You might also like
- Vortex Flowmeter 2Document2 pagesVortex Flowmeter 2Prajyot ShendageNo ratings yet
- Lecture 6 1Document24 pagesLecture 6 1Dany LoboNo ratings yet
- DP LT CalibrationDocument6 pagesDP LT CalibrationkvsangeethNo ratings yet
- Valve CV Flow Rate FormlaeDocument1 pageValve CV Flow Rate Formlaelatasharma79No ratings yet
- Magnetic FlowmetersDocument23 pagesMagnetic FlowmetersMuhammad Usman TahirNo ratings yet
- Venturi MeterDocument51 pagesVenturi MeterPriteshShahNo ratings yet
- Exp. 8 Hydraulics Lab Excel FormDocument6 pagesExp. 8 Hydraulics Lab Excel FormZaher MoftyNo ratings yet
- Chapter-3 PPTDocument109 pagesChapter-3 PPTnunuNo ratings yet
- VortexDocument8 pagesVortexNithya SubashNo ratings yet
- TRG Control ValveDocument13 pagesTRG Control Valvemilton1987No ratings yet
- Flow Measurement Techniques: Brijesh B Menon C&I DepartmentDocument15 pagesFlow Measurement Techniques: Brijesh B Menon C&I DepartmentLiji BrijeshNo ratings yet
- Cooling Tower DiscussionDocument4 pagesCooling Tower DiscussionnamdohyonNo ratings yet
- 11.12.08 Chris Wilockx1Document56 pages11.12.08 Chris Wilockx1Raj ChavanNo ratings yet
- Gas Density MeasurementDocument31 pagesGas Density MeasurementJamesh BabuNo ratings yet
- LT Remote Seal CalibrationDocument6 pagesLT Remote Seal CalibrationmgkvprNo ratings yet
- INSTRUDocument130 pagesINSTRUJustine-Denisse OngNo ratings yet
- Revised LabDocument18 pagesRevised LabAbu AyemanNo ratings yet
- Fluid-Flow Concepts and Basic EquationsDocument127 pagesFluid-Flow Concepts and Basic EquationsAli Alkassem100% (1)
- Unit 2 UpdatedDocument54 pagesUnit 2 UpdatedJeancy MbolelaNo ratings yet
- Vortex Flow Meter Yokogawa CatalogueDocument5 pagesVortex Flow Meter Yokogawa CataloguepsaayoNo ratings yet
- Calibration of Orifice MeterDocument12 pagesCalibration of Orifice Metermahbub133286% (7)
- Lab 5 Bernoulli S DemoDocument11 pagesLab 5 Bernoulli S DemoNando100% (1)
- CV-J.M: Flow Calculations and CV ValuesDocument1 pageCV-J.M: Flow Calculations and CV ValuessterlingNo ratings yet
- Orifice MeterDocument9 pagesOrifice MeterEran LopezNo ratings yet
- Abstract and Summary Aim and Objectives Theory Apparatus Procedure Result Calculation Discussion Conclusion Recommendations AppendicesDocument18 pagesAbstract and Summary Aim and Objectives Theory Apparatus Procedure Result Calculation Discussion Conclusion Recommendations AppendicesHariz MiorNo ratings yet
- Experiment No.1 FLOW THROUGH PIPES Background TheoryDocument8 pagesExperiment No.1 FLOW THROUGH PIPES Background TheoryMradul YadavNo ratings yet
- 5.3 Design of Waste Heat Boiler: (13) : DataDocument7 pages5.3 Design of Waste Heat Boiler: (13) : Datamoni beeNo ratings yet
- 04 Flow MeasurementDocument10 pages04 Flow MeasurementVo Dang Gia PhatNo ratings yet
- Reynolds ExperimentDocument3 pagesReynolds ExperimentShary MosqueraNo ratings yet
- Progresiva (KM)Document97 pagesProgresiva (KM)Avinash VasudeoNo ratings yet
- Control Valve & Actuator Sizing27012004173744Document23 pagesControl Valve & Actuator Sizing27012004173744Raju NaiduNo ratings yet
