Professional Documents
Culture Documents
Sample Manufacturing Quality Plan Format: (Logo of Manufacturer)
Sample Manufacturing Quality Plan Format: (Logo of Manufacturer)
Uploaded by
P.MannaOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Sample Manufacturing Quality Plan Format: (Logo of Manufacturer)
Sample Manufacturing Quality Plan Format: (Logo of Manufacturer)
Uploaded by
P.MannaCopyright:
Available Formats
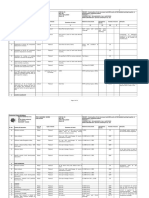
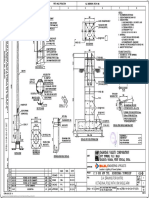
SAMPLE MANUFACTURING QUALITY PLAN FORMAT
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION Item: M.Q.P. No.-
(LOGO OF MANUFACTURER) GALVANISED STRUCTURAL Rev. No.-
MAIN AGENCY:- PROJECT: TOWER MATERIALS Date:-
CHECK
Components/ Operation & Agency
Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Quantum of Check Acceptance Norm Remarks
Documents Record
Description P V W
I II III IV V VI VII VIII IX X
1 RAW MATERIALS INSPECTION
The Fabricator shall procure all
sections and maintain a record in
MTC, co related
Structural Steel (Angle DVC A, a separate register for DVC as
Structural Steel to be procurred from DVC approved Verification of MTC, Challan/ Invoice for Challan/
1.1 Sections, Flats, Plates & All supplied Lot Specification, M B, - per Format-I.
source. In case the manufactured angle/ plate sections Documents procurement Invoice for
Sheets) IS:2062 D The QTY used in DVC's work and
are not procured from prime makers, the re-rollers have procurement
balance QTY shall be maintained
to ensure use of Billets/ Blooms/ Stabs from prime side by side.
makers as SAIL/ IISCO/TISCO/ RINL.
A,
Pack plates up to 5mm
1.2 -Do- -Do- -Do- -Do- -Do- M B, -
thickness
D
1.1.1
Two sample per Cast/
Verification/ Heat and a class of B,
(a) Test for Ultimate Tensile Strength IS:2062:2011 IS:2062 Test Reports A -
Measurement steel product irrespective D
of Cast/ Heat size
(b) Test for Yield Stress -Do- -Do- -Do- -Do- -Do- A - B,D If materials is procured from
SAIL/RINL/TISCO/IISCO/Jindal,
(c) Percentage Elongation Test -Do- -Do- -Do- -Do- -Do- A - B,D review of co-related MTC. All
original MTCs/ PO/Challan to be
submitted for verification.
Piece at room temp.
Mechanical Properties If materials is procured from re-
shall withstand
Two sample per Cast/ bending through rollers, witnessing of Mechanical
Heat and a class of 180degree to a & Chemical strength of raw
(d) Bend Test -Do- -Do- -Do- A - B,D materials preferably at re-rollers'
steel product irrespective minimum internal dia
of Cast/ Heat size as per IS:2062 with premise. The original TC of billets
both side parallel. used for conversion of the
Without cracking sections must be presented
during review.
Plates & rounds where no
manufacturer's embossing is
One sample per cast/ available, physical testing to be
V 'notch Impact Test (optional at room temperature, if heat and a class of steel
(e) -Do- -Do- IS:2062 -Do- A - B,D witnessed preferably at roller's
required for Gr. E250BR, E350BR) product irrespective of premise.
