You might also like
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationAhmed saber100% (2)
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- WPS1Document10 pagesWPS1bhavin178No ratings yet
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- Procedure Qualification Records (PQR)Document2 pagesProcedure Qualification Records (PQR)amine algNo ratings yet
- WPS-PQR Gr. CF8MDocument9 pagesWPS-PQR Gr. CF8Mansarmulla711No ratings yet
- WPS-PQR Gr. WCBDocument9 pagesWPS-PQR Gr. WCBansarmulla711No ratings yet
- Welding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2Document2 pagesWelding Procedure Specifications (WPS) : Universitas Negeri Yogyakarta Hanifan Nugroho - B2RahmadiNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Qw-482 Welding Procedure Specification (WPS)Document3 pagesQw-482 Welding Procedure Specification (WPS)Sagar GourNo ratings yet
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Wps Magi Tig Exemple PDFDocument6 pagesWps Magi Tig Exemple PDFJaime PatrónNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarNo ratings yet
- Wps For Structure Mild Steel Fillet Weld - CompressDocument2 pagesWps For Structure Mild Steel Fillet Weld - CompressAhmed saberNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- OC-1-1-FCAW-1 Rev 0 PDFDocument4 pagesOC-1-1-FCAW-1 Rev 0 PDFDario100% (1)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Wps Is 2062 GR B Butt-OkDocument2 pagesWps Is 2062 GR B Butt-OkAnand Kesarkar33% (3)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- WPS Precalificado Aceros Moservin 2022Document2 pagesWPS Precalificado Aceros Moservin 2022Jonathan Espinoza MejiaNo ratings yet
- 03 WPS CS 1Document3 pages03 WPS CS 1mohammadNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Method Statement - STOP-LOGSDocument7 pagesMethod Statement - STOP-LOGSMohammad Bader Al-DeinNo ratings yet
- Metals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Document6 pagesMetals Inspection Services, Inc.: QW - 482 Suggested Format For Welding Procedure Specification (WPS)Luis MuñozNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
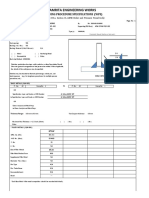
- Amrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Document3 pagesAmrita Engineering Works: QW 483 Suggested Format For Pocedure Qualification Records (PQR)Balkishan DyavanapellyNo ratings yet
- (Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Document6 pages(Refer To The Both Backing and Retainers) (Metal /non Fusing Metal /Non-Metallic /others)Saifulla CmpNo ratings yet
- Wps For Ss 304Document3 pagesWps For Ss 304Sajit PillaiNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- 12 - Wps 001 Estyma Smaw. Rev 0Document1 page12 - Wps 001 Estyma Smaw. Rev 0Luis Felipe SalcedoNo ratings yet
- Rep WPS 02Document2 pagesRep WPS 02shaniraj BirajdarNo ratings yet
- Pt. Prakarsalanggeng Majubersama Welder Performance Qualifications Test (WPQT)Document24 pagesPt. Prakarsalanggeng Majubersama Welder Performance Qualifications Test (WPQT)muhammad rizalNo ratings yet
- PQR 005-50-NLG PWHT (Icas)Document2 pagesPQR 005-50-NLG PWHT (Icas)Atilio BarriosNo ratings yet
- Wps 225Document29 pagesWps 225Muhammad firdaus rusliNo ratings yet
- 37507022-WPS-PQR-SS-316 LDocument5 pages37507022-WPS-PQR-SS-316 LVarun Malhotra100% (5)
- WPS For Structure Mild Steel Fillet WeldDocument2 pagesWPS For Structure Mild Steel Fillet WeldHarkesh Rajput76% (17)
- Wps For Akbtpl E-6013 - ModifiedDocument13 pagesWps For Akbtpl E-6013 - ModifiedvinayNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Aic Asf PQR 133Document3 pagesAic Asf PQR 133AHMED MEDANYNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingPutry NHy Saya0% (1)
- Plantilla WPS (SMAW) Junta TDocument1 pagePlantilla WPS (SMAW) Junta Tjhojan garciaNo ratings yet
- Plantilla WPS (SMAW) Junta TDocument1 pagePlantilla WPS (SMAW) Junta Tjhojan garciaNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Editable AWS D1.1 WPSDocument2 pagesEditable AWS D1.1 WPSSheik Mohamed100% (1)
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Wps PQR Welder Qualification Certification ConsultancyDocument2 pagesWps PQR Welder Qualification Certification ConsultancyEmam SayedNo ratings yet
- Qw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document1 pageQw-482 Welding Procedure Specifications (WPS) : (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)linaNo ratings yet
- Form Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document2 pagesForm Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad MunadiNo ratings yet
