You might also like
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- QW-482 WPS BlankDocument2 pagesQW-482 WPS Blankj29mahonNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- WPS - Pre-Insulated PipesDocument4 pagesWPS - Pre-Insulated Pipesharis bhuttoNo ratings yet
- FM-87 Welding Procedure Specification WPS (MEC ENERGY's Conflicted Copy 2018-07-10)Document2 pagesFM-87 Welding Procedure Specification WPS (MEC ENERGY's Conflicted Copy 2018-07-10)tayyabNo ratings yet
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- 003PQR P1&2 May 17 2018Document3 pages003PQR P1&2 May 17 2018Oliver CastroNo ratings yet
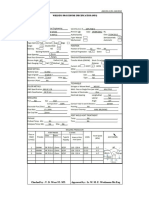
- Welding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2Document2 pagesWelding Procedure Specification (WPS) : FM-87 Issue - 01 Date: Feb, 12,2015 Page 1 of 2tayyabNo ratings yet
- WPS PQRDocument4 pagesWPS PQRGuillermo ZaragozaNo ratings yet
- CS-1 6/1/2015 6/1/2015 R1 Gtaw / Smaw Manual / Manual: Type(s)Document2 pagesCS-1 6/1/2015 6/1/2015 R1 Gtaw / Smaw Manual / Manual: Type(s)Nazar Abdul KareemNo ratings yet
- 01 25284124-8230-26-104-0001 REV.02 Piping List CT1Document1 page01 25284124-8230-26-104-0001 REV.02 Piping List CT1Rajeev KumarNo ratings yet
- Uail - Pin Li-Cqa-213-F-01 WPS FormatDocument2 pagesUail - Pin Li-Cqa-213-F-01 WPS FormatKarthikNo ratings yet
- Wps Borang AdiDocument2 pagesWps Borang AdixernozaqilNo ratings yet
- Wps Borang AdiDocument2 pagesWps Borang AdixernozaqilNo ratings yet
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- 01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundDocument2 pages01 - 25284124-8230-26-000-0004 - REV.02 - Piping - List - O & U UndergroundRajeev KumarNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- Welder Performance Qualifications (WPQ)Document1 pageWelder Performance Qualifications (WPQ)tayyabNo ratings yet
- 01 25284124-8230-26-000-0008 REV.02 Piping List Tie-InDocument2 pages01 25284124-8230-26-000-0008 REV.02 Piping List Tie-InRajeev KumarNo ratings yet
- Hard Facing Overlay PDF FreeDocument2 pagesHard Facing Overlay PDF Freemayav1No ratings yet
- Hard Facing OverlayDocument2 pagesHard Facing OverlayAmanSharmaNo ratings yet
- Wps Magi Tig ExempleDocument6 pagesWps Magi Tig ExempleDanem HalasNo ratings yet
- 2 - Focus II C-307 DC Motor Sigma - IngDocument127 pages2 - Focus II C-307 DC Motor Sigma - IngMatias BruschiniNo ratings yet
- PQRDocument2 pagesPQRRavi KumaranNo ratings yet
- Suggested Weldin Lr. VijDocument4 pagesSuggested Weldin Lr. Vijmallik017100% (2)
- PreviewDocument20 pagesPreviewFarhatNo ratings yet
- Examination Data Sheet: Walter TostoDocument3 pagesExamination Data Sheet: Walter TostoasdasdasdasdNo ratings yet
- AslnDocument2 pagesAslng6vhdytsyzNo ratings yet
- WPS - Sample - Form D17.1 D17.1M 2010Document1 pageWPS - Sample - Form D17.1 D17.1M 2010Mohammed AzizNo ratings yet
- Form N 2 Sample Welding Procedure SpecificationDocument1 pageForm N 2 Sample Welding Procedure SpecificationViswanath SreepadaNo ratings yet
- CMP 200 PD Form Rev KDocument2 pagesCMP 200 PD Form Rev KJIM DISIANo ratings yet
- Welding Procedure Specification (WPS) : BackingDocument1 pageWelding Procedure Specification (WPS) : BackingtimkemperNo ratings yet
- Power Express Pre-Install Checklist V5.0Document14 pagesPower Express Pre-Install Checklist V5.0Victor Angeles Chauca HuamaniNo ratings yet