cast/ heat size
Two sample per Cast/
Heat and a class of
1.1.2 Chemical Composition Chemical Analysis Measurement IS:2062:2011 IS:2062 -Do- A - B,D
steel product irrespective
of Cast/ Heat size
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY:- PROJECT: Date:-
CHECK
Components/ Operation & Agency
Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Quantum of Check Acceptance Norm Remarks
Documents Record
Description P V W
I II III IV V VI VII VIII IX X
Material to be free from surface defects like
Visual
lamination, rough/ jagged and imperfect edges,
1.1.3 Visual Inspection Visual observation of material visual Random IS:2062 Observation A B, D
cracks, rounded apex, deep roll marks, pipy
Record
and any harmful defects
1.1.4 Dimensional Inspection Dimensional checks of sections visual/ Measurement Random IS:808/ IS:1852 Check Records A B, D
Up to 45mm Leg Length; ±1.5mm
>45 to 100mm Leg Length; ±2.0mm
Tolerances for Leg Length of >100mm Leg Length; ±2.0% of Leg Length
(a) Leg length measurement Measurement -Do- -Do- -Do- A B, D
Angles Equal/ Un Equal Difference between Leg Length of Equal
Angles shall be limited to 75% of Total
Tolerance (Plus and Minus)
(i) Up to 50mm±1.0mm
(ii)>50 to 75mm± 1.5mm
Tolerance on width of flats Measurement -Do- -Do- (iii) >75 to 100mm ±2.0mm -Do- A B, D
(iv) >100mm 2% subject to a maximum of
6.0mm
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY:- PROJECT: Date:-
CHECK
Components/ Operation & Agency
Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Quantum of Check Acceptance Norm Remarks
Documents Record
Description
P V W
I II III IV V VI VII VIII IX X
(b) Out of Squareness Measurement Random IS:1852 ±1⁰ Check Records A B, D
For flange less than 100mm
Reasonabley straight
(c) Camber -Do- -Do- -Do- -Do- A B, D
For flange 100mm & above
Max. 0.2% of Length
(d) Root Radius -Do- -Do- IS:808 IS: 808 -Do- A B, D
1.1.5 Weight One sample for 50MT/ Up to 3mm thick; ± 5%
Unit Weight Test -Do- IS"808/ IS:1852 >3mm thcik; +5%, -3% -Do- A B, D
(a) Tolerance For Angle Sections Section or Part Thereof over weights specified in IS: 808
Weight One sample for 50MT per
(b) Unit Weight Test -Do- IS:1852/ IS: 1730 +5%, -2.5% overweight specified in IS: 1730 -Do- A B, D
Tolerance for Plates section or part thereof
<8mm thick;
+12.5%, -5%
Thickness Tolerance For
1.1.6 -Do- Random IS: 1852 8mm-12mm thick; -Do- A B, D
Plates
+7.5%, -5%
Over 12mm; ± 5%
Up to 12mm ±0.5mm
Thickness Tolerance For Flats -Do- Random -Do- -Do- A B, D
Over 12mm-4% subject to 1.5mm maximum
Zinc Ingot MTC, A,
MTC of Zinc, Procurement supporting IS: 209
1.2 To be procurred from Hidustan -Do- Random Zn 99.99% Min procurement Z B, -
papers (Grade-99.99%)
Zinc Ltd., or Imported papers D
Chemical Composition One sample per month B,
1.2.1 Chemical Analysis Spectro Analysis IS:13229/IS:209 IS:13229/ IS:209 Test report A
(Molten Zinc) for spectro analysis D
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION Item: M.Q.P. No.-
(LOGO OF MANUFACTURER) GALVANISED STRUCTURAL TOWER Rev. No.-
MAIN AGENCY: PROJECT: MATERIALS Date:-
CHECK
Components/ Operation & Agency
Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Quantum of Check Acceptance Norm Remarks
Documents Record
Description P V W
I II III IV V VI VII VIII IX X
2 B. IN PROCESS INSPECTION (Fabrication of Tower Parts)
IS:802 Part II/ IS:7215/
(a) Straightening straightness of material Visual 100% Approved Drawing, shop IS:802, IS:7215 Check Records A B,D
sketches
Length Tolerance ± 2mm
1st Piece and every 50th The cut surface to be clean,
(b) Cropping (cutting) Dimensional Measurement -Do- -Do- A B,D
Piece reasonable square & free from
distortation
Letter size as per Proper impression and
(c) Stamping Stamping as per DVC specification Visual -Do- -Do- A B,D
Specification correctness as per sketch
Punching to be done for
thickness up to 16mm and
drilling to be done for thickness
DVC Technical more than 16mm.
(d) Punching/ drilling Diameter of holes, numbers of hole, position visual/ measurement -Do- -Do- A B,D
specification
Hole near bends to be punched/
drilled after bending
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency (GE T&D)
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION Item: M.Q.P. No.-
(LOGO OF MANUFACTURER) GALVANISED STRUCTURAL TOWER Rev. No.-
MAIN AGENCY: PROJECT: MATERIALS Date:-
CHECK
Components/ Operation & Agency
Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Quantum of Check Acceptance Norm Remarks
Documents Record
Description P V W
I II III IV V VI VII VIII IX X
IS:802 part-II/ IS:7215/ IS:802 part-II/ IS:7215/
1st piece and every 50th B,
(e) Edge Security Dimensional Measurement Approved Drawing, Shop Approved Drawing, Shop Check Records A
piece% D
sketches sketches
For sheared edge; 23mm Min
(i) For 17.5mm dia Hole
For rolled edge; 20mm Min
For Sheared edge; 28mm Min
(ii) For 21.5mm Dia Hole
For Rolled edge; 25mm Min
(iii) For 26mm dia hole As per drawing
Tolerance cumulative and
between consecutive hole shall
Drilling & Punching Hole to 1st piece & every 50th Approved Drawing, shop be within ± 2mm and ± 1mm B,
(f) Dimensional Measurement Check Records A
Hole Distance piece sketch respectively. D
Back Mark (Gauge Line
±1.0mm)
Notching +2mm on specified length of
Flange Cut cut.Operationally shearing up to B,
(g) -Do- -Do- -Do- -Do- -Do- A
Corner Cut 8mm thick, by gas cutting for D
Bevel Cut material above 8mm thick
for member >12mm thick gas
cutting to be adopted followed
by grinding/ Machine cutting.