- Gas Metering PT-4Document30 pagesGas Metering PT-4brianNo ratings yet
- Fluid Mechanics Lab ReportDocument14 pagesFluid Mechanics Lab ReportEdwin Jesu DassNo ratings yet
- Topic T2: Flow in Pipes and Channels AUTUMN 2013Document30 pagesTopic T2: Flow in Pipes and Channels AUTUMN 2013Bernard PalmerNo ratings yet
- Rotameter Working and CalibrationDocument11 pagesRotameter Working and Calibrationsmit189No ratings yet
- Level Measurement: - Some of The Most Commonly Used Liquid-Level Measurement Methods AreDocument27 pagesLevel Measurement: - Some of The Most Commonly Used Liquid-Level Measurement Methods AredliyaxNo ratings yet
- Ch. 8 Viscous Flow in PipesDocument8 pagesCh. 8 Viscous Flow in PipesGopi NathNo ratings yet
- ZM KV Idag eDocument6 pagesZM KV Idag elutfi awnNo ratings yet
- FTO Vs FTCDocument6 pagesFTO Vs FTCRizky WahyuNo ratings yet
- Flow Through PipesDocument9 pagesFlow Through Pipesatif irshadNo ratings yet
- Turbidity & TSSDocument3 pagesTurbidity & TSSashim_ju983902No ratings yet
- Experiment 1 and 2Document6 pagesExperiment 1 and 2haudeitbaNo ratings yet
- Experiment 4 Head Losses in PipesDocument5 pagesExperiment 4 Head Losses in PipesChristine Anne LatayanNo ratings yet
- Leve LDocument42 pagesLeve LSubodh SawantNo ratings yet
- Open Channel Head Loss FormulasDocument51 pagesOpen Channel Head Loss FormulasKolos Char YiuNo ratings yet
- D - Two-Phase Flow Lab ManualDocument23 pagesD - Two-Phase Flow Lab ManualdanielNo ratings yet
- If t7 1 PPTX Agitacion y Mezcla PDFDocument43 pagesIf t7 1 PPTX Agitacion y Mezcla PDFHugo de la FuenteNo ratings yet
- MI-106 Tut ThermoDocument37 pagesMI-106 Tut ThermoDhananjayLekshmiNarayan100% (7)
- Chapter 1-Fluid PropertiesDocument33 pagesChapter 1-Fluid PropertiesDidi NorizanNo ratings yet
- Flow Measuring ApparatusDocument11 pagesFlow Measuring Apparatuschameerarandil100% (2)
- Compressor House Unit-3Document199 pagesCompressor House Unit-3Priyanka BasuNo ratings yet
- Water Level MonitoringDocument36 pagesWater Level MonitoringNunnaAgni TejaNo ratings yet
- Separator Sizing - PPTDocument21 pagesSeparator Sizing - PPTD K SNo ratings yet
- Shell and Tube Heat Exchanger PerformanceDocument28 pagesShell and Tube Heat Exchanger PerformanceAmoluck BhatiaNo ratings yet
- Abu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003Document8 pagesAbu Orf M.M. Centrate Viscosity For Continuous Monitoring of Polymer Feed in Dew Ate Ring Applications 2003fermortaraNo ratings yet
- Clariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MDocument6 pagesClariflocculator: Description Unit Input Calculated Range Value Value 54000 Mim M 492 M MAnonymous EKxXjqyVHNo ratings yet
- Flow Measurement TechniquesDocument32 pagesFlow Measurement Techniquesmuh amarNo ratings yet
- 3.4 Discharge and Velocity MeasurementDocument35 pages3.4 Discharge and Velocity MeasurementLayike AlemayehuNo ratings yet
- Notch and WeirsDocument33 pagesNotch and WeirsAbdur RashidNo ratings yet
