You might also like
- Cementitious Materials for Nuclear Waste ImmobilizationFrom EverandCementitious Materials for Nuclear Waste ImmobilizationRating: 4 out of 5 stars4/5 (1)
- 4-Development of Paver Block by Using RiceDocument9 pages4-Development of Paver Block by Using RicelafryNo ratings yet
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeFrom EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticeNo ratings yet
- Utilization of Rice Husk Ash in Concrete As Cement ReplacementDocument6 pagesUtilization of Rice Husk Ash in Concrete As Cement ReplacementharshitNo ratings yet
- Investigating The Properties of Rice Husk Ash (RHA) As A Partial Replacement of Ordinary Portland CementDocument6 pagesInvestigating The Properties of Rice Husk Ash (RHA) As A Partial Replacement of Ordinary Portland CementTanvir Hasan ShaonNo ratings yet
- R6 - 2011 - Effects of Sodium Chloride Solutions On Compressive Strength Development of Concrete Containing Rice Husk AshDocument8 pagesR6 - 2011 - Effects of Sodium Chloride Solutions On Compressive Strength Development of Concrete Containing Rice Husk Ashshekhar2307No ratings yet
- Sugar AsphaltDocument12 pagesSugar AsphaltJoaquínCollanteNo ratings yet
- G42054044 PDFDocument5 pagesG42054044 PDFbableshNo ratings yet
- Chapter - 1: Fig, 1.1-CONCRETEDocument38 pagesChapter - 1: Fig, 1.1-CONCRETElahari vemulaNo ratings yet
- Irjet V2i5169 PDFDocument11 pagesIrjet V2i5169 PDFPushpendra PalashNo ratings yet
- Effect of Rice Husk Ash On Lime StabilizationDocument20 pagesEffect of Rice Husk Ash On Lime Stabilizationmyself_07101100% (1)
- Compressive Strength of Concrete With Rice Husk Ash As Partial Replacement of Ordinary Portland CementDocument6 pagesCompressive Strength of Concrete With Rice Husk Ash As Partial Replacement of Ordinary Portland CementdamanNo ratings yet
- 10 1016@j Jclepro 2019 119679Document87 pages10 1016@j Jclepro 2019 119679CIVIL ENGINEERINGNo ratings yet
- Effect of Rice Husk Ash On Properties of High Strength ConcreteDocument8 pagesEffect of Rice Husk Ash On Properties of High Strength ConcreteArjun Kisan ShendeNo ratings yet
- Abdullahi PresentationDocument32 pagesAbdullahi PresentationAbdullahi BabatundeNo ratings yet
- Ramesh ConstructionMaterialsFromIndustrialWastes-AReviewDocument8 pagesRamesh ConstructionMaterialsFromIndustrialWastes-AReviewhackerpoint90No ratings yet
- Effect of Admixture On The Compressive Strength of Composite Cement MortarDocument9 pagesEffect of Admixture On The Compressive Strength of Composite Cement MortarNam HuynhNo ratings yet
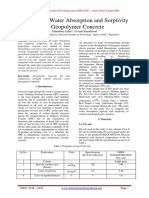
- A Study On Water Absorption and Sorptivity of Geopolymer ConcreteDocument9 pagesA Study On Water Absorption and Sorptivity of Geopolymer ConcreteSajjad AhmadNo ratings yet
- Replacement of Cement With Rice Husk Ash RHADocument42 pagesReplacement of Cement With Rice Husk Ash RHACHIRANJIB SENAPATINo ratings yet
- Rice Husk Ash: Seminar OnDocument14 pagesRice Husk Ash: Seminar OnShiva NandaNo ratings yet
- Behavior of Clayey Soil Stabilized WithDocument5 pagesBehavior of Clayey Soil Stabilized WithmakiNo ratings yet
- Effect of Rice Husk Ash On Properties of ConcreteDocument4 pagesEffect of Rice Husk Ash On Properties of ConcreteEduardo Fernando Alarcon PrincipeNo ratings yet
- Specification For Blended Cement Sri Lanka PDFDocument34 pagesSpecification For Blended Cement Sri Lanka PDFhasanNo ratings yet
