You might also like
- Practical Guide to the Operational Use of the SVD Sniper RifleFrom EverandPractical Guide to the Operational Use of the SVD Sniper RifleRating: 2.5 out of 5 stars2.5/5 (2)
- Hunger VDS2: Valve Seat Refacing ToolDocument4 pagesHunger VDS2: Valve Seat Refacing ToolOrlando GalvanNo ratings yet
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- RDS Product SheetDocument3 pagesRDS Product SheetSoufiane BounezraNo ratings yet
- Fisher FIELDVUE DVC6200 Series Digital Valve Controllers PDFDocument72 pagesFisher FIELDVUE DVC6200 Series Digital Valve Controllers PDFARMANDO0% (1)
- CATALOG M19 Marine RangeDocument41 pagesCATALOG M19 Marine RangeDanielNo ratings yet
- WT Europb2011 NPDocument72 pagesWT Europb2011 NPElaine JohnsonNo ratings yet
- Cylinder Head - Group 02Document29 pagesCylinder Head - Group 02Miodrag HuberNo ratings yet
- Euro PBDocument79 pagesEuro PBalexayala5151No ratings yet
- NN044207 - D - GB MH2200lDocument12 pagesNN044207 - D - GB MH2200lAlex_andru_1969No ratings yet
- Manual 730N enDocument25 pagesManual 730N enRenato Purcino100% (1)
- Fisher Diaphragm Rotary ActuatorDocument12 pagesFisher Diaphragm Rotary Actuatordennis_ugarteNo ratings yet
- Ac Motor Repair: B60Z (A262) B80Z (A257) B60Z (B230) B80Z (B233) T5Z (B476) T7Z (B477) C60Z (B478) C80Z (B479)Document14 pagesAc Motor Repair: B60Z (A262) B80Z (A257) B60Z (B230) B80Z (B233) T5Z (B476) T7Z (B477) C60Z (B478) C80Z (B479)Christian Bedoya0% (1)
- Light Duty Engineering Lathe User ManualDocument10 pagesLight Duty Engineering Lathe User ManualifmatosNo ratings yet
- Safety & Operating Manual: Power Crimp 707 CrimperDocument20 pagesSafety & Operating Manual: Power Crimp 707 CrimpervankarpNo ratings yet
- Operation and Maintenance Manual: Model 15E VibroDocument32 pagesOperation and Maintenance Manual: Model 15E VibroMark EsguerraNo ratings yet
- Wtool Euro 2012Document72 pagesWtool Euro 2012AcaJoksimovic100% (1)
- Online HDM690Document20 pagesOnline HDM690Kyle SchwulstNo ratings yet
- Quick Start Guide Fieldvue Dvc6200 Series Digital Valve Controllers en 122598Document44 pagesQuick Start Guide Fieldvue Dvc6200 Series Digital Valve Controllers en 122598said250009250No ratings yet
- Omnicrimp 21 ManualDocument16 pagesOmnicrimp 21 ManualYipper ShnipperNo ratings yet
- Instructions ADocument16 pagesInstructions AicineysaNo ratings yet
- Msa-Sb-2600 Military Sub-Assembly: High Efficiency Electric Convection Oven Installation - Operation - Service - PartsDocument31 pagesMsa-Sb-2600 Military Sub-Assembly: High Efficiency Electric Convection Oven Installation - Operation - Service - PartsmuaadhNo ratings yet
- Leiten - Manual - Dobladora Velox42Document21 pagesLeiten - Manual - Dobladora Velox42Edson arturo Moncada correaNo ratings yet
- Fisher 2052 Diaphragm Rotary Actuador PDFDocument20 pagesFisher 2052 Diaphragm Rotary Actuador PDFARMANDONo ratings yet
- Improve Fuel Nozzle TipsDocument5 pagesImprove Fuel Nozzle TipsAlexis Barnabás Collins100% (1)
- Service ManualDocument63 pagesService ManualHackme TonightNo ratings yet
- PT7722Document31 pagesPT7722ArmorNo ratings yet