Tolerance on heel cutting length B,
(h) Heel Cutting -Do- -Do- -Do- -Do- -Do- A
+10mm D
Thickness after cutting:
t to t+1 (t ≤ 12mm)
t to t+2 (t > 12mm)
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
CUSTOMER: DAMODAR VALLEY CORPORATION
PROJECT: CONSTRUCTION OF 220KV GIS AT BURDWAN,
Manufacturer's Dertails:R.R. Ispat (A Unit of
TWO (02) NOS OF 220KV AIS LINE BAYS AT PARULIA S/S M.Q.P. No.-
Godawari Power & Ispat Alloy Ltd.), Item:
(LOGO OF MANUFACTURER) AND PSDF APPROVED PROJECT FOR RENOVATION & Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
UPGRADATION OF CONTROL AND PROTECTION SYSTEM Date:-
MAIN AGENCY:- GE T&D, Kolkata-156
& REPLACEMENT OF SUBSTATION EQUIPMENT OF 132/33
KV BURDWAN SUBSTATION OF DAMODAR VALLEY
CORPORATION.
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description P V W
I II III IV V VI VII VIII IX X
(1) MS Section
Cold-Section up to 75x75x6- Angle up to 10⁰
Cold- section upto 100x100x8- Angle upto 5⁰
IS:802 part-II/ IS:7215/ Hot-section above 75x75x6- Angle above 10⁰
Visual/ 100% pieces B,
(i) Bending Approved Drawing/ Shop Hot section above 100x100x8- Angle above 5⁰ Check Records A
Measurement checked (MS) Plates D
skecthes Cold up to 12mm thick upto 15⁰
Hot- Others
All HT materials will be Hot bend (both plates &
Angle)
100% for leg & X-
Arm member joints
& critical points.
Final Inspectiojn of Fabricated For others 1st
All parameters from (a) to (j) in the process visual/ All parameters from (a) to (j) in the process B,
(j) Parts piece 100% & shop drawings Records A
inspection are checked measurement inspection are checked D
(Black Stage) following
comparison
method w.r.t 1st
piece
DVC approved Drawing &
BOM.
Structure to be PROTO corrected BOM to be finalised after
assembled as per Proto Assembly check for each type of
approved dwg and structure.
PROTO
checked for dimensions, Any Engineering modification needed for special
Proto Assembly Check for each type of One structure of Assembly
(k) Proto (Model Assembly) Measurement angle size to verify arrangement will be finalised at this time and A B, D CHP
structure/ extension each Type Report, Proto
interchangeability of incorporated in the Proto corrected BOM.
corrected BOM
members etc. The agency to prepare their shop fabrication
drawing in cognisance of the proto assembly
report/ proto corrected BOM
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer (RR ISPAT) CAT-
B: Main Agency (GE T&D)
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY: PROJECT: Date:-
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description P V W
I II III IV V VI VII VIII IX X
3.0 GALVANIZING
Processing
3.1 (Surface Preparation
Procedure)
Degreasing
It is acid base degreasing
Strength of solution between 5 to 15 point as
(a) solution at room to 50 ˚C Chemical chemical One sample daily IS:2629 Records A B, D
per manufacturer's recommendation
temperature which doesnot
require water rinsing
Pickling
Pickling is done in Concentration 40 to 180 Gm/Ltr.
(b) -Do- -Do- -Do- -Do- -Do- A B, D
Hydrochloric acid at room Iron content max. 120Gm/ Ltr
temperature
Rinsing
After pickling the material is
(c) -Do- -Do- -Do- -Do- pH Value 1 to 6 -Do- A B, D
washed in water tank.
(Dead Tank)
The specification of solution are kept as
Fluxing
mentioned below:
After rinsing the material is Chemical
(d) fluxed by dipping in Zinc Chemical Titration/ -Do- IS:2629 1) Temp- Room to 80 ˚C. -Do- A B, D
Chloride solution/ any suitable Measurement 2) Sp. Gravity-18 to 32 Be.
patent reagent 3) pH Value-3-5.
4) Iron Content-5Gms/ Litre (Max)
Pre Heating
After fluxing the loaded The Temperature is kept between 60 ⁰ C to
(e) material in jig is passed -Do- -Do- -Do- IS:2629 120 ⁰ C. -Do- A B, D
through pit drier chain Outlet temp of drier is 45 ⁰ C to 75 ⁰ C.
conveyor for pre-heating
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY:- PROJECT: Date:-
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description P V W
I II III IV V VI VII VIII IX X
DIPPING
(After drying is over the
material is dipped in molten
3.2
Zinc.
