You might also like
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Saf102-Lecture 4A: Safety On Lathe MachineDocument8 pagesSaf102-Lecture 4A: Safety On Lathe MachineLin VictoriaNo ratings yet
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Milling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or OtherDocument9 pagesMilling: SAFETY NOTE! Never Attempt To Operate A Milling Machine While Your Senses Are Impaired by Medication or Otherrc94No ratings yet
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingFrom EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNo ratings yet
- Multi Spindl Drilling MachineDocument38 pagesMulti Spindl Drilling MachineBoopathi KalaiNo ratings yet
- Lecture 9C Safety On Drill Machine A06Document30 pagesLecture 9C Safety On Drill Machine A06isidro ylananNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Drilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Document7 pagesDrilling Machine: Fierda Lestari Sarpangga Putri NRP 0516040128 D4 Teknik K3 Ppns (Lintas Jenjang)Fierda SarpanggaNo ratings yet
- Grinding Overview: Machinist Grinder Interview Questions and AnswersFrom EverandGrinding Overview: Machinist Grinder Interview Questions and AnswersNo ratings yet
- Auto Feed Drill Machine......................Document47 pagesAuto Feed Drill Machine......................vidyadhar GNo ratings yet
- Drill PressDocument5 pagesDrill PressSugumar MurthyNo ratings yet
- Power Point PersentationDocument16 pagesPower Point PersentationMD AFSHANNo ratings yet
- 6 Machines and Machine Processs 1aDocument28 pages6 Machines and Machine Processs 1aAlfred KuwodzaNo ratings yet
- Traditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingFrom EverandTraditional Toolmaking: The Classic Treatise on Lapping, Threading, Precision Measurements, and General ToolmakingRating: 5 out of 5 stars5/5 (2)
- Technological Institute of The Philippines 938 Aurora Boulevard, Cubao, Quezon CityDocument9 pagesTechnological Institute of The Philippines 938 Aurora Boulevard, Cubao, Quezon CityDA YA NANo ratings yet
- Grinding MachinzDocument23 pagesGrinding MachinzLee MafungaNo ratings yet
- Practical No 8Document14 pagesPractical No 8kaushal2442No ratings yet
- SEC-ws - 6-2Document26 pagesSEC-ws - 6-2nadeemsaifi3644No ratings yet
- Drillingandboring 160625093737Document122 pagesDrillingandboring 160625093737nnitinsharma87No ratings yet
- Drilling: Machines, Tools, Equipment and OperationsDocument33 pagesDrilling: Machines, Tools, Equipment and OperationsshvajaNo ratings yet
- How To Use A LatheDocument59 pagesHow To Use A LathecivicbladeNo ratings yet
- DJM1012 Mechatronic Workshop Practice-Machining ReportDocument16 pagesDJM1012 Mechatronic Workshop Practice-Machining ReportRachel Ramirez100% (7)
- V Machining ConventionalDocument22 pagesV Machining Conventionalroamer10No ratings yet
- Milling MachineDocument20 pagesMilling MachineMohd Radzi Kaki Limo100% (1)
- Lathe MachineDocument16 pagesLathe MachineM Arslan AshrafNo ratings yet
- What Is A Milling Machine Used ForDocument10 pagesWhat Is A Milling Machine Used ForAin NadzifahNo ratings yet
- Drilling FEADocument44 pagesDrilling FEAVinay BharadwajNo ratings yet
- Lathe Machine OperationDocument68 pagesLathe Machine OperationKarthick N100% (8)
- Multi Spindle Drilling Machine Project FileDocument28 pagesMulti Spindle Drilling Machine Project FileRoyalAryans100% (5)
- Module 1 - Drill Press and ProcessesDocument53 pagesModule 1 - Drill Press and ProcessesMPatula,Carl McthetsNo ratings yet
- Drilling: MillwrightDocument56 pagesDrilling: MillwrightpiruthivirajNo ratings yet
