You might also like
- Influence of fabric architecture on dry fabric contact behaviorDocument13 pagesInfluence of fabric architecture on dry fabric contact behaviorranim najibNo ratings yet
- 24 996.fullDocument8 pages24 996.fullpriyaNo ratings yet
- Short-Beam Shear of Nanoprepreg/ Nanostitched Three-Dimensional Carbon/epoxy Multiwall Carbon Nanotube CompositesDocument19 pagesShort-Beam Shear of Nanoprepreg/ Nanostitched Three-Dimensional Carbon/epoxy Multiwall Carbon Nanotube CompositesGowthaman SwaminathanNo ratings yet
- Numerical Simulation Methodology For Mode II Delamination of Quasi-Isotropic Quasi-Homogeneous Composite LaminatesDocument14 pagesNumerical Simulation Methodology For Mode II Delamination of Quasi-Isotropic Quasi-Homogeneous Composite LaminatesammarNo ratings yet
- Simulation of The Effects of Structural Parameters of Glass Fiber Fabric On The Thermal Insulation PropertyDocument11 pagesSimulation of The Effects of Structural Parameters of Glass Fiber Fabric On The Thermal Insulation PropertyhawNo ratings yet
- 1 PBDocument14 pages1 PBZalam ZimbooNo ratings yet
- Effects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricsDocument11 pagesEffects of Fabric Construction and Shear Thickening Fluid On Yarn Pull-Out From High-Performance FabricshawNo ratings yet
- Mechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsDocument9 pagesMechanical Characterization and Improvement of Weaveability For Glass/Polypropylene Commingled Hybrid YarnsSEP-PublisherNo ratings yet
- A Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesDocument11 pagesA Poly-Inclusion Approach For The Elastic Modelling of Knitted Fabric CompositesFederico LamonNo ratings yet
- Simplified Micromechanics of Plain Weave CompositesDocument15 pagesSimplified Micromechanics of Plain Weave Compositess_padu3003@yahoo.comNo ratings yet
- Polyether Based Thermoplastic Polyurethane Melt Blown NonwovensDocument11 pagesPolyether Based Thermoplastic Polyurethane Melt Blown NonwovensvivekrajgNo ratings yet
- Mechanical Behavior of A Syntactic Foam: Experiments and ModelingDocument22 pagesMechanical Behavior of A Syntactic Foam: Experiments and ModelingIvan Marijanović100% (1)
- Comparison of Methods For The Measurement of Fibre - Matrix Adhesion in CompositesDocument26 pagesComparison of Methods For The Measurement of Fibre - Matrix Adhesion in CompositesLuke100% (1)
- Coletes de Balas TextilDocument11 pagesColetes de Balas Textilpinto.carolina2015No ratings yet
- Introduction to the Mechanical Properties of Thermally Bonded Nonwoven MaterialsDocument28 pagesIntroduction to the Mechanical Properties of Thermally Bonded Nonwoven MaterialsFarukh AzizzNo ratings yet
- Experimental and Numerical Analyses of The In-Plane Permeability of 2.5d-Woven Carbon Fabric Preforms With Compressive DeformationDocument9 pagesExperimental and Numerical Analyses of The In-Plane Permeability of 2.5d-Woven Carbon Fabric Preforms With Compressive DeformationVKB Library iisuNo ratings yet
- Measurement of In-Plane and Out-Of-Plane Elastic Properties of Woven Fabric Composites Using Digital Image CorrelationDocument16 pagesMeasurement of In-Plane and Out-Of-Plane Elastic Properties of Woven Fabric Composites Using Digital Image CorrelationOmer KelavNo ratings yet
- Composites Modeling Capabilities of AbaqusDocument13 pagesComposites Modeling Capabilities of AbaqusMo HoNo ratings yet
- Experimental analysis and numerical modelling of dry carbon woven reinforcementDocument21 pagesExperimental analysis and numerical modelling of dry carbon woven reinforcementranim najibNo ratings yet
- Analysis On Failure Mechanisms of An Interlock Woven FabricDocument9 pagesAnalysis On Failure Mechanisms of An Interlock Woven FabricTibebu MerideNo ratings yet