- 3827-E10-063 - Modulating Control Valve - EDocument6 pages3827-E10-063 - Modulating Control Valve - EMohamed Elsaid El ShallNo ratings yet
- Wps PQR Aws d11 FormDocument2 pagesWps PQR Aws d11 Formflakosisas100% (1)
- L2 WPSDocument1 pageL2 WPSBernardo LeorNo ratings yet
- WPS D1.6 Annex m1 PDFDocument1 pageWPS D1.6 Annex m1 PDFbollascribdNo ratings yet
- 한벨스크류r22 rc2 tm - engDocument76 pages한벨스크류r22 rc2 tm - enggyeong gyu moonNo ratings yet
- Welding Procedure Specification (WPS) : Joints DesignDocument5 pagesWelding Procedure Specification (WPS) : Joints DesignvirnmontalesNo ratings yet
- CompresorDocument109 pagesCompresorhjmmNo ratings yet
- 2G Rev-0-D1 - 2 - AL - PQRDocument2 pages2G Rev-0-D1 - 2 - AL - PQRAhmed GomaaNo ratings yet
- Examination Data Sheet: Walter TostoDocument3 pagesExamination Data Sheet: Walter TostoasdasdasdasdNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specification (WPS)Document2 pagesQw-482 Suggested Format For Welding Procedure Specification (WPS)ING HARRINSON FERREBUSNo ratings yet
- 01 25284124-8230-26-000-0006 REV.02 Piping List EXISTING PIPE RACKDocument2 pages01 25284124-8230-26-000-0006 REV.02 Piping List EXISTING PIPE RACKRajeev KumarNo ratings yet
- Samsung (TDB) DVM S Idu Hidrokit He - HT enDocument32 pagesSamsung (TDB) DVM S Idu Hidrokit He - HT ensloba68No ratings yet
- Sample Format: Sensitivity: LNT Construction Internal UseDocument2 pagesSample Format: Sensitivity: LNT Construction Internal UseKarthikNo ratings yet
- Aws N-1 WPS-PQR FormDocument2 pagesAws N-1 WPS-PQR FormEdwin MariacaNo ratings yet
- Mezz. Anchor Structural Technical Report Rev.01Document10 pagesMezz. Anchor Structural Technical Report Rev.01Mohanad EldarerNo ratings yet
- 3G Rev-0-D1 - 2 - AL-PQRDocument2 pages3G Rev-0-D1 - 2 - AL-PQRAhmed GomaaNo ratings yet
- WPS & PQR of Ravindra KumarDocument4 pagesWPS & PQR of Ravindra Kumartripatipankaj023No ratings yet
- 01 - 25284124-8230-26-000-0010 - REV.01 - Line List - C4 ImportDocument1 page01 - 25284124-8230-26-000-0010 - REV.01 - Line List - C4 ImportRajeev KumarNo ratings yet
- 01 25284124-8230-26-000-0011 REV.01 Piping List HCDSDocument1 page01 25284124-8230-26-000-0011 REV.01 Piping List HCDSRajeev KumarNo ratings yet
- WPS TemplateDocument1 pageWPS TemplateMatt De Hoog100% (1)
- CU Discus CopelandDocument4 pagesCU Discus Copelandahmed sanirNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Joint (QW-402)Document3 pagesJoint (QW-402)MuhammadNajibNo ratings yet
- BaseDocument7 pagesBaseOsamaNo ratings yet
- Placa Base ReporteDocument6 pagesPlaca Base ReporteJose Luis AnayaNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Rizaldy PhoenksNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Bgini KDocument1 pageBgini KRizaldy PhoenksNo ratings yet
- Mechanical Engineering M.Abdul GhoziDocument4 pagesMechanical Engineering M.Abdul GhoziRizaldy PhoenksNo ratings yet
- ASME Sec IX Baru FixDocument5 pagesASME Sec IX Baru FixRizaldy PhoenksNo ratings yet
- Auditing Welds Under ASME IX PDFDocument21 pagesAuditing Welds Under ASME IX PDFkbldamNo ratings yet
- Graycor WPS 19 Sample PDFDocument5 pagesGraycor WPS 19 Sample PDFRizaldy PhoenksNo ratings yet
- PLTS Basics - Edit - 12 - Oct19Document31 pagesPLTS Basics - Edit - 12 - Oct19Rizaldy PhoenksNo ratings yet
- Incoloy 800 Round BarDocument6 pagesIncoloy 800 Round BarAshok MehtaNo ratings yet
- Development of High Strength Construction RebarsDocument13 pagesDevelopment of High Strength Construction Rebarsosman recai100% (3)