- Grinding Machine PDFDocument23 pagesGrinding Machine PDFNagi NayakNo ratings yet
- !drilling Machine Geared Head InstructionDocument5 pages!drilling Machine Geared Head InstructionTiago PaivaNo ratings yet
- Drill PressDocument50 pagesDrill PressLovely Jaze SalgadoNo ratings yet
- Mesin Report SEM 2Document17 pagesMesin Report SEM 2Fiqri Ash RuleNo ratings yet
- Drilling ReportDocument8 pagesDrilling ReportThe white lionNo ratings yet
- Engineering Workshop Processes: Certificate in Mechanical EngineeringDocument17 pagesEngineering Workshop Processes: Certificate in Mechanical EngineeringShoby Kesavan PillaiNo ratings yet
- DrillingDocument5 pagesDrillingPUBLIC USERNo ratings yet
- Multi Spindle Attacment in Drilling MachineDocument31 pagesMulti Spindle Attacment in Drilling MachineStartechnico Technocrats100% (1)
- BTEC Assignment - Unit 30Document18 pagesBTEC Assignment - Unit 30Muthu RajanNo ratings yet
- Ilovepdf MergedDocument53 pagesIlovepdf Merged208048022No ratings yet
- Versa MilDocument45 pagesVersa MilmichaelguzziNo ratings yet
- Djj10033 Chapter 2Document30 pagesDjj10033 Chapter 2YogenNo ratings yet
- Milling ReportDocument5 pagesMilling ReportMuhammad Fadhli80% (5)
- Multi Spindle Drilling Machine Project File - CompressDocument28 pagesMulti Spindle Drilling Machine Project File - CompressSidhesh KalangutkarNo ratings yet
- Department of Mechanical Engineering Report No.Document8 pagesDepartment of Mechanical Engineering Report No.DA YA NANo ratings yet
- Drilling Machine Types GuideDocument42 pagesDrilling Machine Types GuideSomenath RahaNo ratings yet
- Universal 3 Motor Drilling MachineDocument6 pagesUniversal 3 Motor Drilling MachineMectrosoft Creative technologyNo ratings yet
- Lathes and Lathe Machining OperationsDocument18 pagesLathes and Lathe Machining Operationssarasrisam100% (1)
- Module 2Document10 pagesModule 2Shamanth M BabuNo ratings yet
- Sigma Institute of Engineering Mechanical Engineering DepartmentDocument37 pagesSigma Institute of Engineering Mechanical Engineering DepartmentSHIVAM PARIHARNo ratings yet
- Milling Report (Indexing)Document23 pagesMilling Report (Indexing)Aiman AlifNo ratings yet
- AdvantagesDocument1 pageAdvantagesaliNo ratings yet
- AbstractDocument1 pageAbstractaliNo ratings yet
- UniKL Assignment 1 Statics and DynamicsDocument3 pagesUniKL Assignment 1 Statics and DynamicsaliNo ratings yet
- Solution of CyberbulliyingDocument1 pageSolution of CyberbulliyingaliNo ratings yet
- General Wave Properties 3 QPDocument8 pagesGeneral Wave Properties 3 QPAli SiddiqNo ratings yet
- Teq CPL Atg FW 2011 PDFDocument25 pagesTeq CPL Atg FW 2011 PDFkeng ClipperNo ratings yet
- Infrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsDocument12 pagesInfrared LED Lights Product Lineup: Abundant Lineup, Total of 56 Models Available For Various ApplicationsKaiser MonterreyNo ratings yet
- Warehouse-Base Plate CalculationDocument20 pagesWarehouse-Base Plate CalculationVikram GaikwadNo ratings yet
- Masibus 8208 User ManualDocument42 pagesMasibus 8208 User ManualMẫn NguyễnNo ratings yet
- Vd13 Vd14 Axitub Piros Winder 4 630t 4 1.10kw - UkDocument2 pagesVd13 Vd14 Axitub Piros Winder 4 630t 4 1.10kw - UkConstantin294No ratings yet
- Troubleshooting Hydraulic Circuits: Fluid PowerDocument32 pagesTroubleshooting Hydraulic Circuits: Fluid PowerMi LuanaNo ratings yet
- Catalog INFICON (Componente Vacuum)Document228 pagesCatalog INFICON (Componente Vacuum)orgas andreiNo ratings yet
- Mathematical Modeling of Spherical Storage TanksDocument7 pagesMathematical Modeling of Spherical Storage TanksMihaela NastaseNo ratings yet
