You might also like
- Braun Hallprobe A5s Series Data SheetDocument6 pagesBraun Hallprobe A5s Series Data SheetsrinuvoodiNo ratings yet
- Alwasy Step Ahead in TechnologyDocument3 pagesAlwasy Step Ahead in TechnologyjtpmlNo ratings yet
- Bowl MillDocument10 pagesBowl MillAvtarNo ratings yet
- 05 Integrated Inspection and Failure Analysis of Boilers PDFDocument15 pages05 Integrated Inspection and Failure Analysis of Boilers PDFcarlosNo ratings yet
- Design of Main GirderDocument58 pagesDesign of Main GirderovikbasuNo ratings yet
- Coal FeedDocument8 pagesCoal FeedaakashtrivediNo ratings yet
- Starjet InstructionsDocument54 pagesStarjet InstructionsJUAN PABLO ACOSTA100% (1)
- Coal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityDocument9 pagesCoal-Mill Optimisation in Coal-Fired Power Stations Aids FlexibilityTinyiko S. MalulekeNo ratings yet
- Better Fuel Distribution To Improve Combustion During Flexible Load OperationDocument12 pagesBetter Fuel Distribution To Improve Combustion During Flexible Load OperationRajeswaranNo ratings yet
- Turbines and GoverningDocument31 pagesTurbines and GoverningKVV100% (2)
- Numerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingDocument15 pagesNumerical Investigation of Combustion Optimization in A Tangential Firing Boiler Considering Steam Tube OverheatingYogesh DewangNo ratings yet
- Glycol Re-Boiler Tube Damage Case StudyDocument17 pagesGlycol Re-Boiler Tube Damage Case StudyMohd Shafuaaz KassimNo ratings yet
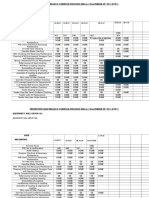
- Preventive Maintenance Schedule For FD Fans of "U# 8, D.P.P.S." Equipment: FD Fan # 8ADocument2 pagesPreventive Maintenance Schedule For FD Fans of "U# 8, D.P.P.S." Equipment: FD Fan # 8ABM UNIT8No ratings yet
- Technical Bid Evaluation For Feed Handling - ConveyorDocument5 pagesTechnical Bid Evaluation For Feed Handling - Conveyorryoga100% (1)
- Delayed Coking Technology: Residue Conversion: Naphtha KeroDocument2 pagesDelayed Coking Technology: Residue Conversion: Naphtha KeroDikul BrahmbhattNo ratings yet
- STOCk - Gravimetric FeederDocument6 pagesSTOCk - Gravimetric FeederVijay Kumar100% (1)
- FLS, Eng RequirementsDocument9 pagesFLS, Eng RequirementsDeepak DasNo ratings yet
- Dimension Tolerance (Coal Mill)Document4 pagesDimension Tolerance (Coal Mill)nishant361No ratings yet
- High Pressure ProcessingDocument18 pagesHigh Pressure ProcessingTanuj BansalNo ratings yet
- Modern ControlDocument16 pagesModern ControlBM100% (1)
- Coal Conveyor SpecsDocument21 pagesCoal Conveyor Specskbala_murugan2011No ratings yet
- Estudos de Casos - Revamps & Upgrades HOERBIGERDocument11 pagesEstudos de Casos - Revamps & Upgrades HOERBIGERJoseNo ratings yet
- Proportional Hydraulic Drive DesignDocument22 pagesProportional Hydraulic Drive DesignThafer MajeedNo ratings yet
- FLS-pneumatic Transfer From Storage (Tse)Document22 pagesFLS-pneumatic Transfer From Storage (Tse)Dilnesa EjiguNo ratings yet
- Bag Filter Installation - Manual-2Document22 pagesBag Filter Installation - Manual-2kISHORENo ratings yet
- 03 Product OverviewDocument44 pages03 Product OverviewMamdouh ElhanafyNo ratings yet
- Superheaters and ReheaterDocument16 pagesSuperheaters and ReheaterBudi NortonNo ratings yet
- AUMUND Bucket Elevators 180801Document16 pagesAUMUND Bucket Elevators 180801Tino TorehNo ratings yet
- Air Heater Maintenace/Trouble Shooting and RemediesDocument13 pagesAir Heater Maintenace/Trouble Shooting and Remediesjp mishraNo ratings yet