- QR370 Parts ManualDocument28 pagesQR370 Parts ManualFrancisco Gonzalez100% (1)
- Contentonly Aspx PDFDocument26 pagesContentonly Aspx PDFAminata Koodé KaneNo ratings yet
- Manuals - ExhaustFans - Exhaust O&IMDocument56 pagesManuals - ExhaustFans - Exhaust O&IMDavina FristantryNo ratings yet
- TMVW Orbital Motor Repair InstructionDocument28 pagesTMVW Orbital Motor Repair InstructionServicio TLMNo ratings yet
- Model 1433 Power Meat Cutter Operating and Service ManualDocument40 pagesModel 1433 Power Meat Cutter Operating and Service ManualJivan KaprielianNo ratings yet
- Catalog M15 Marine RangeDocument42 pagesCatalog M15 Marine RangePalatzkeNo ratings yet
- Sideshift Installation Manual V2.3Document59 pagesSideshift Installation Manual V2.3Walter Ernesto Flores MenedezNo ratings yet
- Fisher Fieldvue DVC6200 Series Digital Valve Controllers: Quick Start GuideDocument44 pagesFisher Fieldvue DVC6200 Series Digital Valve Controllers: Quick Start GuideSuraj SNo ratings yet
- Installation Manual: VAI 6-025 WN VAI 6-035 WN VAI 6-050 WN VAI 6-065 WNDocument144 pagesInstallation Manual: VAI 6-025 WN VAI 6-035 WN VAI 6-050 WN VAI 6-065 WNjose maria AussenacNo ratings yet
- Convection Heater Model 2460, 2461, 2462: Homeowner's Installation and Operating ManualDocument32 pagesConvection Heater Model 2460, 2461, 2462: Homeowner's Installation and Operating Manualgr1mr343prNo ratings yet
- Annular Cutter Sharpening Machine HMCS100-2Document19 pagesAnnular Cutter Sharpening Machine HMCS100-2Agustin AchioNo ratings yet
- Busch Instruction Manual SECO SV SD 1010 1040 C en 0870569132 0004Document24 pagesBusch Instruction Manual SECO SV SD 1010 1040 C en 0870569132 0004Melvic BinosNo ratings yet
- GY520 Rate Gyro Setup GuideDocument39 pagesGY520 Rate Gyro Setup GuideDaniel CóNo ratings yet
- Deluxe Stitcher Head ManualDocument48 pagesDeluxe Stitcher Head ManualMaxwell MandikumbaNo ratings yet
- Lift CylindersDocument30 pagesLift CylindersHector PuacNo ratings yet
- Sx90transducer ReplacementDocument14 pagesSx90transducer ReplacementLEANDRO DELOS SANTOSNo ratings yet
- Operating Manual: Tietjen Hammermill Type FD 25Document68 pagesOperating Manual: Tietjen Hammermill Type FD 25Đức NguyễnNo ratings yet
- CJ615-01 MM S222.164.en-04Document70 pagesCJ615-01 MM S222.164.en-04Lmf Daniel100% (2)
- Wood MizerDocument140 pagesWood MizerNakedNo ratings yet
- Soyer ManualDocument10 pagesSoyer ManualdoarzevelNo ratings yet
- Rapid Facer 1000 - (ENG)Document18 pagesRapid Facer 1000 - (ENG)Motokoy Sprekitik TakoykoyNo ratings yet
- Automatic and Manual Turrets PDFDocument28 pagesAutomatic and Manual Turrets PDFPhineas MagellanNo ratings yet
- 2010 QX Series Manual Rev B 041921Document40 pages2010 QX Series Manual Rev B 041921Mi doremiNo ratings yet
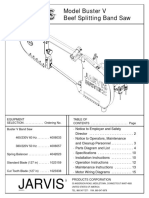
- Buster 5Document16 pagesBuster 5Kevin GutierrezNo ratings yet
- Venturi Medium Sized (VMS) : ApplicationDocument8 pagesVenturi Medium Sized (VMS) : ApplicationChn TutkunNo ratings yet
- ZHD Operators Manual PDFDocument32 pagesZHD Operators Manual PDFduxi1981No ratings yet
- Scania HPI System EDCDocument29 pagesScania HPI System EDCnoran100% (1)