- Calculation of A Stranding ScenarioDocument8 pagesCalculation of A Stranding ScenarioamNo ratings yet
- Us20040200925a1 PDFDocument33 pagesUs20040200925a1 PDFRomán RománNo ratings yet
- Volume TableDocument2 pagesVolume TableMARINELA CademiaNo ratings yet
- Confinement of Special Reinforced ConcreteDocument4 pagesConfinement of Special Reinforced ConcreteYol AtienzaNo ratings yet
- Humidity and Heat in MinesDocument45 pagesHumidity and Heat in MinesAhsan AliNo ratings yet
- VFD Ac ReportDocument20 pagesVFD Ac ReportSameer ZareNo ratings yet
- Cne MicroprojectDocument17 pagesCne MicroprojectPrathamesh HalaleNo ratings yet
- CH21-3 - Standing Waves: Important IdeasDocument4 pagesCH21-3 - Standing Waves: Important Ideasمحمد رزقNo ratings yet
- PHYS 105: Waves and OpticsDocument9 pagesPHYS 105: Waves and OpticsMaden betoNo ratings yet
- 60 TOP MOST NETWORK THEOREMS - Electrical Engineering Multiple Choice Questions and AnswersDocument6 pages60 TOP MOST NETWORK THEOREMS - Electrical Engineering Multiple Choice Questions and Answersrose maryNo ratings yet
- Unit 1 - Measurments and Instrumentation - WWW - Rgpvnotes.inDocument10 pagesUnit 1 - Measurments and Instrumentation - WWW - Rgpvnotes.inAkhilesh ChoudharyNo ratings yet
- Paramagnetic Lab - Farheen & MowDocument8 pagesParamagnetic Lab - Farheen & MowFarheenNo ratings yet
- ATV930 - Unidade de Frenagem e Resistencias de Frenagem - Nov2018Document8 pagesATV930 - Unidade de Frenagem e Resistencias de Frenagem - Nov2018Dyana GontijoNo ratings yet
- Color in Computer GraphicDocument98 pagesColor in Computer GraphicReza AleeNo ratings yet
- Cone Penetration of Lubricating Grease Using One-Quarter and One-Half Scale Cone EquipmentDocument8 pagesCone Penetration of Lubricating Grease Using One-Quarter and One-Half Scale Cone EquipmentAhmedNo ratings yet
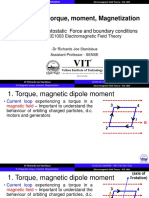
- 6.3 Magnetic Torque, Moment, MagnetizationDocument42 pages6.3 Magnetic Torque, Moment, Magnetizationannambaka satishNo ratings yet
- TOKYO-WIKA JOINT OPERATIONDocument1 pageTOKYO-WIKA JOINT OPERATIONBangkit SamosirNo ratings yet
- 005 Momentum Impulse and Collisions PDFDocument23 pages005 Momentum Impulse and Collisions PDFNIEVA LOU ORBOCNo ratings yet
- Thermodynamic Properties of R-134a Saturated R-134aDocument6 pagesThermodynamic Properties of R-134a Saturated R-134aGvbo rA9No ratings yet
- Operation, Installation and Service ManualDocument102 pagesOperation, Installation and Service ManualJo B. BorromeoNo ratings yet
- Parts and Functions of Incandescent LampsDocument7 pagesParts and Functions of Incandescent LampsJessie Olantigue100% (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Rolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsFrom EverandRolling Bearing Tribology: Tribology and Failure Modes of Rolling Element BearingsNo ratings yet
- Three Laws of Nature: A Little Book on ThermodynamicsFrom EverandThree Laws of Nature: A Little Book on ThermodynamicsRating: 4.5 out of 5 stars4.5/5 (10)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Machinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeFrom EverandMachinery Failure Analysis Handbook: Sustain Your Operations and Maximize UptimeRating: 3.5 out of 5 stars3.5/5 (4)
- Introduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsFrom EverandIntroduction to the Explicit Finite Element Method for Nonlinear Transient DynamicsNo ratings yet
- Basic Alarm Electronics: Toolbox Guides for Security TechniciansFrom EverandBasic Alarm Electronics: Toolbox Guides for Security TechniciansJohn SangerRating: 4 out of 5 stars4/5 (1)