- Abb 422 Wpo AbbflowhandbookDocument290 pagesAbb 422 Wpo AbbflowhandbookCarlos PintoNo ratings yet
- 0100 3206Document4 pages0100 3206Rama MoorthyNo ratings yet
- LT Remote Seal CalibrationDocument6 pagesLT Remote Seal CalibrationmgkvprNo ratings yet
- 21TXVLVC Valve Top Valve Control SolutionDocument43 pages21TXVLVC Valve Top Valve Control Solutionmgkvpr100% (1)
- Control Valves Sizing HandbookDocument28 pagesControl Valves Sizing Handbookakamalapuri388100% (1)
- Control Valve Sizing: Hi-Flow™ SeriesDocument9 pagesControl Valve Sizing: Hi-Flow™ SeriesmgkvprNo ratings yet
- Guide to Pumps for Chemical EngineersDocument50 pagesGuide to Pumps for Chemical Engineersmgkvpr100% (1)
- Fired Heater Operation and Troubleshooting GuideDocument80 pagesFired Heater Operation and Troubleshooting GuideAliNo ratings yet
- Gas CompressorDocument48 pagesGas CompressorAnonymous 1VhXp1100% (1)
- Thermocouple Colour Code ChartDocument2 pagesThermocouple Colour Code ChartmgkvprNo ratings yet
- Koso Parcol Control Valve Sizing HandbookDocument24 pagesKoso Parcol Control Valve Sizing Handbookcvishwas273256No ratings yet
- What is FOUNDATION FieldbusDocument4 pagesWhat is FOUNDATION FieldbusmgkvprNo ratings yet
- Flow MeasurementDocument62 pagesFlow MeasurementmgkvprNo ratings yet
- ESD Valve SILDocument8 pagesESD Valve SILmgkvprNo ratings yet
- Level Tranmitter Zero SupressionDocument11 pagesLevel Tranmitter Zero Supressionmgkvpr100% (1)
- Droop Self Regulated ValvesDocument1 pageDroop Self Regulated ValvesmgkvprNo ratings yet
- End of Line (EOL) Resistor in Fire and Gas SystemDocument7 pagesEnd of Line (EOL) Resistor in Fire and Gas SystemmgkvprNo ratings yet
- Thermocouple TypesDocument6 pagesThermocouple TypesmgkvprNo ratings yet
- Final Control Elements PDFDocument36 pagesFinal Control Elements PDFmgkvprNo ratings yet
- Loop Checking Technicians Guide PDFDocument151 pagesLoop Checking Technicians Guide PDFinfoasim2100% (1)
- Vibration Sensor TestingDocument4 pagesVibration Sensor TestingmgkvprNo ratings yet
- 0-20 Ma Signal Info For Gas DetectorDocument1 page0-20 Ma Signal Info For Gas DetectormgkvprNo ratings yet
- CSE 3 Cover 1 and Content PreviewDocument66 pagesCSE 3 Cover 1 and Content PreviewJatinkatrodiya100% (1)
- Commissioning ProcedureDocument29 pagesCommissioning Proceduremgkvpr100% (1)
- CS Engineer PaperDocument99 pagesCS Engineer Papermgkvpr100% (1)
- Wood Word VSR Valve PDFDocument57 pagesWood Word VSR Valve PDFmgkvprNo ratings yet
- Wood Word GCV Valve PDFDocument45 pagesWood Word GCV Valve PDFmgkvprNo ratings yet
- Wood Word GCV Valve PDFDocument45 pagesWood Word GCV Valve PDFmgkvprNo ratings yet
- Flow Rate Measurement Using Venturi, Orifice & RotameterDocument13 pagesFlow Rate Measurement Using Venturi, Orifice & RotameterxxxxxNo ratings yet
- Thermatel: Thermal Dispersion Mass FlowDocument34 pagesThermatel: Thermal Dispersion Mass FlowamshahNo ratings yet
- Co2 Dragsters Research FolioDocument19 pagesCo2 Dragsters Research Folioapi-299008285No ratings yet