- Bearing Handbook For Electric Motors PDFDocument34 pagesBearing Handbook For Electric Motors PDF최승원No ratings yet
- Riv 912Document48 pagesRiv 912Hotline LeadecNo ratings yet
- 42hds52 PDFDocument141 pages42hds52 PDFpapa123No ratings yet
- Hustler Fast Trac SD Parts ManualDocument74 pagesHustler Fast Trac SD Parts ManualRick HareNo ratings yet
- Rcu - Rcup-Auz - SC2-P02QDocument56 pagesRcu - Rcup-Auz - SC2-P02QRexCrazyMind50% (2)
- Remote Condensing Unit ManualDocument32 pagesRemote Condensing Unit ManualBazin TsegayeNo ratings yet
- Source 2 Source 1Document3 pagesSource 2 Source 1Orlando GalvanNo ratings yet
- Bateria 12 V 40ah GELDocument2 pagesBateria 12 V 40ah GELelmerNo ratings yet
- PVX-5340T Sun XtenderDocument1 pagePVX-5340T Sun XtenderOrlando GalvanNo ratings yet
- 2SC1827 Complementary 2SA769Document1 page2SC1827 Complementary 2SA769isaiasvaNo ratings yet
- Start Generator Guidance PDFDocument21 pagesStart Generator Guidance PDFMuhammad AamirNo ratings yet
- Automatic Transfer Switch ATC 300Document3 pagesAutomatic Transfer Switch ATC 300Orlando GalvanNo ratings yet
- Turbo VTR 251 Motor 3Document1 pageTurbo VTR 251 Motor 3Orlando GalvanNo ratings yet
- Model CM0900 1 Phase Automatic Transfer Switch ControllerDocument16 pagesModel CM0900 1 Phase Automatic Transfer Switch ControllerLuisFdoAlvaradoSaboríoNo ratings yet
- EG2000 Manual enDocument8 pagesEG2000 Manual enOrlando GalvanNo ratings yet
- Standard Control Unit (SCU+)Document4 pagesStandard Control Unit (SCU+)Orlando GalvanNo ratings yet
- High Pressure Injection System 01Document58 pagesHigh Pressure Injection System 01Orlando GalvanNo ratings yet
- Tta - Atc 300 Eaton PDFDocument40 pagesTta - Atc 300 Eaton PDFJaime MendozaNo ratings yet
- Air StarterDocument9 pagesAir StarterJorge OportoNo ratings yet
- VA 320 VA 320 VA 320: Technical SpecificationDocument1 pageVA 320 VA 320 VA 320: Technical SpecificationOrlando GalvanNo ratings yet
- Medicion de Valvulas WuxiDocument1 pageMedicion de Valvulas WuxiOrlando GalvanNo ratings yet
- Instalacion de Bombas RopperDocument93 pagesInstalacion de Bombas RopperLuis Arturo Tello LeyvaNo ratings yet
- Hunger VKM3.1 Valve Grinding MachineDocument2 pagesHunger VKM3.1 Valve Grinding MachineOrlando GalvanNo ratings yet
- SV7 Safety Valves: For Use With Steam and AirDocument12 pagesSV7 Safety Valves: For Use With Steam and AirOrlando GalvanNo ratings yet
- UK1111if 10132 PDFDocument2 pagesUK1111if 10132 PDFAdeImanudinNo ratings yet
- Multi-Purpose Composite For Bonding, Sealing and Rebuilding ApplicationsDocument2 pagesMulti-Purpose Composite For Bonding, Sealing and Rebuilding ApplicationsJorge perezNo ratings yet
- Instalacion de Bombas RopperDocument93 pagesInstalacion de Bombas RopperLuis Arturo Tello LeyvaNo ratings yet
- Manual de Mantenimineto de Torno PDFDocument76 pagesManual de Mantenimineto de Torno PDFOrlando GalvanNo ratings yet
- Aceite Cetus Hypersyn 100 ChevronDocument4 pagesAceite Cetus Hypersyn 100 ChevronOrlando GalvanNo ratings yet
- Luzhou Mineral Oil Separator PDFDocument12 pagesLuzhou Mineral Oil Separator PDFOrlando GalvanNo ratings yet