- Flexural Behaviour of Reinforced Fly Ash Concrete BeamsDocument7 pagesFlexural Behaviour of Reinforced Fly Ash Concrete Beamsaijazdahani70No ratings yet
- Geo Polymer Mix DesignDocument12 pagesGeo Polymer Mix DesignpulendralkNo ratings yet
- Partial Replacement of Cement With Rice Husk Ash in ConcreteDocument63 pagesPartial Replacement of Cement With Rice Husk Ash in ConcretevignanNo ratings yet
- Research PaperDocument7 pagesResearch PaperShrwan GyawaliNo ratings yet
- Materials and MethodsDocument26 pagesMaterials and MethodsPrashanth PalaniNo ratings yet
- Effect of Rice Husk Ash As A Partial Replacement of Ordinary Portlandcement in ConcreteDocument3 pagesEffect of Rice Husk Ash As A Partial Replacement of Ordinary Portlandcement in ConcreteazapNo ratings yet
- Characterization Assessment of Recycled Emulsion Cold Mixtures Containing High Percentages of Reclaimed MaterialsDocument11 pagesCharacterization Assessment of Recycled Emulsion Cold Mixtures Containing High Percentages of Reclaimed MaterialsAhmed TahsinNo ratings yet
- Project - Bit-Final 8-05-15 PrintDocument39 pagesProject - Bit-Final 8-05-15 PrintchiragdbeckNo ratings yet
- (IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainDocument7 pages(IJETA-V8I6P3) :mehtab Alam, Hemant Kumar SainIJETA - EighthSenseGroupNo ratings yet
- 10 4028@www Scientific net@KEM 857 39Document9 pages10 4028@www Scientific net@KEM 857 39Ahmed EsamNo ratings yet
- A Comparative Study On Clay and Red Soil Based Geopolymer MortarDocument6 pagesA Comparative Study On Clay and Red Soil Based Geopolymer MortarIrfan PvNo ratings yet
- Study On Strength Behaviour of Concrete Using Foundry Dust in Fine AggregateDocument60 pagesStudy On Strength Behaviour of Concrete Using Foundry Dust in Fine AggregateMourya Teja Vuddandi100% (1)
- Ijce V3i7p126Document4 pagesIjce V3i7p126Sriram RNo ratings yet
- Roof Tiles Prepared by Using Fly Ash and Analyzing Mechanical PropertiesDocument8 pagesRoof Tiles Prepared by Using Fly Ash and Analyzing Mechanical PropertiesTJPRC PublicationsNo ratings yet
- Batch 4 ProgressDocument43 pagesBatch 4 ProgressYASHWANTH.M.KNo ratings yet
- Investigation On Sustainable Concrete Using M-Sand and Rice Husk AshDocument4 pagesInvestigation On Sustainable Concrete Using M-Sand and Rice Husk AshjyothiNo ratings yet
- Effect of Waste Foundry Sand As PartialDocument4 pagesEffect of Waste Foundry Sand As Partialshivanand hippargaNo ratings yet
- Porcelana de Revestimento Elétrico - Argamassa AutonivelanteDocument16 pagesPorcelana de Revestimento Elétrico - Argamassa AutonivelanteDjalma NetoNo ratings yet
- Geoploymer Mix DesignDocument13 pagesGeoploymer Mix DesignShahid PerwezNo ratings yet
- Multisored BuildingDocument61 pagesMultisored BuildingKaushiki KambojNo ratings yet
- Harichane Ghrici 2009Document8 pagesHarichane Ghrici 2009rajpcNo ratings yet
- Flyash BricksDocument50 pagesFlyash BricksSuresh ShanmugavelNo ratings yet
- Experimental Investigation, On High Expensive Black Cotton Soil by Using Phosphogypsum, Lime and Fly AshDocument32 pagesExperimental Investigation, On High Expensive Black Cotton Soil by Using Phosphogypsum, Lime and Fly AshJayendra SolankiNo ratings yet
- Microstructure Studies On The Effect of Alkaline Activators To Flyash Ratio On Geopolymer ConcreteDocument8 pagesMicrostructure Studies On The Effect of Alkaline Activators To Flyash Ratio On Geopolymer ConcreteIJRASETPublicationsNo ratings yet