- Cutting Tool Applications: by George Schneider, Jr. CmfgeDocument9 pagesCutting Tool Applications: by George Schneider, Jr. CmfgeyvanNo ratings yet
- Forging - Case Hardening For 1.5%Ni-Cr-Mo SteelsDocument8 pagesForging - Case Hardening For 1.5%Ni-Cr-Mo SteelsJaison JoseNo ratings yet
- Characteristics Properties and Uses in MetalDocument13 pagesCharacteristics Properties and Uses in MetalIvy DillaNo ratings yet
- HEKO Products and Services: Elements For Bucket ElevatorsDocument36 pagesHEKO Products and Services: Elements For Bucket ElevatorsShariq KhanNo ratings yet
- Steel Alloy Testing OpDocument14 pagesSteel Alloy Testing OpOm PrakashNo ratings yet
- Steel ShotDocument6 pagesSteel ShotExcel Hydro Pneumatics (INDIA) EHPINo ratings yet
- Continuos Steel Reheating Furnaces: Specification, Design and EquipmentDocument68 pagesContinuos Steel Reheating Furnaces: Specification, Design and EquipmentVishal Duggal83% (12)
- 14 Pelleting C-CU Pelletmill V004 PDFDocument4 pages14 Pelleting C-CU Pelletmill V004 PDFEwin Septian GunturNo ratings yet
- 9f Summary SheetsDocument3 pages9f Summary SheetsbanaliaNo ratings yet
- Clean Air enDocument6 pagesClean Air enHyundianto AgNo ratings yet
- ASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedDocument1 pageASME IIA SA29 SA29M Steel Bars, Carbon and Alloy, Hot-Wrought and Cold-FinishedAmanda Ariesta ApriliaNo ratings yet
- Company ProfileDocument100 pagesCompany ProfileASR MULTIMETALSNo ratings yet
- Engineering Materials Reviewer 3Document23 pagesEngineering Materials Reviewer 3Ronald O.No ratings yet
- Chaitanya IntroductionDocument7 pagesChaitanya Introductionanon_647217551No ratings yet
- Method Statement For Full Flushing ProcessDocument7 pagesMethod Statement For Full Flushing Processgökhan oğuzNo ratings yet
- John S. Page, Conceptual Cost Estimating ManualDocument350 pagesJohn S. Page, Conceptual Cost Estimating ManualIng Hardy Adjunta100% (29)
- FMC PDFDocument20 pagesFMC PDFAnggi SujiwoNo ratings yet
- Lecture - Week 2 - Introduction To SteelDocument49 pagesLecture - Week 2 - Introduction To SteelAhmed MaherNo ratings yet
- Liquid Level Gage Specification Guide PDFDocument30 pagesLiquid Level Gage Specification Guide PDFMark DeMateoNo ratings yet
- Norsok M-601 (Welding and Inspecrtion of Piping)Document24 pagesNorsok M-601 (Welding and Inspecrtion of Piping)John PaulNo ratings yet
- Project On Financial Management: Jaipuria Institute of Management, NoidaDocument24 pagesProject On Financial Management: Jaipuria Institute of Management, NoidaKanak TiwaryNo ratings yet
- Spring Manufacturing ProcessDocument4 pagesSpring Manufacturing ProcessUzma sijratNo ratings yet
- 107 - WELDOX - 700 - UK - Data SheetDocument2 pages107 - WELDOX - 700 - UK - Data SheetLuis AguilarNo ratings yet
- Planilla ComparativaDocument29 pagesPlanilla ComparativaAnthony Luis Zevallos PortilloNo ratings yet
- Nabl Scope TC 7876Document79 pagesNabl Scope TC 7876Kothiyal MukeshNo ratings yet
- Industrial Policy 1956,1991Document12 pagesIndustrial Policy 1956,1991Shri Ram Yadav80% (5)
- Safe Design and Operation of Cryogenic Enclosures: European Industrial Gases Association AisblDocument40 pagesSafe Design and Operation of Cryogenic Enclosures: European Industrial Gases Association AisblKevinNo ratings yet
- Do You Supply Similar Materials?: GB/T 699 Grade 20Document4 pagesDo You Supply Similar Materials?: GB/T 699 Grade 20saputraNo ratings yet