You might also like
- Sample - Solution Manual For Principles of Chemical Engineering Processes 1st Edition - Nayef Ghasem, Redhouane HendaDocument4 pagesSample - Solution Manual For Principles of Chemical Engineering Processes 1st Edition - Nayef Ghasem, Redhouane Hendaفراس الوافيNo ratings yet
- Complete Solution Manual for Principles of Chemical Engineering ProcessesDocument4 pagesComplete Solution Manual for Principles of Chemical Engineering Processesفراس الوافيNo ratings yet
- Trickle Bed Reactor, Process and Mechanical DesignDocument14 pagesTrickle Bed Reactor, Process and Mechanical DesignkhawarNo ratings yet
- CHE 482 Reaction Engineering & Separations Including Properties Abdulaziz Oqlah Abdullah AbdulraheemHamad Alhajri Ali AlsubaieDocument11 pagesCHE 482 Reaction Engineering & Separations Including Properties Abdulaziz Oqlah Abdullah AbdulraheemHamad Alhajri Ali AlsubaieTimelessNo ratings yet
- Designing Urea ReactorDocument20 pagesDesigning Urea ReactordcobasbNo ratings yet
- Optimal Start-Up Strategies For A Conventional Distillation Column Using Simulated AnnealingDocument6 pagesOptimal Start-Up Strategies For A Conventional Distillation Column Using Simulated AnnealingMohamed MaharNo ratings yet
- Process Design of Distillation ColumnDocument6 pagesProcess Design of Distillation ColumncristianoNo ratings yet
- Lab 5: Adiabatic Production of Acetic Anhydride ObjectivesDocument1 pageLab 5: Adiabatic Production of Acetic Anhydride ObjectivesNajwa NaqibahNo ratings yet
- 5 Shortcut Distillation Distillation ChemcadDocument25 pages5 Shortcut Distillation Distillation ChemcadGianmarco CANo ratings yet
- Chapter 3Document195 pagesChapter 3Amirul IzanNo ratings yet
- Coal Gas Urea Complex DesignDocument23 pagesCoal Gas Urea Complex DesignOsama HasanNo ratings yet
- Mass and Energy BalanceDocument15 pagesMass and Energy BalanceSam Low83% (6)
- Cooling Water Treatment Basic CalculationsDocument52 pagesCooling Water Treatment Basic CalculationsAngga Indriawan50% (2)
- Traditional Power Stations: Calculating Performance MetricsDocument13 pagesTraditional Power Stations: Calculating Performance MetricsAyman Esa100% (1)
- Mass Balance With Complete Block Diagram: Oxidation of P-Xylene To Produce Solid Crude TaDocument1 pageMass Balance With Complete Block Diagram: Oxidation of P-Xylene To Produce Solid Crude TaNesha ArasuNo ratings yet
- Chapter 8aDocument157 pagesChapter 8aSolehah OmarNo ratings yet
- Foreword Foreword Foreword ForewordDocument8 pagesForeword Foreword Foreword ForewordShubhamNo ratings yet
- CSTR cascade experimentDocument14 pagesCSTR cascade experimentDEEPSHIKA DUTTANo ratings yet
- Models - Chem.round Jet BurnerDocument44 pagesModels - Chem.round Jet BurnerLe Nguyen Phuc ThienNo ratings yet
- Pyrolysis of Waste Tyres Into Fuels: Group MembersDocument18 pagesPyrolysis of Waste Tyres Into Fuels: Group Membersmuhammad ibrahimNo ratings yet
- Experiment # 1: Continuous Stirred Tank Reactor ObjectiveDocument28 pagesExperiment # 1: Continuous Stirred Tank Reactor ObjectiveFarhanNo ratings yet
- Batch Reactor ExpDocument12 pagesBatch Reactor ExpJack AndreasNo ratings yet
- Reaction Lab Exp#1Document13 pagesReaction Lab Exp#1Muataman KhNo ratings yet
- Examples and exercises – Reactor designDocument19 pagesExamples and exercises – Reactor designtehbear0% (1)
- Lab 10-Batch ReactorDocument22 pagesLab 10-Batch Reactorniraj_bairagiNo ratings yet
- Diemer2010 PDFDocument18 pagesDiemer2010 PDFDaniela Suárez CárdenasNo ratings yet