- Failure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreDocument8 pagesFailure and Fracture of Short Flass Fibre Reinforced Nylon Composites MooreGerardo XZNo ratings yet
- The Effect of Different Number of Layers and FiberDocument10 pagesThe Effect of Different Number of Layers and FiberjoaoNo ratings yet
- Issues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesDocument11 pagesIssues in Diaphragm Forming of Continuous Fiber Reinforced Thermoplastic CompositesclaradwisNo ratings yet
- M.F Hot Drape FormingbDocument28 pagesM.F Hot Drape FormingbKassahun FerdaNo ratings yet
- The Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictionDocument19 pagesThe Ballistic Impact Characteristics of Aramid Fabrics - Interface FrictiongooogaNo ratings yet
- Permeability of textile fabrics with spherical inclusionsDocument15 pagesPermeability of textile fabrics with spherical inclusionsMuhammad AliNo ratings yet
- Fabrication and Mechanical Response Commingled Composites: of Gf/PetDocument10 pagesFabrication and Mechanical Response Commingled Composites: of Gf/PetZe MariNo ratings yet
- IJACT PPFibers RSalomao 2007Document8 pagesIJACT PPFibers RSalomao 2007Jose Gabriel VelezNo ratings yet
- Hybrid Matrices Layer of Carbon Fiber CompositesDocument7 pagesHybrid Matrices Layer of Carbon Fiber CompositesEditorijer IjerNo ratings yet
- Accepted Manuscript: Composite StructuresDocument33 pagesAccepted Manuscript: Composite StructuresDwitiya D TihataNo ratings yet
- Kaddami-1623 0 Merged 1496264554Document22 pagesKaddami-1623 0 Merged 1496264554aouat tassaditNo ratings yet
- NASA technical memo simplifies micromechanics of plain weave compositesDocument15 pagesNASA technical memo simplifies micromechanics of plain weave compositesGani PateelNo ratings yet
- Energy Absorption of Three-Dimensional Braided Composites Under Impact Punch Shear LoadingDocument16 pagesEnergy Absorption of Three-Dimensional Braided Composites Under Impact Punch Shear LoadinghawNo ratings yet
- Bond Structure and Tensile Properties of Thermal Bonded Polypropylene NonwovensDocument5 pagesBond Structure and Tensile Properties of Thermal Bonded Polypropylene NonwovensSEP-PublisherNo ratings yet
- Possibility_of_Using_Cotton_Knitted_Fabric_Waste_i (1)Document11 pagesPossibility_of_Using_Cotton_Knitted_Fabric_Waste_i (1)Gian AdlawanNo ratings yet
- A Comparison Process Between Hand Lay-Up Vacuum inDocument11 pagesA Comparison Process Between Hand Lay-Up Vacuum inAman kumarNo ratings yet
- Synopsis: in This Project Used Different Materials. There AreDocument5 pagesSynopsis: in This Project Used Different Materials. There Areabdulhere4uNo ratings yet
- 11-1 TAFMEC PropagationDocument7 pages11-1 TAFMEC PropagationMohammadreza NaeimiradNo ratings yet
- Axial Tensile Testing of Single FibresDocument6 pagesAxial Tensile Testing of Single FibresazapNo ratings yet
- 10.1007@s10443 020 09837 ZDocument19 pages10.1007@s10443 020 09837 Zabilio_j_vieiraNo ratings yet
- 1996 - Alternative Means For Evaluating Fibre-MatrixDocument8 pages1996 - Alternative Means For Evaluating Fibre-MatrixRushi TutorNo ratings yet
- Influence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesDocument6 pagesInfluence of Stacking Sequence On The Mechanical and Dynamic Mechanical Properties of Cotton/Glass Fiber Reinforced Polyester CompositesRodrigo Lara MarrugoNo ratings yet
- Vande Ur Zen 1996Document13 pagesVande Ur Zen 1996Luis Miguel Perez PertuzNo ratings yet
- 1 s2.0 S1359835X22000021 MainDocument12 pages1 s2.0 S1359835X22000021 MainThanusha ReddyNo ratings yet
- Polymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempDocument20 pagesPolymers: Fiber Orientation and Concentration in An Injection-Molded Ethylene-Propylene Copolymer Reinforced by HempChien Vu NgocNo ratings yet
- Comfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsDocument7 pagesComfort Aspects of Finished Polyester-Cotton and Polyester-Viscose Ring and MJS Yarn FabricsAditya ShrivastavaNo ratings yet
- Composite Material AssignmentDocument12 pagesComposite Material AssignmentMohd Shahrizan100% (1)
- Stab and Cut Resistance of Knitted Structures: A Comparative StudyDocument10 pagesStab and Cut Resistance of Knitted Structures: A Comparative StudyHaider AliNo ratings yet
- Stacking SequenceDocument12 pagesStacking SequenceAndrés MercadoNo ratings yet
- Shiyan LuDocument7 pagesShiyan LuAdnan QayumNo ratings yet
- High-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesDocument9 pagesHigh-Tenacity Man-Made Cellulose Fibre Reinforced Thermoplastics - Injection Moulding Compounds With Polypropylene and Alternative MatricesSiddharthBhasneyNo ratings yet
- Cross Woven Glass FibreDocument9 pagesCross Woven Glass FibreUmair KhalidNo ratings yet
- Study On Thermal Treatment of Hybrid Technical Yarns: Fibers and Polymers February 2004Document7 pagesStudy On Thermal Treatment of Hybrid Technical Yarns: Fibers and Polymers February 2004Satish KulkarniNo ratings yet
- Prediction of Fabric Compressive Properties Using Artificial Neural NetworksDocument13 pagesPrediction of Fabric Compressive Properties Using Artificial Neural NetworksGurumurthy RamaiahNo ratings yet
- Effect of Yarn Wetting On Some Physical Properties of Polyamide 6 False-Twist Textured YarnDocument8 pagesEffect of Yarn Wetting On Some Physical Properties of Polyamide 6 False-Twist Textured YarnFahima RashidNo ratings yet
- Review Paper 3 PPDocument42 pagesReview Paper 3 PPKRISHNA VAMSINo ratings yet
- Novel technique for measuring compressive strength of single fibersDocument6 pagesNovel technique for measuring compressive strength of single fibersRosane MouraNo ratings yet
- Filtration of Particles Through A Single Layer of Dual Scale Fibrous Porous MediaChohra07 PDFDocument17 pagesFiltration of Particles Through A Single Layer of Dual Scale Fibrous Porous MediaChohra07 PDFenjpetNo ratings yet
- Finite Element (FE) Shear Modeling of Woven Fabric Textile CompositeDocument7 pagesFinite Element (FE) Shear Modeling of Woven Fabric Textile Compositeranim najibNo ratings yet
- Variable-Free Exploration of Stochastic Models - A Gene Regulatory Network ExampleDocument12 pagesVariable-Free Exploration of Stochastic Models - A Gene Regulatory Network Exampleranim najibNo ratings yet
- Research Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment ToleranceDocument13 pagesResearch Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment Toleranceranim najibNo ratings yet
- 2017 CTI USA SimulationOfGearWhineInATDocument27 pages2017 CTI USA SimulationOfGearWhineInATranim najibNo ratings yet
- Coupled Computation of Meshing and Bearings StiffnDocument7 pagesCoupled Computation of Meshing and Bearings Stiffnranim najibNo ratings yet
- Robust Optimization - A Comprehensive SurveyDocument29 pagesRobust Optimization - A Comprehensive Surveyranim najibNo ratings yet
- Panda 2016Document14 pagesPanda 2016ranim najibNo ratings yet
- ML in Structural Dynamics and VibroacousticDocument43 pagesML in Structural Dynamics and Vibroacousticmuyideen abdulkareemNo ratings yet
- Black-Box Modelling of Nonlinear Railway Vehicle Dynamics For Track Geometry Assessment Using Neural NetworksDocument31 pagesBlack-Box Modelling of Nonlinear Railway Vehicle Dynamics For Track Geometry Assessment Using Neural Networksranim najibNo ratings yet
