pages101402-9770 Test PlanMihai-Eugen Popa100% (1)
- Temperatu Pressure Gas/Co Sio2 (Quart: K Bar Mol MolDocument5 pagesTemperatu Pressure Gas/Co Sio2 (Quart: K Bar Mol MolThaigroup CementNo ratings yet
- Target TemperatureDocument4 pagesTarget TemperatureThaigroup CementNo ratings yet
- Bucket ElevatorDocument4 pagesBucket ElevatorMohamed ShehataNo ratings yet
- VTT Processes GTT Technologies: Use of For Thermochemical CalculationsDocument21 pagesVTT Processes GTT Technologies: Use of For Thermochemical CalculationsThaigroup CementNo ratings yet
- Chemsheet Can Be Used As A Very Powerful Tool at The Heart of A Process Simulation Program To Determine The ChemicalDocument6 pagesChemsheet Can Be Used As A Very Powerful Tool at The Heart of A Process Simulation Program To Determine The ChemicalThaigroup CementNo ratings yet
- Section 7 Test and InspectionDocument12 pagesSection 7 Test and InspectionThaigroup CementNo ratings yet
- PHE Tool For Common PH Stats and CIsDocument13 pagesPHE Tool For Common PH Stats and CIsThaigroup CementNo ratings yet
- DBE-04958eng - Tape Extractor Vacuum SystemDocument27 pagesDBE-04958eng - Tape Extractor Vacuum SystemThaigroup Cement100% (1)
- Compatibility Report For Ball Charge Design Mill 2Document2 pagesCompatibility Report For Ball Charge Design Mill 2Thaigroup CementNo ratings yet
- Information On The Safe Operation of Starlinger MachinesDocument29 pagesInformation On The Safe Operation of Starlinger MachinesThaigroup CementNo ratings yet
- Information On The Safe Operation of Starlinger MachinesDocument29 pagesInformation On The Safe Operation of Starlinger MachinesThaigroup CementNo ratings yet
- Clamp - AB80 6 EDocument1 pageClamp - AB80 6 EThaigroup CementNo ratings yet
- Volutec Volumetric Dosing Unit With Feed Station: Technical ManualDocument53 pagesVolutec Volumetric Dosing Unit With Feed Station: Technical ManualThaigroup CementNo ratings yet
- Module 7: Installing, Configuring, and Troubleshooting The Network Policy ServerDocument30 pagesModule 7: Installing, Configuring, and Troubleshooting The Network Policy Server健康生活園Healthy Life GardenNo ratings yet
- Konica 7155Document2 pagesKonica 7155isyo411No ratings yet
- 100 QUESTIONS PDF Data - InterpretationDocument30 pages100 QUESTIONS PDF Data - InterpretationSamraat RaviNo ratings yet
- BTech KukDocument12 pagesBTech KukParmjeet DeswalNo ratings yet
- Kshape ShortDocument8 pagesKshape ShortYumin WangNo ratings yet
- Dry Running Piston CompressorsDocument5 pagesDry Running Piston CompressorsGaurav SinghNo ratings yet
- CH 06Document7 pagesCH 06jjts1No ratings yet
- Neural Network Based Rainfall Prediction SystemDocument6 pagesNeural Network Based Rainfall Prediction SystemBaranishankar100% (1)
- WCD Session 01Document25 pagesWCD Session 01swoneraNo ratings yet
- ALJ - ALS BA e 0722Document59 pagesALJ - ALS BA e 0722dexterpoliNo ratings yet
- DX DiagDocument30 pagesDX Diagshinichi kudoNo ratings yet
- WWW - MINEPORTAL.in: Online Test Series ForDocument6 pagesWWW - MINEPORTAL.in: Online Test Series ForAjeet KumarNo ratings yet
- Technical Brief - IP RatingsDocument2 pagesTechnical Brief - IP Ratingscool_rdNo ratings yet
- IDIPSYDocument22 pagesIDIPSYMd FaheemNo ratings yet
- 1 9780898719451 FMDocument22 pages1 9780898719451 FMtuo.liu.geophysicsNo ratings yet
- 140344Document125 pages140344Dawit AwashNo ratings yet
- Mashuda 2021 J. Phys. Conf. Ser. 1805 012001Document8 pagesMashuda 2021 J. Phys. Conf. Ser. 1805 012001Jose FilhoNo ratings yet
- Decision-Making May Be Defined As The Process of Defining The Problem and Identifying and ChoosingDocument5 pagesDecision-Making May Be Defined As The Process of Defining The Problem and Identifying and ChoosingThe PsychoNo ratings yet
- Z Rail Junction BoxDocument2 pagesZ Rail Junction BoxWenceslao CaminosNo ratings yet
- SOFTWARE Upgrade Method FOR 55591PZ - VJD46 - VJD55Document4 pagesSOFTWARE Upgrade Method FOR 55591PZ - VJD46 - VJD55Shailesh VajaNo ratings yet
- TM T82 PDFDocument2 pagesTM T82 PDFNtizz ShndrNo ratings yet
- GFHGHGDocument24 pagesGFHGHGTefo SethNo ratings yet
- Flexible Pavement PDFDocument92 pagesFlexible Pavement PDFhasif21100% (1)