- Batch Adiabatic ReactorDocument6 pagesBatch Adiabatic ReactorHarsh TekriwalNo ratings yet
- 4.0 Preliminary Design of Equipment HeuristicsDocument10 pages4.0 Preliminary Design of Equipment Heuristicssolehah misniNo ratings yet
- FinalAcetic Anhydride ProductionDocument15 pagesFinalAcetic Anhydride ProductionSwarnim Raj100% (2)
- Exp 2 CSTRDocument14 pagesExp 2 CSTRPiyush AgarwalNo ratings yet
- PRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANEDocument7 pagesPRODUCTIONOFMALEICANHYDRIDEFROMOXIDATIONOFn BUTANESanika TalathiNo ratings yet
- Dettwiler1979 2Document12 pagesDettwiler1979 2Anonymous VjQNKu24F0No ratings yet
- Refrigeration Systems Lecture Notes - Batch 7 Bsme-3ADocument7 pagesRefrigeration Systems Lecture Notes - Batch 7 Bsme-3AkhinojidaNo ratings yet
- Report CSTRDocument14 pagesReport CSTRniraj_bairagiNo ratings yet
- MNT Design 2520of 2520equipmentsDocument32 pagesMNT Design 2520of 2520equipmentsshamsabbasNo ratings yet
- Feed Drum/ Vessel General Design Considerations Basis or AssumptionsDocument9 pagesFeed Drum/ Vessel General Design Considerations Basis or AssumptionsLouie GresulaNo ratings yet
- Reactor Sizing and Design for Biodiesel Production ProcessDocument20 pagesReactor Sizing and Design for Biodiesel Production ProcessJobb Six-steps MatheusNo ratings yet
- Reactors and Separations Design Project Production of CumeneDocument7 pagesReactors and Separations Design Project Production of CumeneAli RahimiNo ratings yet
- Chemical Engineering Laboratory Ii: /DT Term Is Zero SinceDocument9 pagesChemical Engineering Laboratory Ii: /DT Term Is Zero SinceKayathre Raveendran100% (1)
- FINAL Chapter 6 Conical Dryer 1Document16 pagesFINAL Chapter 6 Conical Dryer 1Milton Dels RosaNo ratings yet
- Physical Chemistry Test ReviewDocument5 pagesPhysical Chemistry Test Reviewmarc jacobs davisNo ratings yet
- Design of Stirred Batch ReactorDocument39 pagesDesign of Stirred Batch ReactorSyahir Safarudin100% (3)
- JAB-TALLER 3er PARCIAL IRQ-2020-1Document5 pagesJAB-TALLER 3er PARCIAL IRQ-2020-1JESSICA PAOLA TORO VASCONo ratings yet
- Reactor Exercises 2013Document19 pagesReactor Exercises 2013RafiHunJian100% (2)
- Isothermal CSTR PDFDocument9 pagesIsothermal CSTR PDFprashant_cool_4_uNo ratings yet
- Gazi University Chemical Reaction Engineering ProblemsDocument4 pagesGazi University Chemical Reaction Engineering ProblemsJerson Mendoza CNo ratings yet
- Sample Lab ReportljDocument10 pagesSample Lab ReportljDavid DavisNo ratings yet
- Pro2reactor PDFDocument29 pagesPro2reactor PDFJoy DasNo ratings yet
- Chemical Process CalculationsDocument23 pagesChemical Process CalculationsRishabh Patil100% (1)
- FDFSDDocument9 pagesFDFSDdvpNo ratings yet
- Oleic AcidDocument3 pagesOleic AcidChou ChouNo ratings yet
- CKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportDocument29 pagesCKB 20104 Reaction Engineering UniKL MICET Experiment 2a Effect of RTD On The Reaction in CSTR Full Lab ReportSiti Hajar Mohamed100% (6)
- Petroleum DefinitionsDocument21 pagesPetroleum DefinitionsPradeep AnejaNo ratings yet
- Saponification Reaction of Sodium Hydroxide An Ethyl Acetate in A Continuous-Stirred Tank Reactor (CSTR)Document21 pagesSaponification Reaction of Sodium Hydroxide An Ethyl Acetate in A Continuous-Stirred Tank Reactor (CSTR)drami94100% (13)
- Model and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil RefiningDocument10 pagesModel and Simulation of A Hydrotreatment Reactor For Diesel Hydrodesulfurization in Oil Refiningvishal kumarNo ratings yet
