You might also like
- Fluid Mechanics ModuleDocument72 pagesFluid Mechanics Moduleeric labordo100% (1)
- Chapter 7 - Open Channel Hydraulics (Part 1) PDFDocument31 pagesChapter 7 - Open Channel Hydraulics (Part 1) PDFGertjan DuniceriNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- JACOBS Flare KO Drum SizingDocument35 pagesJACOBS Flare KO Drum SizingVan Le50% (2)
- NEET MATERIAL Circular MotionDocument27 pagesNEET MATERIAL Circular MotionApex Institute100% (5)
- Water ConingDocument96 pagesWater ConingMubin Ashraf Sheikh100% (1)
- Golan 1996 - Well Performance Cap 2 PDFDocument128 pagesGolan 1996 - Well Performance Cap 2 PDFSantiago AriasNo ratings yet
- Gas-Liquid Separators PDFDocument9 pagesGas-Liquid Separators PDFMubarik AliNo ratings yet
- Ciclones Modelamiento FlujoDocument97 pagesCiclones Modelamiento Flujodaraos3No ratings yet
- Liquid Hold Up in Gas WellsDocument6 pagesLiquid Hold Up in Gas WellsEngr Sadiq WazirNo ratings yet
- Airfoil SelectionDocument4 pagesAirfoil SelectionJones Jones Jr.No ratings yet
- Grinding Circuit DesignDocument50 pagesGrinding Circuit Designjagrut100% (1)
- Fluid Friction in Pipes Laboratory ReportDocument6 pagesFluid Friction in Pipes Laboratory ReportABamishe0% (1)
- Rotor-Stator Devices: The Role of Shear and The StatorDocument16 pagesRotor-Stator Devices: The Role of Shear and The StatorwidhisaputrawijayaNo ratings yet
- The Physics Behind Water Mist SystemsDocument16 pagesThe Physics Behind Water Mist SystemsAnonymous SUnOiY73100% (1)
- Warner 2006Document9 pagesWarner 2006Pravash MoolNo ratings yet
- CFD Modelling of Cyclone Separators: Validation Against Plant Hydrodynamic PerformanceDocument6 pagesCFD Modelling of Cyclone Separators: Validation Against Plant Hydrodynamic PerformancethanhndbNo ratings yet
- Numerical Modelling of Hydrodynamics and Gas Dispersion in An Autoclave - Appa Et Al 2013-1Document9 pagesNumerical Modelling of Hydrodynamics and Gas Dispersion in An Autoclave - Appa Et Al 2013-1ninaNo ratings yet
- Vol2 No3 6Document6 pagesVol2 No3 6lokeshmopuriNo ratings yet
- SJM - Cut - Size - Manuscript - Revised - Final - Copy-Clean v2Document24 pagesSJM - Cut - Size - Manuscript - Revised - Final - Copy-Clean v2uccash1000No ratings yet
- DETERMINATION OF CLEARANCE DISTANCES For Venting H2Document12 pagesDETERMINATION OF CLEARANCE DISTANCES For Venting H2JoshHongNo ratings yet
- Application of RANS and LES Based CFD To Predict The Short and Long Term Distribution and Mixing of Hydrogen in A Large EnclosureDocument14 pagesApplication of RANS and LES Based CFD To Predict The Short and Long Term Distribution and Mixing of Hydrogen in A Large EnclosureParvane SadeghipourNo ratings yet
- CFD Analysis of Turbulence Non-Homogeneity in Mixing Vessels, A Two-Compartment ModelDocument18 pagesCFD Analysis of Turbulence Non-Homogeneity in Mixing Vessels, A Two-Compartment ModelRodrigo MirandaNo ratings yet
- A Review of Hydraulic Aspects and Calculation Methods of Local Head Losses Focussing On Gate Valves and Check ValvesDocument9 pagesA Review of Hydraulic Aspects and Calculation Methods of Local Head Losses Focussing On Gate Valves and Check ValvesadelmoNo ratings yet
- Modelling Droplet Breakage in an Oscillatory Baed ReactorDocument12 pagesModelling Droplet Breakage in an Oscillatory Baed ReactorjohanpenuelaNo ratings yet
- Paper Steady - State - CFD - Analysis - of - Heat - Transfer - CoefficDocument6 pagesPaper Steady - State - CFD - Analysis - of - Heat - Transfer - CoefficLuis Alonso Dipaz ZeaNo ratings yet
- SPE/IADC 67818 Tortuosity Versus Micro-Tortuosity - Why Little Things Mean A LotDocument12 pagesSPE/IADC 67818 Tortuosity Versus Micro-Tortuosity - Why Little Things Mean A LotsnnsnnsnnNo ratings yet
- Inlet Diameter and Flow Volume Effects On Separation and Energy Efficiency of HydrocyclonesDocument11 pagesInlet Diameter and Flow Volume Effects On Separation and Energy Efficiency of HydrocyclonesAdrian SetyadharmaNo ratings yet
- Liu 2017Document18 pagesLiu 2017Ruddy PerezNo ratings yet
- 2 67 1587790434 10ijmperdjun202010Document10 pages2 67 1587790434 10ijmperdjun202010TJPRC PublicationsNo ratings yet