- Discharge coefficients and head losses for orifice plates, flow nozzles and venturi metersDocument5 pagesDischarge coefficients and head losses for orifice plates, flow nozzles and venturi metersCarlos NavarreteNo ratings yet
- MC V0 B000 TOC v7 0 1 PDFDocument171 pagesMC V0 B000 TOC v7 0 1 PDFcassindrome100% (2)
- Overview of Instrumentation in Oil and Gas IndustryDocument16 pagesOverview of Instrumentation in Oil and Gas IndustryChibuzo NnonyeluNo ratings yet
- Shotmeter Velocity SensorDocument7 pagesShotmeter Velocity SensorBoanerges BritoNo ratings yet
- Venturi vs. flow nozzle selection factorsDocument4 pagesVenturi vs. flow nozzle selection factorsrahulNo ratings yet
- Bernoulli TheoremDocument17 pagesBernoulli TheoremmontymechanicNo ratings yet
- Flow Control DEC 2015Document49 pagesFlow Control DEC 2015Raj100% (2)
- Design and Working of a Basic CarburetorDocument2 pagesDesign and Working of a Basic CarburetorvijayakumarNo ratings yet
- Venturi MeterDocument7 pagesVenturi MeterGregory Nick Toledo VelizNo ratings yet
- FM-I Problem Sheets on DynamicsDocument3 pagesFM-I Problem Sheets on DynamicsSWAGATAM BAZNo ratings yet
- Venturi Flume Critical Flow ExperimentDocument3 pagesVenturi Flume Critical Flow ExperimentMatumbi Naito77% (13)
- Docslide - Us Strategic-55845e3a5ae10Document22 pagesDocslide - Us Strategic-55845e3a5ae10Jack PresadoNo ratings yet
- Venturi Meters and Wet Gas FlowDocument23 pagesVenturi Meters and Wet Gas Flowaugur886No ratings yet
- MAST2776B Process Instrumentation TS Lesson 2 Rev.00Document110 pagesMAST2776B Process Instrumentation TS Lesson 2 Rev.00Hassan Al-Hasan100% (1)
- E101 88Document76 pagesE101 88harshaNo ratings yet
- Module 2 Fluid Mechanics 23 24Document18 pagesModule 2 Fluid Mechanics 23 24huy nguyễnNo ratings yet
- Pressure MeasurementDocument293 pagesPressure MeasurementGlen Lauren PerezNo ratings yet
- Measuring Fluid Velocity Using a Pitot TubeDocument12 pagesMeasuring Fluid Velocity Using a Pitot TubesceroxNo ratings yet
- Final Draft Discharge Coefficients ReportDocument8 pagesFinal Draft Discharge Coefficients Reportapi-376123036No ratings yet
- Chapter 5 - Bernoulli TheoremDocument56 pagesChapter 5 - Bernoulli TheoremAfiq IrfanNo ratings yet
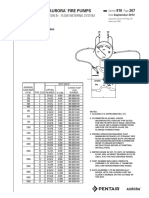
- Aurora Fire Pumps: Option 91 - Flow Metering System 207Document3 pagesAurora Fire Pumps: Option 91 - Flow Metering System 207RobertoNo ratings yet
- Flow Measurement GuidelinesDocument27 pagesFlow Measurement GuidelinesAkram DriraNo ratings yet
- Flowmeter Types and Their PrinciplesDocument14 pagesFlowmeter Types and Their PrincipleszaydFG100% (2)
- 333 Manual 11 T2 Armfield ManualDocument45 pages333 Manual 11 T2 Armfield ManualSyamim AsyrafNo ratings yet
- Flow Measuring ApparatusDocument11 pagesFlow Measuring Apparatuschameerarandil100% (2)
- Demonstration of Bernoulli's EquationDocument27 pagesDemonstration of Bernoulli's Equationmahbub1332100% (5)
- Intech200906 FocusDocument29 pagesIntech200906 FocusMauro Sánchez100% (1)