Following parameters are
controlled)
Zinc Bath Temperature
is recording is done by Displayed Records during
(a) Zinc Bath Temperature Measurement IS: 2629 450 ⁰C ± 10⁰C A B, D
graphical manner using continously dipping time
thermocouple in Zinc bath
Immersion & withdrawal
time Articles to be immersed till reaction takes place
Degree of immersion and which is indicated by stoppage of bubbling,
(b) A B
withdrawal time is decided withdrawal to be controlled so that zinc drains
based on thickness and length freeely
of material
Water Quenching
(c) (After dipping the material is Temp Max. 70 ⁰C A B
quenched in water)
Dichromating:
After quenching, material is
Strength of solution to be maintained between
dipped in Sodium dichromate IS: 2629/ DVC
(d) Strength of solution Chemical One sample daily 0.2 to 1% passivation solution (Deoxidation) Records A B
solution to avoid the white Specification
Temp. of solution should be less than 65⁰C
rust.
(Proprietory Chemical)
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY APPROVAL SEAL
BY
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY: PROJECT: Date:-
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description
P V W
I II III IV V VI VII VIII IX X
surface to be free from defects like bare/ black
3.3 Galvanizing Checking spots, (except when small and suitable for
visual checking visual 100% IS:2629 Records A B,D
(a) Visual checking patching) heavy ash & flux inclusions, lumps,
pimples, runs etc
Minimum value or Average coating
thickness(microns)
(b) Thickness of Zinc coating Coating Thickness Measurement 8 sample per Shift IS:4759 a) 5mm thick and over-86μ -Do- A B,D
b) Under 5mm, but not less than 2mm-65μ
c) Under 2mm, but not less than 1.2mm-48μ
Minimum value or Average Mass of coating
(gm/m² )
a) 5mm thick and over-610gm/sqm
(c) Weight of Zinc coating Mass of Zinc -Do- 3 samples/ Shift IS:4759/ IS: 6745 b) Under 5mm, but not less than 2mm- -Do- A B,D
460gm/sqm
c) Under 2mm, but not less than 1.2mm-
340gm/sqm
Material to withstand
(d) Uniformity of Zinc coating Uniformity of Coating Chemical -Do- IS:2633 4dips of one minute each without showing signs -Do- A B,D
of copper deposits
Pivoted Hammer No removal or lifting of coating in area between
(e) Adhesion of Zinc coating Adhesion -Do- IS:2629 -Do- A B,D
Test hammer impressions
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED APPROVAL
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY
BY SEAL
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY: PROJECT: Date:-
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description P V W
I II III IV V VI VII VIII IX X
FINAL INSPECTION &
4.0 TESTING
(By OWNER)
The agency will submit an undertaking
along with the BOM/ proposed Packing
BOM/ proposed
(a) Readiness Undertaking 100% readiness of offered inspected Lot visual Each offered Lot BOM for Offered Lot List for 100% readiness and presence of A, B D
Packing List
the offered Lot during inspection.
(Submitted along with Inspection Call)
(i) UTS Test 2 samples for every Please refer Cl. No.-
(ii) Yield Stress Test Measurement 50MT or part 1.1.1(a), 1.1.1(b) & IS: 2062 Test Report A B,D
(iii) Percentage Elongation Test thereof 1.1.1(c)
(b) Mechanical Properties Visual/ Please refer Cl.
(iv) Bend Test -Do- IS: 2062 -Do- A B,D
Measurement No.1.1.1(d)
(v) Min. Charpy 'V'Notch Impact Test Please refer Cl. No.-
-Do- -Do- IS: 2062 -Do- A B,D
(if Applicable) 1.1.1(e)
(c) Chemical Composition Chemical Composition Spectro Analysis -Do- Please refer Cl. No. 1.1.2 IS:2062 -Do- A B,D
(i) Thickness of Zinc coating
(ii) Mass of Zinc coating
Visual/ 2 samples for every Please refer Cl. 3.3(b) to
(iii) Uniformity of Zinc coating IS: 2629/ IS:4759/ IS:6745 -Do- A B,D
measurement 50MT/ Lot 3.3(e)
(iv) Adhesion test of Zinc coating
(d) Galvanizing Test
(v) Visual Inspection visual Random IS:4759 IS:2629/ IS:"4759 -Do- A B,D
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED APPROVAL
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY
BY SEAL
MANUFACTURING QUALITY PLAN
Manufacturer's Dertails: CUSTOMER: DAMODAR VALLEY CORPORATION M.Q.P. No.-
Item:
(LOGO OF MANUFACTURER) Rev. No.-
GALVANISED STRUCTURAL TOWER MATERIALS
MAIN AGENCY: PROJECT: Date:-
CHECK
Components/ Operation & Agency
Quantum of Reference Format of
Sl. No. Description of Test Characteristic Check Type of check Acceptance Norm Remarks
Check Documents Record
Description
P V W
I II III IV V VI VII VIII IX X
Visual & Dimensional
Inspection visual/ Please refer Cl. No. 2(a)
(e) visual & dimensional check Random Please refer Cl. No. 2(a) to 2(j) & Cl. No. 3.0 Inspection Report A B, D
For fabrication (as per Shop measurement to 2(j) & Cl. No. 3.0
sketch) & Galvanizing
The packing, storing, Bundling, Handling & All the materials
Transportation shall be as per DVC shall be packed
Specification & relevant IS, so that no damage towerwise.