- WPS SMAW - PL en V Con GaugingDocument1 pageWPS SMAW - PL en V Con GaugingLuis MirandaNo ratings yet
- PQWDocument3 pagesPQWcorey jacobsNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Welding Procedure Specification-1Document8 pagesWelding Procedure Specification-1Suresh Rathod100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Thesis - Behaviour of Prefabricated Modular Buildings Subjected To Lateral Loads PDFDocument247 pagesThesis - Behaviour of Prefabricated Modular Buildings Subjected To Lateral Loads PDFFumaça FilosóficaNo ratings yet
- Chapter One: China Civil Engineering Construction Coorperation (Ccecc) WasDocument24 pagesChapter One: China Civil Engineering Construction Coorperation (Ccecc) WasMoffat KangombeNo ratings yet
- Prepare Active Directory and Domains For Exchange 2013 PDFDocument18 pagesPrepare Active Directory and Domains For Exchange 2013 PDFAdam DanielNo ratings yet
- PLM V6R2011x System RequirementsDocument46 pagesPLM V6R2011x System RequirementsAnthonio MJNo ratings yet
- Computer Education in Schools Plays Important Role in Students Career Development. ItDocument5 pagesComputer Education in Schools Plays Important Role in Students Career Development. ItEldho GeorgeNo ratings yet
- Mall Road HistoryDocument3 pagesMall Road HistoryKaleem Ahmed100% (1)
- Social WorkDocument12 pagesSocial WorkAshutosh SharmaNo ratings yet
- Case Note Butler Machine 201718Document4 pagesCase Note Butler Machine 201718Maggie SalisburyNo ratings yet
- The Exalted Evening Litany of The Great Pir Nureddin Jerrahi May His Holy Secret Be VictoriousDocument23 pagesThe Exalted Evening Litany of The Great Pir Nureddin Jerrahi May His Holy Secret Be Victoriousnazemuddeen100% (1)
- Gonzales v. Court of Appeals, G.R. No. L-37453, (May 25, 1979), 179 PHIL 149-177)Document21 pagesGonzales v. Court of Appeals, G.R. No. L-37453, (May 25, 1979), 179 PHIL 149-177)yasuren2No ratings yet
- LIVING IN THE WORLD OF WARCRAFT: Construction of Virtual Identities Among Online GamersDocument81 pagesLIVING IN THE WORLD OF WARCRAFT: Construction of Virtual Identities Among Online GamersVirginia Bautista100% (2)
- English8 q1 Mod5 Emotive Words v1Document21 pagesEnglish8 q1 Mod5 Emotive Words v1Jimson GastaNo ratings yet
- Local Media7963636828850740647Document7 pagesLocal Media7963636828850740647Trishia FariñasNo ratings yet
- Purposive Communication GROUP 9Document61 pagesPurposive Communication GROUP 9Oscar DemeterioNo ratings yet
- JawabanDocument12 pagesJawabanKevin FebrianNo ratings yet
- Max3080 Max3089Document21 pagesMax3080 Max3089Peter BirdNo ratings yet
- Plant-Biochemistry-by-Heldt - 2005 - Pages-302-516-79-86 PDFDocument8 pagesPlant-Biochemistry-by-Heldt - 2005 - Pages-302-516-79-86 PDF24 ChannelNo ratings yet
- Thesis RadioactivityDocument13 pagesThesis RadioactivitysaanvicodingNo ratings yet
- LGBT in Malaysia: Social Welfare SystemDocument24 pagesLGBT in Malaysia: Social Welfare SystemMuhammad Syazwan Ahmad Fauzi100% (1)
- Rajiv Gandhi Govt. Polytechnic Itanagar (A.P) : Web Page DesigningDocument13 pagesRajiv Gandhi Govt. Polytechnic Itanagar (A.P) : Web Page Designingkhoda takoNo ratings yet
- IAD 2023 Camporee Information Sheet - CARU - UPDATED 08.09.2022Document8 pagesIAD 2023 Camporee Information Sheet - CARU - UPDATED 08.09.2022Evelyn SaranteNo ratings yet
- Fogarty HardwickDocument35 pagesFogarty HardwickBen KellerNo ratings yet
- Myasthenia Gravis in The Elderly: NeurologyDocument4 pagesMyasthenia Gravis in The Elderly: NeurologyAirin QueNo ratings yet
- Food Security: Its Components and ChallengesDocument9 pagesFood Security: Its Components and ChallengesSimlindile NgobelaNo ratings yet
- Human Rights in The Secondary SchoolDocument57 pagesHuman Rights in The Secondary SchoolJacaNo ratings yet
- Short StoriesDocument20 pagesShort StoriesPatrick Paul AlvaradoNo ratings yet
- 2012 Fall TSJ s03 The Mystery of The Gospel PT 1 - Stuart GreavesDocument5 pages2012 Fall TSJ s03 The Mystery of The Gospel PT 1 - Stuart Greavesapi-164301844No ratings yet
- Lynker Technologies LLC U.S. Caribbean Watershed Restoration and Monitoring Coordinator - SE US Job in Remote - GlassdoorDocument4 pagesLynker Technologies LLC U.S. Caribbean Watershed Restoration and Monitoring Coordinator - SE US Job in Remote - GlassdoorCORALationsNo ratings yet
- Introduction To Civics Lesson PlanDocument3 pagesIntroduction To Civics Lesson Planapi-491671554No ratings yet
- Fallacy of Subjectivity:: ExamplesDocument2 pagesFallacy of Subjectivity:: ExamplesKaustav MannaNo ratings yet