- A Modern Course in Statistical PhysicsFrom EverandA Modern Course in Statistical PhysicsRating: 3.5 out of 5 stars3.5/5 (2)
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasFrom EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasNo ratings yet
- Jazz Cash: How To Use?Document1 pageJazz Cash: How To Use?Noman AslamNo ratings yet
- Thermal Conductivity of MetalsDocument6 pagesThermal Conductivity of MetalsNoman AslamNo ratings yet
- Appendix A: Figures Used in Absorption Column DesignDocument17 pagesAppendix A: Figures Used in Absorption Column DesignNoman AslamNo ratings yet
- Series & Parallel ArrangementDocument12 pagesSeries & Parallel ArrangementNoman AslamNo ratings yet
- General Designing Procedure of Double Pipe HXDocument2 pagesGeneral Designing Procedure of Double Pipe HXNoman AslamNo ratings yet
- Plate & Frame Heat Exchanger: (SI Units)Document10 pagesPlate & Frame Heat Exchanger: (SI Units)Noman AslamNo ratings yet
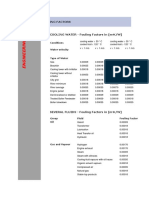
- Typical Fouling Factors PDFDocument3 pagesTypical Fouling Factors PDFNoman AslamNo ratings yet
- Ibliography: Patrick G. GauneDocument2 pagesIbliography: Patrick G. GauneNoman AslamNo ratings yet
- 09 - Gas Absorber DesidnDocument19 pages09 - Gas Absorber DesidnNoman AslamNo ratings yet
- 12 HazopDocument6 pages12 HazopNoman AslamNo ratings yet
- 08 - 2 Phase SeparatorDocument21 pages08 - 2 Phase SeparatorNoman AslamNo ratings yet
- EAT Ntegration: 11.1.1 Pinch TechnologyDocument8 pagesEAT Ntegration: 11.1.1 Pinch TechnologyNoman AslamNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- Effects of Maleic Anhydride ExposureDocument7 pagesEffects of Maleic Anhydride ExposureNoman AslamNo ratings yet
- Ntroduction: Chapter No. 1Document11 pagesNtroduction: Chapter No. 1Noman AslamNo ratings yet
- 05 - Energy BalanceDocument28 pages05 - Energy BalanceNoman AslamNo ratings yet
- INSTRUMENTATION AND CONTROLDocument11 pagesINSTRUMENTATION AND CONTROLNoman AslamNo ratings yet
- Aterial Alance: 4.1 Preliminary CalculationsDocument18 pagesAterial Alance: 4.1 Preliminary CalculationsNoman AslamNo ratings yet
- Rocess Escription: 3.1 Reactor (PFR-100)Document2 pagesRocess Escription: 3.1 Reactor (PFR-100)Noman AslamNo ratings yet
- 06 - Reactor DesignDocument28 pages06 - Reactor DesignNoman AslamNo ratings yet
- 02 Process SelectionDocument11 pages02 Process SelectionM.AbdullahNo ratings yet
- Chapter 06:fluid Dynamics Punjab Text Book Board, LahoreDocument8 pagesChapter 06:fluid Dynamics Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- Chapter 02:vectors and Equilibrium Punjab Text Book Board, LahoreDocument16 pagesChapter 02:vectors and Equilibrium Punjab Text Book Board, Lahoreusamalatif8941No ratings yet
- fsc2 Numericals Chap18Document3 pagesfsc2 Numericals Chap18Noman AslamNo ratings yet
- Physics of Solids: WWW PhycityDocument6 pagesPhysics of Solids: WWW PhycityNoman AslamNo ratings yet
- Chapter 03:motion and Force Punjab Text Book Board, LahoreDocument15 pagesChapter 03:motion and Force Punjab Text Book Board, LahoreNoman AslamNo ratings yet
- Work and Energy Chapter from Punjab TextbookDocument5 pagesWork and Energy Chapter from Punjab TextbookNoman AslamNo ratings yet
- fsc2 Numericals Chap15 PDFDocument11 pagesfsc2 Numericals Chap15 PDFNoman AslamNo ratings yet
- Chapter 12 on Electrostatics and HSSC IIDocument11 pagesChapter 12 on Electrostatics and HSSC IINoman AslamNo ratings yet
