You might also like
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriNo ratings yet
- Monitoring and Analysis of Machine VibrationDocument6 pagesMonitoring and Analysis of Machine VibrationAvinashNo ratings yet
- Failure Analysis Case Studies by Using Vibration Analysis TDocument10 pagesFailure Analysis Case Studies by Using Vibration Analysis TValéria Lima Antônio FilhoNo ratings yet
- Why Industrial Bearings Fail: Analysis, Maintenance, and PreventionFrom EverandWhy Industrial Bearings Fail: Analysis, Maintenance, and PreventionNo ratings yet
- Analisis de Vibraciones Mecanicas SKFDocument31 pagesAnalisis de Vibraciones Mecanicas SKFJhonathan GarciaNo ratings yet
- Cuaderno Curso - CAT I Activity Book Spanish With CoverDocument34 pagesCuaderno Curso - CAT I Activity Book Spanish With CoverJose Raul Reyes Dominguez100% (1)
- Gearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsDocument18 pagesGearbox Vibration Analysis - Analysis Techniques: The Peril of Wall Chart' AnalystsRICARDO OLIVERONo ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- Wartsila Guideline Dynamics VibrationsDocument6 pagesWartsila Guideline Dynamics Vibrationsabm2281999No ratings yet
- Proven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesDocument4 pagesProven Method For Specifying Both Six Spectral Alarm Bands As Well As Narrowband Alarm EnvelopesVILLANUEVA_DANIEL2064No ratings yet
- Low Frequency Vibration Analysis & Effects of AC CouplingDocument5 pagesLow Frequency Vibration Analysis & Effects of AC CouplingLasse HansenNo ratings yet
- Csi Ds TrainingandcertifDocument20 pagesCsi Ds TrainingandcertifElvis Alberto Rodriguez BravoNo ratings yet
- Canadian Machinery Vibration AssociationDocument17 pagesCanadian Machinery Vibration AssociationsatfasNo ratings yet
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (1)
- ISO10816 ChartsDocument14 pagesISO10816 ChartsMeiliana Cendra AsihNo ratings yet
- ISO 10816 Vibration Severity LevelsDocument7 pagesISO 10816 Vibration Severity Levelsgsaiprasath100% (2)
- GM Motors &DELPHI Vibration STD PDFDocument66 pagesGM Motors &DELPHI Vibration STD PDFMachineryeng0% (1)
- Rev.13 VibViewDocument466 pagesRev.13 VibViewdford8583No ratings yet
- Vibration Workshop OptDocument84 pagesVibration Workshop OptOlusegun Olugbade100% (2)
- A Review of Enveloping and Demodulation TechniquesDocument6 pagesA Review of Enveloping and Demodulation TechniquesMohamed WahidNo ratings yet
- Bently Book Chapter 4 Timebase Plots1Document18 pagesBently Book Chapter 4 Timebase Plots1Manuel L LombarderoNo ratings yet
- CHAPTER 6 Resonance and Critical Speed TestingDocument31 pagesCHAPTER 6 Resonance and Critical Speed TestingHosam Abd Elkhalek67% (3)
- Fan Diagnosis in The FieldDocument10 pagesFan Diagnosis in The FieldDavide LanzoniNo ratings yet
- Donald P1 PDFDocument366 pagesDonald P1 PDFPuneeth GBNo ratings yet
- 303mills PDFDocument32 pages303mills PDFfaisalNo ratings yet
- SKF - Tech Associates of CharlotteDocument57 pagesSKF - Tech Associates of Charlotteiatorres100% (4)
- Vibration QuizDocument8 pagesVibration QuizJorge Gamarra TolentinoNo ratings yet
- Examen Vibraciones Nivel IIDocument41 pagesExamen Vibraciones Nivel IIJim Morrison67% (3)
- Rotordynamic Stability Case StudiesDocument9 pagesRotordynamic Stability Case StudiesYong LiNo ratings yet
- Orbit and Timebase PlotsDocument16 pagesOrbit and Timebase PlotsAnonymous w6TIxI0G8l100% (1)
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefNo ratings yet
- Dynamic Vibration AbsorberDocument67 pagesDynamic Vibration AbsorberNajeeb ShakirNo ratings yet
- The Practical Vibration PrimerDocument35 pagesThe Practical Vibration PrimerKroya HunNo ratings yet
- CM3141 en Bump Test ModuleDocument2 pagesCM3141 en Bump Test ModuleLuisSilvaNo ratings yet
- Pre-Assessment of Vibration AnalysisDocument6 pagesPre-Assessment of Vibration AnalysisIrfan Uz ZamanNo ratings yet
- Vibration Analysis Level - 1 FinalDocument265 pagesVibration Analysis Level - 1 FinalSaadKianiNo ratings yet
- ISO 10816 Standards - Vibration Monitoring Non Rotating MachinesDocument1 pageISO 10816 Standards - Vibration Monitoring Non Rotating MachinesJoe SmithNo ratings yet
- Article Overall Vibration Values For Reliable Wind Turbines PDFDocument4 pagesArticle Overall Vibration Values For Reliable Wind Turbines PDFrrNo ratings yet