- UG ReportDocument16 pagesUG ReportMohitNo ratings yet
- Group 7 2023 PROJECT THESISDocument21 pagesGroup 7 2023 PROJECT THESISkelvinNo ratings yet
- E P H V S C G T C: Mohd Warid Hussin, Lim Siong Kang, Fadhadli ZakariaDocument13 pagesE P H V S C G T C: Mohd Warid Hussin, Lim Siong Kang, Fadhadli ZakariamajedsalehNo ratings yet
- Physical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewDocument5 pagesPhysical and Chemical Properties of Rice Husk Ash and Ground Granulated Blast Furnace Slag - A ReviewGJESRNo ratings yet
- Improvement in The Strength of Concrete by Using Industrial and Agricultural WasteDocument5 pagesImprovement in The Strength of Concrete by Using Industrial and Agricultural WastehasshosNo ratings yet
- Review Paper On Geopolymer Concrete by Using GGBS and Rice Husk AshDocument6 pagesReview Paper On Geopolymer Concrete by Using GGBS and Rice Husk AshIJRASETPublicationsNo ratings yet
- Compressive Strength of Cement & Fly Ash Mortar:-A Case StudyDocument9 pagesCompressive Strength of Cement & Fly Ash Mortar:-A Case StudyOudhai VONGKEONo ratings yet
- (21910359 - Science and Engineering of Composite Materials) Effects of Sugar Cane Bagasse Ash As A Cement Replacement On Properties of MortarsDocument7 pages(21910359 - Science and Engineering of Composite Materials) Effects of Sugar Cane Bagasse Ash As A Cement Replacement On Properties of MortarsAnteneh GeremewNo ratings yet
- Effect of Silica Fume On The Mechanical Properties of FA Based Geopolymer Concrete, Okoye Et Al, 2016 PDFDocument7 pagesEffect of Silica Fume On The Mechanical Properties of FA Based Geopolymer Concrete, Okoye Et Al, 2016 PDFNeeraj VarmaNo ratings yet
- Physical and Chemical Properties of Rice Straw Ash and Its EffectDocument11 pagesPhysical and Chemical Properties of Rice Straw Ash and Its EffectJerry Delgado67% (3)
- Experimental Investigation On Concrete With Partial Replacement of Fine Aggregate by Marble Dust PowderDocument7 pagesExperimental Investigation On Concrete With Partial Replacement of Fine Aggregate by Marble Dust PowderDas TadankiNo ratings yet
- Autoclaved Aerated ConcreteDocument4 pagesAutoclaved Aerated ConcreteArunima DineshNo ratings yet
- Uses of Red Mud As A Construction MaterialDocument18 pagesUses of Red Mud As A Construction Materialshivanand hippargaNo ratings yet
- Assignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterDocument1 pageAssignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterKomal MeenaNo ratings yet
- Minor Project PDFDocument39 pagesMinor Project PDFKomal MeenaNo ratings yet
- Prem Project PDFDocument106 pagesPrem Project PDFKomal MeenaNo ratings yet
- 1 s2.0 S2214509516300924 Main PDFDocument9 pages1 s2.0 S2214509516300924 Main PDFAAKIL AHAMEDNo ratings yet
- Assignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterDocument1 pageAssignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterKomal MeenaNo ratings yet
- Assignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterDocument1 pageAssignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterKomal MeenaNo ratings yet
- Assignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterDocument1 pageAssignment Madar Railway Station: Komal Meena 17CE 68 Civil 7 SemesterKomal MeenaNo ratings yet
- 1 s2.0 S2214509516300924 Main PDFDocument9 pages1 s2.0 S2214509516300924 Main PDFAAKIL AHAMEDNo ratings yet
- Prem Project PDFDocument106 pagesPrem Project PDFKomal MeenaNo ratings yet