- Siemens Belt ScalesDocument66 pagesSiemens Belt ScalesGilbertDominguezNo ratings yet
- Third Generation Air Winch SeriesDocument6 pagesThird Generation Air Winch Seriesvkannan07666No ratings yet
- NTPC Vindhyachal conveyor crushing package price formatsDocument4 pagesNTPC Vindhyachal conveyor crushing package price formatsistyloankurNo ratings yet
- Review of Rotor Balancing MethodsDocument16 pagesReview of Rotor Balancing MethodsFallo SusiloNo ratings yet
- Gas Burner WG30... 1-C ZM-LN MX2019-02Document124 pagesGas Burner WG30... 1-C ZM-LN MX2019-02flatron445No ratings yet
- Paper 1 Reduction in Coal Unloading TimeDocument31 pagesPaper 1 Reduction in Coal Unloading TimezahoorNo ratings yet
- Air Pollution Control: Understanding Bag FiltersDocument54 pagesAir Pollution Control: Understanding Bag FiltersVishal HiremathNo ratings yet
- Power Air Preheater Ljungstrom Air Preheaters PDFDocument16 pagesPower Air Preheater Ljungstrom Air Preheaters PDFNaveen ChodagiriNo ratings yet
- Data Sheet RVO 07011Document2 pagesData Sheet RVO 07011cvg ertd100% (1)
- Benchmark Boiler Tube Failures Study ResultsDocument11 pagesBenchmark Boiler Tube Failures Study ResultsEdy AeNo ratings yet
- Preventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."Document7 pagesPreventive Maintenance Schedule For Bowl Mill & Coal Feeder of "U# 8, D.P.P.S."mrinal mandalNo ratings yet
- My Name Is No ManDocument47 pagesMy Name Is No Mannuman maqsoodNo ratings yet
- CDW150 Coriolis Flow MeterDocument14 pagesCDW150 Coriolis Flow MeterVali PopescuNo ratings yet
- 3 - Presentation Antisurge Control 2016Document66 pages3 - Presentation Antisurge Control 2016Hayder WasselaNo ratings yet
- CFB Multi-Fuel Boiler Process DescriptionDocument29 pagesCFB Multi-Fuel Boiler Process DescriptionNind's Chef100% (1)
- Air Slide Version 24 Sept 03Document6 pagesAir Slide Version 24 Sept 03Ahmed Mostafa AL-AboudyNo ratings yet
- HMA-36509 - Reclaim Feeder Manual RevcDocument111 pagesHMA-36509 - Reclaim Feeder Manual RevcAbdul HamidNo ratings yet
- Catalog 20141222Document32 pagesCatalog 20141222Naresh VepuriNo ratings yet
- Dresser-Rand Company Profile and Project Impact AnalysisDocument24 pagesDresser-Rand Company Profile and Project Impact AnalysisMatt JonesNo ratings yet
- Faf OmDocument41 pagesFaf OmKRSRAMANNo ratings yet
- VH60-100 Presentation Philippe ChabinDocument46 pagesVH60-100 Presentation Philippe ChabinMohamedMansour50% (2)
- Rotary Plant Shutdown ScheduleDocument9 pagesRotary Plant Shutdown SchedulesyeedismailNo ratings yet
- Rexnord® High Performance Bucket Elevators PDFDocument12 pagesRexnord® High Performance Bucket Elevators PDFJavier Alejandro Rodriguez MelgozaNo ratings yet
- 3300 XL 8mm & 3300 5mm Proximity Transducer System: Installation ManualDocument54 pages3300 XL 8mm & 3300 5mm Proximity Transducer System: Installation ManualPrithwish ChaudhuriNo ratings yet
- Filter MaintenanceDocument6 pagesFilter MaintenanceTanmay MajhiNo ratings yet
- Top10questions PDFDocument12 pagesTop10questions PDFJose Reinaldo Morillo LinaresNo ratings yet
- Top Ten Frequently Asked Questions On Feeder AccuracyDocument12 pagesTop Ten Frequently Asked Questions On Feeder AccuracyfakhriNo ratings yet
- 03 07 Frequently Asked Questions On Feeder PerformanceDocument10 pages03 07 Frequently Asked Questions On Feeder PerformanceEhab Anwer HassanNo ratings yet