- R&T 2008 - Principles and Practices of Vibrational Analysis - KeeferDocument64 pagesR&T 2008 - Principles and Practices of Vibrational Analysis - KeeferArnab De100% (1)
- Reciprocating Compressor Condition Monitoring - GEDocument6 pagesReciprocating Compressor Condition Monitoring - GEBao-Phuc NguyenNo ratings yet
- Accelerometer Selection Based On ApplicationsDocument8 pagesAccelerometer Selection Based On Applicationspatilrushal824No ratings yet
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Tunisia Bently Presentation DayDocument208 pagesTunisia Bently Presentation DayHamdi Mohamed100% (1)
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDocument9 pagesIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaNo ratings yet
- Vibration ISO Level 1 Module 2Document33 pagesVibration ISO Level 1 Module 2Shambhu Poddar100% (1)
- Extracto ISO 10816Document10 pagesExtracto ISO 10816clroyo9475No ratings yet
- Monarch 1000 ManualDocument10 pagesMonarch 1000 ManualABRIL19No ratings yet
- Iso 10816Document4 pagesIso 10816spbhaskaran28No ratings yet
- Automatic Transformer Winding AnalyzerDocument4 pagesAutomatic Transformer Winding AnalyzerZaheer AhamedNo ratings yet
- Vibration Meter Model VB450: User GuideDocument7 pagesVibration Meter Model VB450: User GuideManuel Morales EncinasNo ratings yet
- Aitek Magnetic Pickups MPU Cat08 - SensorsDocument40 pagesAitek Magnetic Pickups MPU Cat08 - SensorsJose Luis Castro Aguilar0% (1)
- 508c STM Manual Aus NZ July 2014Document28 pages508c STM Manual Aus NZ July 2014metrolabadequaciesofstandardNo ratings yet
- AlTek PickupsDocument40 pagesAlTek PickupsLuis Alfonso Andler C.100% (1)
- Single Phase Power Analyser: Operating InstructionsDocument40 pagesSingle Phase Power Analyser: Operating InstructionsConstantin StaicuNo ratings yet
- VR6 Service ManualDocument52 pagesVR6 Service ManualAguilar Alex89% (9)
- Digital Sound Level Meter: User's GuideDocument6 pagesDigital Sound Level Meter: User's GuideJoko YantoNo ratings yet
- POLYCAB - MV Power Cable IEC 60502 2Document32 pagesPOLYCAB - MV Power Cable IEC 60502 2AmitabhaNo ratings yet
- Grade 7, Quarter 3Document66 pagesGrade 7, Quarter 3che fheNo ratings yet
- 12th Physics Centum Question Paper English MediumDocument5 pages12th Physics Centum Question Paper English MediumRR XEROX, ShanthinagarNo ratings yet
- LADS Modular 1K Online UPS ManualDocument27 pagesLADS Modular 1K Online UPS ManualSab BahNo ratings yet
- 2 Steam TurbineDocument46 pages2 Steam TurbineWahyu MxNo ratings yet
- 09 Mathematics Surface Areas and Volume Test 02Document2 pages09 Mathematics Surface Areas and Volume Test 02Vikas SuryavanshiNo ratings yet
- Physics Grade 11 Projectile Motion: Vertical PositionDocument28 pagesPhysics Grade 11 Projectile Motion: Vertical Positionsrinidhi innaniNo ratings yet
- NT-Series UPS Installation and Commissioning Check ListDocument20 pagesNT-Series UPS Installation and Commissioning Check ListWalter AchayaNo ratings yet
- Day Wise Lesson PlanDocument34 pagesDay Wise Lesson PlanSatyajit PandaNo ratings yet
- Lecture 2Document58 pagesLecture 2Meej AustriaNo ratings yet
- This Preview Is Downloaded From WWW - Sis.se. Buy The Entire Standard Via HTTPS://WWW - Sis.se/std-18918Document11 pagesThis Preview Is Downloaded From WWW - Sis.se. Buy The Entire Standard Via HTTPS://WWW - Sis.se/std-18918adrianioantomaNo ratings yet
- D6616.370090-1-Measuring Viscosity at High Shear RateDocument13 pagesD6616.370090-1-Measuring Viscosity at High Shear RateJeff Ong Soon HuatNo ratings yet
- Lab Report Phy210 Group 9 As1202b Siti Nur Khadijah Farra AlliyahDocument6 pagesLab Report Phy210 Group 9 As1202b Siti Nur Khadijah Farra AlliyahFARRA ALLIYAH MOHD FAIZULNo ratings yet
- DBM MW TableDocument1 pageDBM MW TablenarayanbscribidNo ratings yet
- 2016 Dse Phy 1Document31 pages2016 Dse Phy 1RAKIB AL MAHDINo ratings yet
- Nema SM 24 1991 R2002Document93 pagesNema SM 24 1991 R2002surawutwijarn100% (2)
- Wall Mounted: Split Type Room Air Conditioner TypeDocument18 pagesWall Mounted: Split Type Room Air Conditioner TypeDavid Lemos Sanchez100% (1)
- Rooftop Solar Power Service Provider 2023 JuneDocument17 pagesRooftop Solar Power Service Provider 2023 Junebuddhi withanageNo ratings yet