visual/ is occurred to materials. The weight of
Packing, Storing, Bundling, Packing, storing & transporation of materials
5 measurement/ 100% DVC Specification Also storing should be such that no white rust Dispatch Challan A D B bundle will be
Handling, Transportation as per DVC Technical Spec/ relevant IS code
Verification occurs. 2500Kg approx.
The dispatch schedule along with packing list to All the bundles
be provided by the agency, for verification by will be strapped
the consignee. with G.I. Strip
All records and documents are to be submitted along with Inspection Call
LEGEND: DOC NO.- REV.-
M: Manufacturer/Re roller of Steel
Z: Manufacturer of Raw Zinc
A: Tower Manufacturer CAT-
B: Main Agency
D: OWNER (DVC)
MAIN CONTRACTOR
P:PERFORM
V:VERIFICATION
W:WITNESS APPROVED APPROVAL
SIGNATURE CHP: CUSTOMER'S HOLD POINT FOR DVC USE REVIEWD BY
BY SEAL
FORMAT-I
NAME of Project: INSTALLATION OF 4TH 220/132KV, 160MVA AUTO-TRANSFORMER AT DTPS SWITCH YARD INCLUDING ITS ASSOCIATED WORKS.
P.O. No.
FABRICATOR ASHOKA TOOLD PVT. LTD
NAME OF AGENCY: ABN TOWERS AND TRANSMISSION PVT. LTD
Billet/ Bloom
CHALLAN QTY of Signature of Witness
Sl. SECTION MANUFACT MTC No. (In Date of QTY used Balance QTY
(MS/ HT) MTC No. /In voice procurement REMARKS
No. SIZE URER case of re- Testing (MT) (MT)
No. (MT)
roller)
Fabricator Main Agency Owner
1
2
3
4
5
6
7
** NOTE:- All sections after procurement and prior to fabrication shall be tested as per MQP. All records of procurement and used QTY to be maintained in register as per this format. Any
procurement lot of new cast shall be tested again as per MQP.
You might also like
- M-05b Service DataDocument56 pagesM-05b Service DataCristian Sepulveda100% (2)
- Materials and Processes For NDTDocument106 pagesMaterials and Processes For NDTmohamed100% (1)
- Yamaha FZS600 1998 Service Manual 5dm1-Ae1Document361 pagesYamaha FZS600 1998 Service Manual 5dm1-Ae1ianbasenetNo ratings yet
- Foundation Notes:-: G.A. Drawing For 6 Mtrs. Octagonal Pole With 1M Single ArmDocument1 pageFoundation Notes:-: G.A. Drawing For 6 Mtrs. Octagonal Pole With 1M Single ArmP.MannaNo ratings yet
- The Philippine Bamboo Industry Development RoadmapDocument227 pagesThe Philippine Bamboo Industry Development RoadmapMichael Drim100% (9)
- Itp For Building MaterialsDocument38 pagesItp For Building MaterialsNavneet YaduvanshiNo ratings yet
- Quality Assurance Plan For CRDi GensetDocument2 pagesQuality Assurance Plan For CRDi GensetnitinsomanathanNo ratings yet
- SPI HSE FR 03 Stringing ChecklistDocument1 pageSPI HSE FR 03 Stringing ChecklistChandan KumarNo ratings yet
- Acdb FQPDocument9 pagesAcdb FQPAnonymous vcadX45TD7No ratings yet
- Injection Brochure MC-BauchemieDocument28 pagesInjection Brochure MC-BauchemieAlinMariciucNo ratings yet
- JSP For OHTL No. 16 Erection of Upper Body StructureDocument14 pagesJSP For OHTL No. 16 Erection of Upper Body StructureJaafar Lagayan100% (1)
- ITP-Line Hardware - Sample Test PDFDocument3 pagesITP-Line Hardware - Sample Test PDFPrabhakar Sv100% (1)
- 16950s01 HV Testing ProceduresDocument1 page16950s01 HV Testing ProceduresVICTOR JOSE VILORIANo ratings yet
- Before Dispatch Before Dispatch On The Day of Receipt at The Earliest After Receipt. Design, Engineering Standard DocumentsDocument24 pagesBefore Dispatch Before Dispatch On The Day of Receipt at The Earliest After Receipt. Design, Engineering Standard Documentsnarinder100% (1)
- SOP-14 AGEL-P02-SP02-Module Mounting Structure - Installation of MMSDocument159 pagesSOP-14 AGEL-P02-SP02-Module Mounting Structure - Installation of MMSVikas SinghNo ratings yet