- 1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFDocument6 pages1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFLuis Steiler Cespedes CastilloNo ratings yet
- BioPharm - Scale Down - Downstream PDFDocument10 pagesBioPharm - Scale Down - Downstream PDFGeetanjali HubliNo ratings yet
- MERC issues new electricity tariff rulesDocument162 pagesMERC issues new electricity tariff rulesEE POG-III CSTPSNo ratings yet
- Example Calculation of Air Velocity From Pitot-Static Tube MeasurementDocument1 pageExample Calculation of Air Velocity From Pitot-Static Tube MeasurementKundan MishraNo ratings yet
- Testo 440 Tips TricksDocument4 pagesTesto 440 Tips TricksEE POG-III CSTPSNo ratings yet
- Matecconf Icper2014 02010Document6 pagesMatecconf Icper2014 02010Engr Khalil AhmedNo ratings yet
- Improving Power Plant EfficiencyDocument44 pagesImproving Power Plant Efficiencyajinkya yenpreddiwarNo ratings yet
- Burner Tilt PDFDocument9 pagesBurner Tilt PDFEE POG-III CSTPSNo ratings yet
- Soot Blowing Optimization For Frequency in EconomiDocument19 pagesSoot Blowing Optimization For Frequency in EconomiDebabrata GhoshNo ratings yet
- Unit 8&9, Cstps Chandrapur: MERC ParametersDocument15 pagesUnit 8&9, Cstps Chandrapur: MERC ParametersEE POG-III CSTPSNo ratings yet
- Matecconf Icper2014 02010Document6 pagesMatecconf Icper2014 02010Engr Khalil AhmedNo ratings yet
- Burner Tilt PDFDocument9 pagesBurner Tilt PDFEE POG-III CSTPSNo ratings yet
- Ash Fouling Monitoring and Key Variables Analysis PDFDocument14 pagesAsh Fouling Monitoring and Key Variables Analysis PDFEE POG-III CSTPSNo ratings yet
- Improving Power Plant EfficiencyDocument44 pagesImproving Power Plant Efficiencyajinkya yenpreddiwarNo ratings yet
- Burner Tilt PDFDocument9 pagesBurner Tilt PDFEE POG-III CSTPSNo ratings yet
- Improving Power Plant EfficiencyDocument44 pagesImproving Power Plant Efficiencyajinkya yenpreddiwarNo ratings yet
- Combustion and Flame PDFDocument20 pagesCombustion and Flame PDFEE POG-III CSTPSNo ratings yet
- Detailed Energy Audit of Thermal Power Plant EquipmentDocument22 pagesDetailed Energy Audit of Thermal Power Plant EquipmentPajooheshNo ratings yet
- Detailed Energy Audit of Thermal Power Plant EquipmentDocument22 pagesDetailed Energy Audit of Thermal Power Plant EquipmentPajooheshNo ratings yet
- Compressed Air SystemDocument22 pagesCompressed Air SystemEE POG-III CSTPSNo ratings yet
- Combustion and Flame PDFDocument20 pagesCombustion and Flame PDFEE POG-III CSTPSNo ratings yet
- Burner Tilt PDFDocument9 pagesBurner Tilt PDFEE POG-III CSTPSNo ratings yet
- Burner Tilt PDFDocument9 pagesBurner Tilt PDFEE POG-III CSTPSNo ratings yet
- Example Calculation of Air Velocity From Pitot-Static Tube MeasurementDocument1 pageExample Calculation of Air Velocity From Pitot-Static Tube MeasurementKundan MishraNo ratings yet
- Condenser and Cooling Tower Performance PDFDocument69 pagesCondenser and Cooling Tower Performance PDFsasikumar r100% (1)
- Testo 440 Tips TricksDocument4 pagesTesto 440 Tips TricksEE POG-III CSTPSNo ratings yet
- Optimize Pulverizer Performance with Dirty Air Flow TestsDocument11 pagesOptimize Pulverizer Performance with Dirty Air Flow TestsGopal Chandra Sahu100% (1)
- Akuntansi Keuangan Lanjutan - Akuntansi Penggabungan UsahaDocument67 pagesAkuntansi Keuangan Lanjutan - Akuntansi Penggabungan UsahachendyNo ratings yet