- Hydrodynamics Characterization of Rotor-Stator Mixer With Viscous FluidsDocument10 pagesHydrodynamics Characterization of Rotor-Stator Mixer With Viscous FluidsRaul DionicioNo ratings yet
- Three-Dimensional CFD Rotordynamic Analysis of Gas Labyrinth SealsDocument7 pagesThree-Dimensional CFD Rotordynamic Analysis of Gas Labyrinth SealsTapanVaishnavNo ratings yet
- Micro-orifice liquid flow at low Re effects of t/dDocument4 pagesMicro-orifice liquid flow at low Re effects of t/damineNo ratings yet
- Modeling Flow Through A Fixed Bed Packed ReactorDocument12 pagesModeling Flow Through A Fixed Bed Packed ReactorcharbelNo ratings yet
- Xie L., Rielly C.D., Eagles W., Özcan-Taşkin G. - De-Agglomeration of Pre-Wetted Nano-Particles UsingDocument8 pagesXie L., Rielly C.D., Eagles W., Özcan-Taşkin G. - De-Agglomeration of Pre-Wetted Nano-Particles UsingJordy CanalesNo ratings yet
- Effect of Hydrogen Jets in Supersonic Mixing Using Strut Injection SchemesDocument13 pagesEffect of Hydrogen Jets in Supersonic Mixing Using Strut Injection SchemesSouhardya BanerjeeNo ratings yet
- 1 s2.0 0892687596000799 MainDocument11 pages1 s2.0 0892687596000799 MaintjatonlineNo ratings yet
- Energies: Viscosity Models For Drilling Fluids-Herschel-Bulkley Parameters and Their UseDocument16 pagesEnergies: Viscosity Models For Drilling Fluids-Herschel-Bulkley Parameters and Their UsegessicapalaoroNo ratings yet
- Design and Evaluation of Acid Fracturing Treatments: by Kamel Ben-Naceur and Michael EconomidesDocument10 pagesDesign and Evaluation of Acid Fracturing Treatments: by Kamel Ben-Naceur and Michael Economidesswaala4realNo ratings yet
- Computational Fluid Dynamics Model Predicts Viscous Droplet BreakupDocument22 pagesComputational Fluid Dynamics Model Predicts Viscous Droplet BreakupSattar Al-JabairNo ratings yet
- Particles Separation and Tracks in A Hydrocyclone: Chih-Yuan Hsu, Syuan-Jhih Wu and Rome-Ming WuDocument6 pagesParticles Separation and Tracks in A Hydrocyclone: Chih-Yuan Hsu, Syuan-Jhih Wu and Rome-Ming Wu89prasantaNo ratings yet
- On A Turbulence Model For Slurry %ow in Pipelines: D. Eskin, Y. Leonenko, O. VinogradovDocument9 pagesOn A Turbulence Model For Slurry %ow in Pipelines: D. Eskin, Y. Leonenko, O. VinogradovPrantik DasNo ratings yet
- Qin 2016Document11 pagesQin 2016Li DongyueNo ratings yet
- Numerical Investigation of Cone Angle Effect On The Flow FieldDocument15 pagesNumerical Investigation of Cone Angle Effect On The Flow FieldAbeer El ShahawyNo ratings yet
- Numerical Investigation of Cone Angle Effect On The Ow Field and Separation Efficiency of Deoiling HydrocyclonesDocument15 pagesNumerical Investigation of Cone Angle Effect On The Ow Field and Separation Efficiency of Deoiling Hydrocyclonesسعيد الهاديNo ratings yet
- Pressure Drop Constraints in Sludge Double-Pipe Heat Exchanger DesignDocument11 pagesPressure Drop Constraints in Sludge Double-Pipe Heat Exchanger Designwatersoul.nNo ratings yet
- Processes 11 02218Document22 pagesProcesses 11 02218Shang-Chieh TingNo ratings yet
- Lubricants 11 00026Document22 pagesLubricants 11 00026lk700615No ratings yet
- Edited by T.R. Allen, P.J. King, and L. Nelson TMS (The Minerals, Metals & Materials Society), 2005Document14 pagesEdited by T.R. Allen, P.J. King, and L. Nelson TMS (The Minerals, Metals & Materials Society), 2005Carlos PlazaolaNo ratings yet
- Correlations To Predict Frictional Pressure Loss of Hydraulic-Fracturing Slurry in Coiled TubingDocument15 pagesCorrelations To Predict Frictional Pressure Loss of Hydraulic-Fracturing Slurry in Coiled TubingErdal AYDINNo ratings yet
- MECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsDocument10 pagesMECCOCT18-12493: The Use of Computational Fluid Dynamics (CFD) To Resolve Corrosion Problems in Refinery Process UnitsOwais MalikNo ratings yet
- Numerical Investigation of The Flow Around A Feather Shuttlecock With RotationDocument7 pagesNumerical Investigation of The Flow Around A Feather Shuttlecock With Rotationmuhd luqmanNo ratings yet
- StatorDocument6 pagesStatorVishal SalveNo ratings yet