- ITP For Mild Steel Pipe WorksDocument4 pagesITP For Mild Steel Pipe WorksKumar AbhishekNo ratings yet
- Transformer: Quality Assurance PlanDocument9 pagesTransformer: Quality Assurance PlanRadhakrishnan VNo ratings yet
- Reinforcement Work Proc.Document5 pagesReinforcement Work Proc.Akhilesh Kumar0% (1)
- Q A P (Qap) - DCCC: Uality Ssurance LANDocument4 pagesQ A P (Qap) - DCCC: Uality Ssurance LANsasikumarNo ratings yet
- Commissioning Report For HIGH MASTDocument4 pagesCommissioning Report For HIGH MASTsidharthNo ratings yet
- FQP GeneralDocument21 pagesFQP GeneralgaladrialNo ratings yet
- Assesment of Residual Life of StructureDocument9 pagesAssesment of Residual Life of StructureP.MannaNo ratings yet
- Quality Assurance Plan (1) ..Document5 pagesQuality Assurance Plan (1) ..ARUNKUMARANNANBHEDANo ratings yet
- CHECKLIST For Installation of MICC CableDocument2 pagesCHECKLIST For Installation of MICC CableTHEOPHILUS ATO FLETCHERNo ratings yet
- SG3125HV: Turnkey Station For SystemDocument2 pagesSG3125HV: Turnkey Station For SystembajrangNo ratings yet
- Method Statement - Solar Ground Mounting, Car Park Structure Installation & Mounting of PV Panels - Cocacola - Al AinDocument10 pagesMethod Statement - Solar Ground Mounting, Car Park Structure Installation & Mounting of PV Panels - Cocacola - Al AinKarimo KilaniNo ratings yet
- 33kV Transmission Line (Field Quality Plan)Document6 pages33kV Transmission Line (Field Quality Plan)farhan100% (1)
- Checklist For Wall Panels InstallationDocument2 pagesChecklist For Wall Panels InstallationChristos LoutrakisNo ratings yet
- Work Method Statement For Erection in Loc Start D and End CDocument8 pagesWork Method Statement For Erection in Loc Start D and End CTwin Bulls0% (1)
- Sop of StringingDocument7 pagesSop of Stringingshubham shindeNo ratings yet
- Shear Wall Testing Facilities - CarletonDocument13 pagesShear Wall Testing Facilities - CarletonCarlos Acn100% (1)
- Quantum of Check of Material&WorkmanshipDocument35 pagesQuantum of Check of Material&Workmanshipsanjay vidhateNo ratings yet
- Field Quality Plan - Civil - Rev 1 - 24 (1) .04.09Document13 pagesField Quality Plan - Civil - Rev 1 - 24 (1) .04.09Sandeep JoshiNo ratings yet
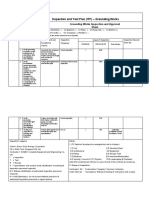
- Inspection and Test Plan (ITP) - Grounding WorksDocument2 pagesInspection and Test Plan (ITP) - Grounding WorksElisco Pher SalmasanNo ratings yet
- Ga22 PDFDocument40 pagesGa22 PDFJunaid Ahmed100% (1)
- Epbu 14 04 Ga KT 057a (6m Octagonal Pole) r4 ApprovalDocument1 pageEpbu 14 04 Ga KT 057a (6m Octagonal Pole) r4 ApprovalP.MannaNo ratings yet
- Function Checks Is Not Applicable For This Panel: Switchgear Functional TestDocument3 pagesFunction Checks Is Not Applicable For This Panel: Switchgear Functional Testeswaran005No ratings yet
- Project Quality Assurance Volume-IIIDocument11 pagesProject Quality Assurance Volume-IIISantosh KumarNo ratings yet
- Inspection and Tests Plan: OPGW 60mm, 24coresDocument3 pagesInspection and Tests Plan: OPGW 60mm, 24coresErika Rafani WibowoNo ratings yet
- Updated Standard Qap 14.07.22Document6 pagesUpdated Standard Qap 14.07.22Karna Satish KumarNo ratings yet
- Plumbing Code Refresher Set BDocument24 pagesPlumbing Code Refresher Set BEdna Purisima0% (1)
- MOS-Construction of OHTL From SS 8768 Layla PVDocument45 pagesMOS-Construction of OHTL From SS 8768 Layla PVEngr Muhammad Azam ThaheemNo ratings yet
- Method Statement For Wiring WorksDocument6 pagesMethod Statement For Wiring WorksprashantNo ratings yet