- Assignment 1Document3 pagesAssignment 1Komal MeenaNo ratings yet
- 0 - Summary (Project) 2Document1 page0 - Summary (Project) 2Komal MeenaNo ratings yet
- 0 - Summary (Project) 2Document1 page0 - Summary (Project) 2Komal MeenaNo ratings yet
- Practical Report On: Concrete and MasonryDocument15 pagesPractical Report On: Concrete and MasonrySubodh Kumar KamalNo ratings yet
- Sizes of Aggregate For Road and Bridge ConstructionDocument3 pagesSizes of Aggregate For Road and Bridge ConstructionRicardoNo ratings yet
- DSR PuneDocument8 pagesDSR Punedigvijayjagatap50% (2)
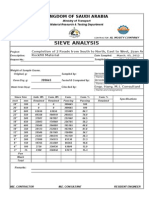
- Sieve Analysis: Kingdom of Saudi ArabiaDocument12 pagesSieve Analysis: Kingdom of Saudi ArabiagadNo ratings yet
- WBM 05Document6 pagesWBM 05Safdar HasnainNo ratings yet
- Multipurpose Sieving MachineDocument9 pagesMultipurpose Sieving MachineIJRASETPublicationsNo ratings yet
- Laboratory TestDocument78 pagesLaboratory Testyohanis ashineNo ratings yet
- Astm C173 Air Content of Fresh ConcreteDocument3 pagesAstm C173 Air Content of Fresh Concretejomer john estonelo100% (3)
- Testing of AggregatesDocument14 pagesTesting of AggregatesADIB AFIFINo ratings yet
- C289Document22 pagesC289Gato SesaNo ratings yet
- Final Report On Comparative Study of Construction Material Used in BuildingDocument9 pagesFinal Report On Comparative Study of Construction Material Used in BuildingSantosh YadavNo ratings yet
- En-37 Cuaresma Lab-8Document4 pagesEn-37 Cuaresma Lab-8Vincent LeguesNo ratings yet
- BS EN 196-1 Review.Document38 pagesBS EN 196-1 Review.龙琦No ratings yet
- Determination of Partical Size Distribution of AggregateDocument5 pagesDetermination of Partical Size Distribution of AggregateschoffilNo ratings yet
- Fabricated Equipment - Vibratory FeedersDocument12 pagesFabricated Equipment - Vibratory Feedersahmedmfahim2No ratings yet
- Is 2386 1 1963Document6 pagesIs 2386 1 1963Binod SharmaNo ratings yet
- Astm c117-17Document5 pagesAstm c117-17Indrawan Soleh PutraNo ratings yet
- Whey Protein Layer Applied On Biodegradable Packaging Film To Improve Barrier Properties While Maintaining BiodegradabilityDocument7 pagesWhey Protein Layer Applied On Biodegradable Packaging Film To Improve Barrier Properties While Maintaining Biodegradabilityfahrullah unhasNo ratings yet
- Local Media3823381908007501106Document72 pagesLocal Media38233819080075011061B DEGOMA JAYD ANDREI A.No ratings yet
- Grind Circuit Optimization Using Real-Time Measurement of Individual Hydrocyclone Overflow Stream Particle Size Enabled by Novel CYCLONEtrac TechnologyDocument18 pagesGrind Circuit Optimization Using Real-Time Measurement of Individual Hydrocyclone Overflow Stream Particle Size Enabled by Novel CYCLONEtrac TechnologySusan McCulloughNo ratings yet
- Physical Properties of Reservoir RocksDocument159 pagesPhysical Properties of Reservoir RocksWassef MBNo ratings yet
- Recommended Performance Guideline Micro Surfacing: NoticeDocument17 pagesRecommended Performance Guideline Micro Surfacing: NoticeRaAl GaRuNo ratings yet
- Iii. Earthwork: 1. Construction of Traffic Routes 64Document6 pagesIii. Earthwork: 1. Construction of Traffic Routes 64Willer B MarinhoNo ratings yet
- Sieve Analysis of Given Soil SampleDocument7 pagesSieve Analysis of Given Soil SampleWaQar SaleemNo ratings yet
- Bitumen Extraction - BBC (C) New 30.08.2019Document1 pageBitumen Extraction - BBC (C) New 30.08.2019Motaz AbdallahNo ratings yet