- Manual de Mantenimineto de Torno PDFDocument76 pagesManual de Mantenimineto de Torno PDFOrlando GalvanNo ratings yet
- High Performance Synthetic Compressor LubricantDocument2 pagesHigh Performance Synthetic Compressor LubricantOrlando GalvanNo ratings yet
- Listado de Repuestos de Torno PDFDocument15 pagesListado de Repuestos de Torno PDFOrlando GalvanNo ratings yet
- Manual de Mantenimineto de Torno PDFDocument76 pagesManual de Mantenimineto de Torno PDFOrlando GalvanNo ratings yet
- Xy-Sa-Gpi2304-1 PLDDocument3 pagesXy-Sa-Gpi2304-1 PLDrafaelNo ratings yet
- Craig - ScsoDocument101 pagesCraig - ScsoWCYB DigitalNo ratings yet
- Crankshaft Mazda 2.3LDocument5 pagesCrankshaft Mazda 2.3LmiguelNo ratings yet
- BMW m2, m3 y m4 RecallDocument2 pagesBMW m2, m3 y m4 RecallMauricio Carvallo G.No ratings yet
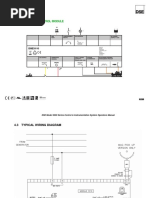
- DSE3110 Wiring Diagram PDFDocument2 pagesDSE3110 Wiring Diagram PDFJohn Garnet100% (3)
- RMYC Yearbook 2009Document124 pagesRMYC Yearbook 2009Executive Media0% (1)
- Australian 4WD Action 231 - 2015 AUDocument214 pagesAustralian 4WD Action 231 - 2015 AUtheMonch100% (2)
- NewEra 2014 PDFDocument321 pagesNewEra 2014 PDFrexmist89% (9)
- SDE Catalogue 目录201611DISCDocument14 pagesSDE Catalogue 目录201611DISClasithNo ratings yet
- Mitsubishi Delica L400 Repair Manual PDFDocument6 pagesMitsubishi Delica L400 Repair Manual PDFPaul Armada Rebellon0% (1)
- Ford 'S Competitors AnalysisDocument19 pagesFord 'S Competitors Analysism 144702778% (9)
- Learner Licence Theory Test Question1 Signs and MarkingsDocument8 pagesLearner Licence Theory Test Question1 Signs and Markingsapi-256900188No ratings yet
- A Company Case Study On "Ford"Document14 pagesA Company Case Study On "Ford"ravi pratap0% (1)
- PagesDocument124 pagesPagesMilan PatidarNo ratings yet
- Promoção Nov 2023Document2 pagesPromoção Nov 2023contatoNo ratings yet
- Calculating Speed From RPMDocument3 pagesCalculating Speed From RPMTavi SharmaNo ratings yet
- Stock Unit Soeta 26-05-2023aDocument18 pagesStock Unit Soeta 26-05-2023aPalembang Online MarketNo ratings yet
- Motor Vehicle Inspection SystemDocument8 pagesMotor Vehicle Inspection SystemGerry Jimenez Sao-anNo ratings yet
- New CoilDocument10 pagesNew Coiltoninhomelotti_53173No ratings yet
- Vaisistha Aqm Ii Assignment IDocument7 pagesVaisistha Aqm Ii Assignment IVaisistha BalNo ratings yet
- Aluminum Content in European Passenger Cars: Prepared ForDocument23 pagesAluminum Content in European Passenger Cars: Prepared ForMohmal AhmedNo ratings yet
- (14.6) Midnight UnboundDocument114 pages(14.6) Midnight UnboundcuentahbopalomaNo ratings yet
- Punch Dealer Deck FinalDocument26 pagesPunch Dealer Deck FinalrajachemNo ratings yet
- Workshop Repair Manual: ENGINE (Diesel) Indirect Injection Aluminium, 4 CylindersDocument1 pageWorkshop Repair Manual: ENGINE (Diesel) Indirect Injection Aluminium, 4 CylindersGuimaraes Edinaldo SilvaNo ratings yet
- Case Study LlanesDocument5 pagesCase Study LlanesJillian V. LlanesNo ratings yet
- Bcu 264 LedDocument1 pageBcu 264 Ledsivaguruk2No ratings yet