- Danh sách KH Biệt Thự Thảo Điền - Quận 2Document4 pagesDanh sách KH Biệt Thự Thảo Điền - Quận 2La TraNo ratings yet
- LFJ All OrdersDocument195 pagesLFJ All Orderskate jackNo ratings yet
- Eddy Current Testing Exam Questions Assignment2Document1 pageEddy Current Testing Exam Questions Assignment2Narotam Kumar GupteshwarNo ratings yet
- Business Letter WritingDocument13 pagesBusiness Letter WritingAlex Alexandru100% (1)
- Taco Bell - Re EngineeringDocument6 pagesTaco Bell - Re Engineeringabcxyz2811100% (6)
- Korean Enthusiasm and PatriotismDocument68 pagesKorean Enthusiasm and PatriotismYukino Hera100% (1)
- Chapter 6 Physics LabDocument3 pagesChapter 6 Physics Labraquelloveswow0% (1)
- Crash of Air France ConcordeDocument11 pagesCrash of Air France ConcordeAhmad Aimi SafuanNo ratings yet
- 3M NLP White PaperDocument12 pages3M NLP White PaperJayampathi SamarasingheNo ratings yet
- Unit IV - CPU Scheduling and Algorithm Section 4.1 Scheduling Types Scheduling ObjectivesDocument18 pagesUnit IV - CPU Scheduling and Algorithm Section 4.1 Scheduling Types Scheduling ObjectivessmsaranyaNo ratings yet
- Structurix MEcoDocument12 pagesStructurix MEcoPierpaolo AparoNo ratings yet
- 6 Thinking Hats Detailed Model - UpdatedDocument32 pages6 Thinking Hats Detailed Model - Updatedgeetanshi mittalNo ratings yet
- BISE Sukkur HSC Part 2 Results 2015Document12 pagesBISE Sukkur HSC Part 2 Results 2015ajayNo ratings yet
- Acoustic Emission InspectionDocument7 pagesAcoustic Emission InspectionAntonio PerezNo ratings yet
- Chapter Three: Business Plan PreparationDocument26 pagesChapter Three: Business Plan PreparationwaqoleNo ratings yet
- Arts and Crafts of Basey SamarDocument28 pagesArts and Crafts of Basey SamarTrisha MenesesNo ratings yet
- Gray Iron Castings: Standard Specification ForDocument6 pagesGray Iron Castings: Standard Specification Forsafak kahramanNo ratings yet
- Max-OT For Dummies - Bodybuilding - Com ForumsDocument21 pagesMax-OT For Dummies - Bodybuilding - Com ForumsPhong QuachNo ratings yet
- Language in UseDocument1 pageLanguage in UseEvaNo ratings yet
- Lifeboat Equipment ListDocument1 pageLifeboat Equipment Listjosua albertNo ratings yet
- Clinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyDocument33 pagesClinical Presentation of Ectopic Pregnancy Turned Out to Be Ectopic PregnancyRosiNo ratings yet
- 2016 Aiersi ukulele pricelist models and pricesDocument16 pages2016 Aiersi ukulele pricelist models and pricesOctavio ColungaNo ratings yet
- WordPress Introduction: CMS BasicsDocument21 pagesWordPress Introduction: CMS BasicsNgô Ngọc Hải phươngNo ratings yet
- 1) What Is Gloss ?Document14 pages1) What Is Gloss ?AvadhutNo ratings yet
- Taxation Management AssignmentDocument11 pagesTaxation Management AssignmentniraliNo ratings yet
- Vernacular Terms in Philippine ConstructionDocument3 pagesVernacular Terms in Philippine ConstructionFelix Albit Ogabang IiiNo ratings yet
- Leadership's Ramdom MCQsDocument48 pagesLeadership's Ramdom MCQsAhmed NoumanNo ratings yet
- Role of Various Avonoids: Hypotheses On Novel Approach To Treat DiabetesDocument6 pagesRole of Various Avonoids: Hypotheses On Novel Approach To Treat DiabetesYuliet SusantoNo ratings yet
- An Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramDocument11 pagesAn Implementation of Illuminance Meter Using Light Dependent Resistor Integrated With Labview ProgramAshraf YusofNo ratings yet