- Astm C127-88 (2001)Document4 pagesAstm C127-88 (2001)JoseNo ratings yet
- Swelling Properties of Roasted Coffee Particles: Research ArticleDocument11 pagesSwelling Properties of Roasted Coffee Particles: Research ArticlePeter YopneNo ratings yet
- PRC-II Lab ManualDocument41 pagesPRC-II Lab ManualRana Asad AliNo ratings yet
- 926 - CR - Metal Con Seive & Flaki,-KarjDocument130 pages926 - CR - Metal Con Seive & Flaki,-Karjrahul pardeshiNo ratings yet
- Review MODULE - GEOTECHNICAL ENGINEERING (Soil Properties)Document1 pageReview MODULE - GEOTECHNICAL ENGINEERING (Soil Properties)I'm an EngineerNo ratings yet
- Marine Structural Design CalculationsFrom EverandMarine Structural Design CalculationsRating: 4.5 out of 5 stars4.5/5 (13)
- To Engineer Is Human: The Role of Failure in Successful DesignFrom EverandTo Engineer Is Human: The Role of Failure in Successful DesignRating: 4 out of 5 stars4/5 (137)
- Carpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresFrom EverandCarpentry Made Easy - The Science and Art of Framing - With Specific Instructions for Building Balloon Frames, Barn Frames, Mill Frames, Warehouses, Church SpiresRating: 1 out of 5 stars1/5 (2)
- Advanced Modelling Techniques in Structural DesignFrom EverandAdvanced Modelling Techniques in Structural DesignRating: 5 out of 5 stars5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Structural Steel Design to Eurocode 3 and AISC SpecificationsFrom EverandStructural Steel Design to Eurocode 3 and AISC SpecificationsNo ratings yet
- Flow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesFrom EverandFlow-Induced Vibrations: Classifications and Lessons from Practical ExperiencesTomomichi NakamuraRating: 4.5 out of 5 stars4.5/5 (4)
- Structural Cross Sections: Analysis and DesignFrom EverandStructural Cross Sections: Analysis and DesignRating: 4.5 out of 5 stars4.5/5 (19)
- Green Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsFrom EverandGreen Roofs, Facades, and Vegetative Systems: Safety Aspects in the StandardsNo ratings yet
- Pile Design and Construction Rules of ThumbFrom EverandPile Design and Construction Rules of ThumbRating: 4.5 out of 5 stars4.5/5 (15)
- Engineering for Kids: Building and Construction Fun | Children's Engineering BooksFrom EverandEngineering for Kids: Building and Construction Fun | Children's Engineering BooksRating: 3 out of 5 stars3/5 (2)
- Bridge Engineering: Classifications, Design Loading, and Analysis MethodsFrom EverandBridge Engineering: Classifications, Design Loading, and Analysis MethodsRating: 4 out of 5 stars4/5 (16)
- Piezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringFrom EverandPiezocone and Cone Penetration Test (CPTu and CPT) Applications in Foundation EngineeringNo ratings yet
- Transmission Pipeline Calculations and Simulations ManualFrom EverandTransmission Pipeline Calculations and Simulations ManualRating: 4.5 out of 5 stars4.5/5 (10)
- Advanced Design Examples of Seismic Retrofit of StructuresFrom EverandAdvanced Design Examples of Seismic Retrofit of StructuresRating: 1 out of 5 stars1/5 (1)
- Design and Construction of Soil Anchor PlatesFrom EverandDesign and Construction of Soil Anchor PlatesRating: 5 out of 5 stars5/5 (1)
- Climate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingFrom EverandClimate Adaptation Engineering: Risks and Economics for Infrastructure Decision-MakingNo ratings yet