- Cooltech LLO CoolantDocument2 pagesCooltech LLO CoolantahmedalgaloNo ratings yet
- Instrument Clusters Function List V29.90: Automaker Model Year/Instrument Model Year/TypeDocument25 pagesInstrument Clusters Function List V29.90: Automaker Model Year/Instrument Model Year/TypePaing Min KoNo ratings yet
- Mba ProjectDocument85 pagesMba Projectabhi4mktgNo ratings yet
- 2.4 VVDI2 - Transponder Programmer User ManualDocument44 pages2.4 VVDI2 - Transponder Programmer User ManualJose Luis Lombigil JassoNo ratings yet
- The Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadFrom EverandThe Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadRating: 3 out of 5 stars3/5 (5)
- Training for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersFrom EverandTraining for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersRating: 4.5 out of 5 stars4.5/5 (8)
- Strong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerFrom EverandStrong Is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerRating: 4 out of 5 stars4/5 (5)
- The Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadFrom EverandThe Art of Fear: Why Conquering Fear Won't Work and What to Do InsteadRating: 4 out of 5 stars4/5 (10)
- Frostbike: The Joy, Pain and Numbness of Winter CyclingFrom EverandFrostbike: The Joy, Pain and Numbness of Winter CyclingRating: 4 out of 5 stars4/5 (3)
- Higher Love: Climbing and Skiing the Seven SummitsFrom EverandHigher Love: Climbing and Skiing the Seven SummitsRating: 5 out of 5 stars5/5 (5)
- The Darkest White: A Mountain Legend and the Avalanche That Took HimFrom EverandThe Darkest White: A Mountain Legend and the Avalanche That Took HimRating: 4 out of 5 stars4/5 (1)
- Training for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersFrom EverandTraining for the Uphill Athlete: A Manual for Mountain Runners and Ski MountaineersRating: 5 out of 5 stars5/5 (13)
- Backcountry Avalanche Safety: A Guide to Managing Avalanche Risk - 4th EditionFrom EverandBackcountry Avalanche Safety: A Guide to Managing Avalanche Risk - 4th EditionNo ratings yet
- Strong is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerFrom EverandStrong is the New Beautiful: Embrace Your Natural Beauty, Eat Clean, and Harness Your PowerRating: 4 out of 5 stars4/5 (22)
- Winterdance: The Fine Madness of Running the IditarodFrom EverandWinterdance: The Fine Madness of Running the IditarodRating: 4.5 out of 5 stars4.5/5 (279)
- Courmayeur - Mont Blanc and the Aiguilles Rouges - a Guide for Skiers: Travel GuideFrom EverandCourmayeur - Mont Blanc and the Aiguilles Rouges - a Guide for Skiers: Travel GuideNo ratings yet
- Written in the Snows: Across Time on Skis in the Pacific NorthwestFrom EverandWritten in the Snows: Across Time on Skis in the Pacific NorthwestNo ratings yet
- Unbound: A Story of Snow and Self-DiscoveryFrom EverandUnbound: A Story of Snow and Self-DiscoveryRating: 3.5 out of 5 stars3.5/5 (168)
- Learn to Snowboard in 2 Days: Your Simple Step by Step Guide to Snowboarding Success!From EverandLearn to Snowboard in 2 Days: Your Simple Step by Step Guide to Snowboarding Success!No ratings yet