- Short Circuit Coordination Study Arc Flash Hazard Analysis PDFDocument9 pagesShort Circuit Coordination Study Arc Flash Hazard Analysis PDFkaushikray06No ratings yet
- Physics in Daily LifeDocument23 pagesPhysics in Daily LifeShubhkaramdeep Singh75% (4)
- LF 45 - 55Document410 pagesLF 45 - 55vik_md100% (1)
- Tutorial 1 PDFDocument4 pagesTutorial 1 PDFSalihah AbdullahNo ratings yet
- Airflow CatalogueDocument16 pagesAirflow Catalogueسامح الجاسم100% (1)
- Cold Electricity - Amperage Without Voltage Similar To EV Gray TH Moray J BediniDocument13 pagesCold Electricity - Amperage Without Voltage Similar To EV Gray TH Moray J Bediniqqqq100% (2)
- Harmonicguard Series Drive-Applied Harmonic Filter Installation, Operation, and Maintenance ManualDocument67 pagesHarmonicguard Series Drive-Applied Harmonic Filter Installation, Operation, and Maintenance ManualGanesh MurthyNo ratings yet
- 000start CDDocument1,166 pages000start CDruben100% (3)
- DatasheetDocument3 pagesDatasheetRJ.ReflianoNo ratings yet
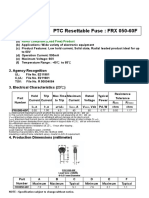
- Radial Leaded 3PTC Resettable Fuse: FRX 050-60F: 1. SummaryDocument7 pagesRadial Leaded 3PTC Resettable Fuse: FRX 050-60F: 1. SummaryАнатолий ДонецкNo ratings yet
- Engineering ThermodynamicsDocument24 pagesEngineering Thermodynamicsapi-26570979100% (2)
- MD 1 Final Exam 2nd Sem 2021Document3 pagesMD 1 Final Exam 2nd Sem 2021Grido FinoNo ratings yet
- Digital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosFrom EverandDigital Filmmaking: The Ultimate Guide to Web Video Production for Beginners and Non-Professionals, Learn Useful Tips and Advice on How You Can Create, Film and Edit Your VideosRating: 5 out of 5 stars5/5 (1)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4.5 out of 5 stars4.5/5 (543)
- Multiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...From EverandMultiplexed Networks for Embedded Systems: CAN, LIN, FlexRay, Safe-by-Wire...No ratings yet
- Programming the Raspberry Pi, Third Edition: Getting Started with PythonFrom EverandProgramming the Raspberry Pi, Third Edition: Getting Started with PythonRating: 5 out of 5 stars5/5 (2)
- 2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersFrom Everand2022 Adobe® Premiere Pro Guide For Filmmakers and YouTubersRating: 5 out of 5 stars5/5 (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Retro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsFrom EverandRetro Gaming with Raspberry Pi: Nearly 200 Pages of Video Game ProjectsNo ratings yet
- Empires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldFrom EverandEmpires of Light: Edison, Tesla, Westinghouse, and the Race to Electrify the WorldRating: 4 out of 5 stars4/5 (87)
- Power System Control and ProtectionFrom EverandPower System Control and ProtectionB. Don RussellRating: 4 out of 5 stars4/5 (11)
- Conquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeFrom EverandConquering the Electron: The Geniuses, Visionaries, Egomaniacs, and Scoundrels Who Built Our Electronic AgeRating: 4.5 out of 5 stars4.5/5 (10)
- Practical Electrical Wiring: Residential, Farm, Commercial, and IndustrialFrom EverandPractical Electrical Wiring: Residential, Farm, Commercial, and IndustrialRating: 3.5 out of 5 stars3.5/5 (3)
- INCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesFrom EverandINCOSE Systems Engineering Handbook: A Guide for System Life Cycle Processes and ActivitiesRating: 5 out of 5 stars5/5 (1)
- Guide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)From EverandGuide to the IET Wiring Regulations: IET Wiring Regulations (BS 7671:2008 incorporating Amendment No 1:2011)Rating: 4 out of 5 stars4/5 (2)
- The Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionFrom EverandThe Innovators: How a Group of Hackers, Geniuses, and Geeks Created the Digital RevolutionRating: 4 out of 5 stars4/5 (331)
- Hacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsFrom EverandHacking Electronics: An Illustrated DIY Guide for Makers and HobbyistsRating: 3.5 out of 5 stars3.5/5 (2)
- Teach Yourself Electricity and Electronics, 6th EditionFrom EverandTeach Yourself Electricity and Electronics, 6th EditionRating: 3.5 out of 5 stars3.5/5 (15)
- Build Your Own Electronics WorkshopFrom EverandBuild Your Own Electronics WorkshopRating: 3.5 out of 5 stars3.5/5 (3)