- Tao, PicobubblesDocument21 pagesTao, PicobubblesZeleinhoNo ratings yet
- A CFD Study of The Effect of Cyclone Size On Its Performance ParametersDocument7 pagesA CFD Study of The Effect of Cyclone Size On Its Performance ParametersSarah SimõesNo ratings yet
- Simulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesDocument8 pagesSimulation of Gas-Solid Flow & Design Modifications of Cement Plant CyclonesNael100% (1)
- SIB2015 Paperr1Document14 pagesSIB2015 Paperr1MEHDI FARROKHINo ratings yet
- Droplet Size DispersionDocument8 pagesDroplet Size DispersionTarundeep SinghNo ratings yet
- Analytical Model For Predicting Maximum Spread of Droplet Impinging On Solid SurfacesDocument8 pagesAnalytical Model For Predicting Maximum Spread of Droplet Impinging On Solid Surfacessamik4uNo ratings yet
- Impact Velocity and Liquid Bridge Volume Influence on Maximum LengthDocument12 pagesImpact Velocity and Liquid Bridge Volume Influence on Maximum LengthHassan BahalooNo ratings yet
- Clarifier - 1Document13 pagesClarifier - 1wasin2543No ratings yet
- Housing Influences On Churning Losses in Geared TransmissionsDocument6 pagesHousing Influences On Churning Losses in Geared TransmissionsSaipriya BalakumarNo ratings yet
- Analytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportFrom EverandAnalytical Modeling of Solute Transport in Groundwater: Using Models to Understand the Effect of Natural Processes on Contaminant Fate and TransportNo ratings yet
- HC138 SingingPropellersDocument2 pagesHC138 SingingPropellerswendellNo ratings yet
- Phy 9thDocument2 pagesPhy 9thAbdulwahab AfridiNo ratings yet
- Physics IX Paper I 2023Document12 pagesPhysics IX Paper I 2023Hashir QaisarNo ratings yet
- PDF Steam Condensate Return LinesDocument5 pagesPDF Steam Condensate Return Linesjesus_manrique2753No ratings yet
- Well Performance-3 PDFDocument33 pagesWell Performance-3 PDFWashoo Hasoo100% (3)
- Shell Momentum BalancesDocument33 pagesShell Momentum Balancesmayang tiranaNo ratings yet
- Fluid Kinematics and Dimension of FlowDocument15 pagesFluid Kinematics and Dimension of FlowfieraminaNo ratings yet
- Practice Test 4 Work EnergyDocument15 pagesPractice Test 4 Work EnergyLynn Hollenbeck BreindelNo ratings yet
- Resistance To MotionDocument2 pagesResistance To MotionVishal SharmaNo ratings yet
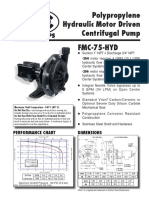
- Polypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsDocument2 pagesPolypropylene Hydraulic Motor Driven Centrifugal Pump: Performance Chart DimensionsIlson FariasNo ratings yet
- 29 Static Total PressureDocument24 pages29 Static Total Pressuresiva anandNo ratings yet
- Motion in One Direction ProblemsDocument12 pagesMotion in One Direction ProblemsRoda Gayle RañadaNo ratings yet
- Science 8 Short QuizDocument1 pageScience 8 Short QuizAcostaMarieCatherineNo ratings yet
- CHAPTER 9 - FluidsDocument26 pagesCHAPTER 9 - FluidsJanine Jade SetiasNo ratings yet
- Fundamentals of Flow MeteringDocument12 pagesFundamentals of Flow Meteringadlalbi100% (1)
- Gas Dynamics and Jet Propulsion Test QuestionsDocument1 pageGas Dynamics and Jet Propulsion Test QuestionsRavikumarNo ratings yet
- Table of Form Factors of ProjectilesDocument44 pagesTable of Form Factors of ProjectilesfogdartNo ratings yet
- Water Hammering Effects in Pipe System and Dynamic Stress PredictionDocument8 pagesWater Hammering Effects in Pipe System and Dynamic Stress PredictionDuzzysNo ratings yet
- TirPurp Valve InstallDocument2 pagesTirPurp Valve InstalleariesilvapcNo ratings yet
- Bridge Failures & DisastersDocument17 pagesBridge Failures & DisasterseliasjamhourNo ratings yet
- Motion worksheetDocument3 pagesMotion worksheetPanavNo ratings yet
- Gasoline Transfer Pump ProcessDocument24 pagesGasoline Transfer Pump ProcesscahyaNo ratings yet
- Flow visualization techniques in a smoke tunnelDocument5 pagesFlow visualization techniques in a smoke tunnelImran TariqNo ratings yet
- Mode Shape Corrections For Wind Tunnel Tests of Tall Buildings 1993Document6 pagesMode Shape Corrections For Wind Tunnel Tests of Tall Buildings 1993ciscoNo ratings yet
- Fluids and forcesDocument22 pagesFluids and forcesLeo WongNo ratings yet