- Iwp Cable Tray Installation Checklist: Appendix - 9Document3 pagesIwp Cable Tray Installation Checklist: Appendix - 9dennykvg0% (1)
- Field Quality Plan For LgfsDocument7 pagesField Quality Plan For LgfsUday PratapNo ratings yet
- 04-2-TS vOL-II, Sec-IV, FQP R1 PDFDocument20 pages04-2-TS vOL-II, Sec-IV, FQP R1 PDFsanjeevchhabraNo ratings yet
- Daily Welding Fixture Condition Monitoring Sheet - F0926 - CDocument2 pagesDaily Welding Fixture Condition Monitoring Sheet - F0926 - CPearlsgodNo ratings yet
- MQAP - Long Rod InsulatorDocument8 pagesMQAP - Long Rod InsulatorRajitha BoppaNo ratings yet
- Portacabin Inspection ChecklistDocument2 pagesPortacabin Inspection ChecklistApm FoumilNo ratings yet
- CS 3 Phase Inverters Commissioning Checklist FINALDocument5 pagesCS 3 Phase Inverters Commissioning Checklist FINALarunghandwalNo ratings yet
- Foundation Notes:-: G.A. Drawing For 9 Mtrs. Octagonal Pole With 1M Double ArmDocument1 pageFoundation Notes:-: G.A. Drawing For 9 Mtrs. Octagonal Pole With 1M Double ArmP.Manna100% (1)
- AccumulatorDocument12 pagesAccumulatorNaser Khan100% (1)
- 835a) Method Statement For Ceramic Tile Marble Works - R0-SignedDocument23 pages835a) Method Statement For Ceramic Tile Marble Works - R0-Signedwaseq911No ratings yet
- Qap - NRLDocument1 pageQap - NRLStructures ProductionNo ratings yet
- LineDocument4 pagesLineShaharyar WaliullahNo ratings yet
- Switch Yard REVISEDocument28 pagesSwitch Yard REVISEPratheek ReddyNo ratings yet
- Typical QAPDocument4 pagesTypical QAPhemantmech09No ratings yet
- QA&QC DT FRMC 005 Non Conformance ReportDocument3 pagesQA&QC DT FRMC 005 Non Conformance ReportTariq Ali SialNo ratings yet
- Speed Control System With Rfid Equipped VehicleDocument27 pagesSpeed Control System With Rfid Equipped VehicleAnonymous L9fB0XUNo ratings yet
- Change Request FormDocument4 pagesChange Request Formdnmule0% (1)
- Weekly Safety Inspection Report: SampleDocument3 pagesWeekly Safety Inspection Report: SampleAviects Avie JaroNo ratings yet
- DD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateDocument1 pageDD250 MATERIAL INSPECTION AND RECEIVING REPORT TemplateWaqar SiddiqueNo ratings yet
- RFI Checklist Site BELOPARANG (Infill - SSul37)Document5 pagesRFI Checklist Site BELOPARANG (Infill - SSul37)Adhyatma RaufNo ratings yet
- DB ChecklistDocument4 pagesDB ChecklistJabinNo ratings yet
- RFI For 18.03.2014 Piping, Welding at SESA FabDocument4 pagesRFI For 18.03.2014 Piping, Welding at SESA Fabmuhammedemraan100% (1)
- SOP-Earthpit Maintenance PDFDocument3 pagesSOP-Earthpit Maintenance PDFManoj TyagiNo ratings yet
- Attachment 12.4 - QA - QC Checklist - FDBDocument3 pagesAttachment 12.4 - QA - QC Checklist - FDBehteshamNo ratings yet
- Troubleshooting ChecklistDocument4 pagesTroubleshooting ChecklistIrma KnuttNo ratings yet
- Skid Mounted Unit InstallationDocument2 pagesSkid Mounted Unit Installationric leonisoNo ratings yet
- MQP 2Document10 pagesMQP 2prithvirajd20No ratings yet
- ITP Work DownDocument5 pagesITP Work DownMuralimohan Pandian100% (1)
- SP Question BankDocument2 pagesSP Question BankAbhishek GhoshNo ratings yet
- Mdc&Coc Eot PanchetDocument2 pagesMdc&Coc Eot PanchetP.MannaNo ratings yet
- MDCC & MRC Generation ReportDocument9 pagesMDCC & MRC Generation ReportP.MannaNo ratings yet
- Rockwool Mattress PODocument5 pagesRockwool Mattress POP.MannaNo ratings yet
- TH THDocument9 pagesTH THP.MannaNo ratings yet
- FQP-Structural SteelDocument8 pagesFQP-Structural SteelP.MannaNo ratings yet