- Chapter 16: Alternating Current HSSC IiDocument5 pagesChapter 16: Alternating Current HSSC IiAtifAwanNo ratings yet
- Plant Toxicology, Fourth Edition (Books in Soils, Plants, and The Environment) PDFDocument664 pagesPlant Toxicology, Fourth Edition (Books in Soils, Plants, and The Environment) PDFFahad JavedNo ratings yet
- InglesDocument6 pagesInglesyarilisNo ratings yet
- LugeonDocument13 pagesLugeonRojan MaghsoodifarNo ratings yet
- Neuro Exam ReviewDocument6 pagesNeuro Exam ReviewDianne Flores100% (2)
- Races of HyruleDocument99 pagesRaces of HyruleScrindlemorpNo ratings yet
- Lesson 8 Homework Practice Volume and Surface Area of Composite Figures AnswersDocument8 pagesLesson 8 Homework Practice Volume and Surface Area of Composite Figures Answerscfg1ngzn100% (1)
- Recrystallization Mechanisms and Microstructure Development inDocument15 pagesRecrystallization Mechanisms and Microstructure Development invibeunguNo ratings yet
- Bsczo 201Document280 pagesBsczo 201ishfaqqqNo ratings yet
- Calculation of Insulation Thickness For PipesDocument2 pagesCalculation of Insulation Thickness For PipesnarmathaNo ratings yet
- Swiss ReDocument9 pagesSwiss ReTuxedo1982No ratings yet
- Adjectives AllDocument35 pagesAdjectives AllJOHN SEBASTIAN PARDO LARANo ratings yet
- VOLLEYBALL HISTORY AND RULESDocument12 pagesVOLLEYBALL HISTORY AND RULESJennybelle MolinaNo ratings yet
- I See Fire ChordsDocument4 pagesI See Fire ChordsIm In TroubleNo ratings yet
- Id Card SoftwareDocument6 pagesId Card SoftwareAlli RaniNo ratings yet
- Immuno HistochemistryDocument26 pagesImmuno HistochemistrySAMMYNo ratings yet
- HazCom QuizDocument8 pagesHazCom QuizMax McguireNo ratings yet
- Composite Metal Deck Slab Design As Per EC4Document86 pagesComposite Metal Deck Slab Design As Per EC4asubhash110% (1)
- Shantappa B K FinalDocument32 pagesShantappa B K Finalasmita patilNo ratings yet
- Chi-Square Test: Prem Mann, Introductory Statistics, 7/EDocument33 pagesChi-Square Test: Prem Mann, Introductory Statistics, 7/ESaleh Mohammad Tarif 1912343630No ratings yet
- FinalDocument6 pagesFinalIwan IwanNo ratings yet
- Flammability Characteristics of Common Gases and LiquidsDocument1 pageFlammability Characteristics of Common Gases and LiquidsNeme VasquesNo ratings yet
- Steel Code Check Theory EnuDocument341 pagesSteel Code Check Theory Enupopaciprian27No ratings yet
- BS SMP 7-8-9 Bab B. Inggris Sec. Text (Reading) (SB - Descriptive Text)Document5 pagesBS SMP 7-8-9 Bab B. Inggris Sec. Text (Reading) (SB - Descriptive Text)TeresaAvilla Ayuning BudiCayestuNo ratings yet
- 2020 - (Sankaran) - Data Analytics in Reservoir EngineeringDocument107 pages2020 - (Sankaran) - Data Analytics in Reservoir EngineeringPedro100% (1)
- Works) : SABS 1200Document10 pagesWorks) : SABS 1200Palesa TshetlanyaneNo ratings yet
- The Guitar in The Middle Ages and RenaisDocument4 pagesThe Guitar in The Middle Ages and RenaisТаня АфанасьеваNo ratings yet
- Co Existence of Low and High Heat Flow Anomalies On The South Balearic Margin and Algerian Oceanic BasinsDocument19 pagesCo Existence of Low and High Heat Flow Anomalies On The South Balearic Margin and Algerian Oceanic BasinsmariaNo ratings yet
- Conclusion FdiDocument2 pagesConclusion FdiYo PaisaNo ratings yet
- CAS circuit analysis simulationDocument9 pagesCAS circuit analysis simulationIan MejiaNo ratings yet
- Greenheck Facilities Guide - Locations and Details in Schofield & Mosinee WIDocument1 pageGreenheck Facilities Guide - Locations and Details in Schofield & Mosinee WIRicardo Ruy PeñaNo ratings yet