- MDCC & MRC Generation ReportDocument2 pagesMDCC & MRC Generation ReportP.MannaNo ratings yet
- Contract: Buyer Details Organisation DetailsDocument4 pagesContract: Buyer Details Organisation DetailsP.MannaNo ratings yet
- DSTPS - Sub Vendor ListDocument31 pagesDSTPS - Sub Vendor ListP.MannaNo ratings yet
- Clarifications 2Document5 pagesClarifications 2P.MannaNo ratings yet
- 2) Cut-Out For Bunker Level TX - There Should Not Be Any Obstruction Like Beam, ChannelDocument1 page2) Cut-Out For Bunker Level TX - There Should Not Be Any Obstruction Like Beam, ChannelP.MannaNo ratings yet
- IRS T-1-2012 (Fish PLT & Bar)Document17 pagesIRS T-1-2012 (Fish PLT & Bar)P.MannaNo ratings yet
- Lot Break UpDocument3 pagesLot Break UpP.MannaNo ratings yet
- Gem Contract 311793Document2 pagesGem Contract 311793P.MannaNo ratings yet
- Letter-486 19 03 2019Document1 pageLetter-486 19 03 2019P.MannaNo ratings yet
- Epbu-14-04-Ga-Kt-057a (6M Octagonal Pole) R4-Approval PDFDocument1 pageEpbu-14-04-Ga-Kt-057a (6M Octagonal Pole) R4-Approval PDFP.MannaNo ratings yet
- SolutionsDocument31 pagesSolutionsmayashankarjha100% (1)
- Core Shell Nano ParticlesDocument5 pagesCore Shell Nano ParticleswilawNo ratings yet
- E10 - Generator EnginesDocument6 pagesE10 - Generator Enginesrahul yo yoNo ratings yet
- D 6464 - 03 - Rdy0njqtukveDocument9 pagesD 6464 - 03 - Rdy0njqtukveYGWHNo ratings yet
- Normazione 50461: Material Standard Adhesion Test of Inorganic and Organic Trims by Squaring OffDocument5 pagesNormazione 50461: Material Standard Adhesion Test of Inorganic and Organic Trims by Squaring OffPamela SouzaNo ratings yet
- Evosta Ts EngDocument3 pagesEvosta Ts Engmky_roNo ratings yet
- Rammer Partsntools 2013Document15 pagesRammer Partsntools 2013Hans Hans SadzNo ratings yet
- Donasis Silicone Gel-Filled Mammary ImplantDocument4 pagesDonasis Silicone Gel-Filled Mammary ImplantJillian Mccullough100% (1)
- Cross ReferenceDocument2 pagesCross ReferenceluisA1923No ratings yet
- Elan - The Presidential (5BHK)Document37 pagesElan - The Presidential (5BHK)Labs IndiaNo ratings yet
- Impact and Soundness TestDocument11 pagesImpact and Soundness Testhimura kenshinNo ratings yet
- Intercambiadores Schmidt PDFDocument6 pagesIntercambiadores Schmidt PDFTomas Ignacio ScagliottiNo ratings yet
- Heliyon: Blasius Ngayakamo, Azikiwe Peter OnwualuDocument9 pagesHeliyon: Blasius Ngayakamo, Azikiwe Peter OnwualuMonica Zegarra ColanaNo ratings yet
- Tandem Units ParallelDocument23 pagesTandem Units ParallelkikiuNo ratings yet
- Shipmanager 7.0: Report Prepared Date:29/May/2016 Requisition Details Si - No. Requisition Number Requisition DateDocument39 pagesShipmanager 7.0: Report Prepared Date:29/May/2016 Requisition Details Si - No. Requisition Number Requisition DatewaranchaiNo ratings yet
- Composite Propeller ConstructionDocument8 pagesComposite Propeller Construction이재국No ratings yet
- Edus041502 PDFDocument176 pagesEdus041502 PDFMaria GodeanuNo ratings yet
- Astm A 668 - 98 PDFDocument7 pagesAstm A 668 - 98 PDFRyan LasacaNo ratings yet
- Xylan Offshore FlierDocument2 pagesXylan Offshore FlierpandiangvNo ratings yet
- Lean Manufacturing Case Study With Kanban System ImplementationDocument7 pagesLean Manufacturing Case Study With Kanban System Implementationpitho.3No ratings yet
- Cat. Parker Chomerics Engineered Materials GroupDocument52 pagesCat. Parker Chomerics Engineered Materials GroupAlejandro GilNo ratings yet
- BECKHOFF CP32xxenDocument31 pagesBECKHOFF CP32xxenrmorenodx4587No ratings yet