- Research Article: Multipopulation Ensemble Particle Swarm Optimizer For Engineering Design ProblemsDocument30 pagesResearch Article: Multipopulation Ensemble Particle Swarm Optimizer For Engineering Design Problemsranim najibNo ratings yet
- S0094114X19301119Document35 pagesS0094114X19301119ranim najibNo ratings yet
- 10 11648 J Ijsqa 20190501 11Document5 pages10 11648 J Ijsqa 20190501 11ranim najibNo ratings yet
- Novel Computational Methods For Stochastic Design Optimization ofDocument307 pagesNovel Computational Methods For Stochastic Design Optimization ofranim najibNo ratings yet
- 1 s2.0 S0888327018301249 MainDocument22 pages1 s2.0 S0888327018301249 Mainranim najibNo ratings yet
- J Mechmachtheory 2006 06 002Document29 pagesJ Mechmachtheory 2006 06 002ranim najibNo ratings yet
- 1 s2.0 S0888327021005811 MainDocument18 pages1 s2.0 S0888327021005811 Mainranim najibNo ratings yet
- Gear Mesh StifnessDocument12 pagesGear Mesh Stifnessbond29No ratings yet
- Drivetrain Noise, Vibration, and Harshness: April 2014Document14 pagesDrivetrain Noise, Vibration, and Harshness: April 2014ranim najibNo ratings yet
- 1 s2.0 S0022460X22000086 MainDocument22 pages1 s2.0 S0022460X22000086 Mainranim najibNo ratings yet
- 1 s2.0 S0169433209001457 MainDocument8 pages1 s2.0 S0169433209001457 Mainranim najibNo ratings yet
- Problem Definitions and Evaluation Criteria For The CEC 2005 Special Session On Real-Parameter OptimizationDocument50 pagesProblem Definitions and Evaluation Criteria For The CEC 2005 Special Session On Real-Parameter OptimizationTempest_LNo ratings yet
- 1 s2.0 S0094114X13001584 MainDocument22 pages1 s2.0 S0094114X13001584 Mainranim najibNo ratings yet
- Research Article: Design Optimization of A Speed Reducer Using Deterministic TechniquesDocument8 pagesResearch Article: Design Optimization of A Speed Reducer Using Deterministic Techniquesranim najibNo ratings yet
- Research Article: Design Optimization of A Speed Reducer Using Deterministic TechniquesDocument8 pagesResearch Article: Design Optimization of A Speed Reducer Using Deterministic Techniquesranim najibNo ratings yet
- Applied Sciences: Dynamic Performance Optimization of Circular Sawing Machine GearboxDocument20 pagesApplied Sciences: Dynamic Performance Optimization of Circular Sawing Machine Gearboxranim najibNo ratings yet
- TD1Document11 pagesTD1ranim najibNo ratings yet
- Career Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018Document22 pagesCareer Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018ranim najibNo ratings yet
- Applied Sciences: Dynamic Performance Optimization of Circular Sawing Machine GearboxDocument20 pagesApplied Sciences: Dynamic Performance Optimization of Circular Sawing Machine Gearboxranim najibNo ratings yet
- Career Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018Document22 pagesCareer Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018ranim najibNo ratings yet
- Drivetrain Noise, Vibration, and Harshness: April 2014Document14 pagesDrivetrain Noise, Vibration, and Harshness: April 2014ranim najibNo ratings yet
- Scanned by CamscannerDocument11 pagesScanned by Camscannerranim najibNo ratings yet
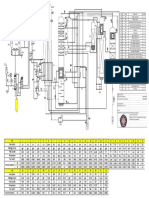
- AS330 Microturbine Control System DiagramDocument12 pagesAS330 Microturbine Control System DiagramYuda pratamaNo ratings yet
- How To Fix A Washing Machine: 9 Common Problems: Attempting RepairsDocument6 pagesHow To Fix A Washing Machine: 9 Common Problems: Attempting RepairsLouieGonzalesNo ratings yet
- Parameters of DC High-Speed Circuit-Breakers: Artur RojekDocument5 pagesParameters of DC High-Speed Circuit-Breakers: Artur RojekagarwaalaaaaNo ratings yet
- Sized Marble: Product Data Sheet (PDS)Document1 pageSized Marble: Product Data Sheet (PDS)Iqbal batchaNo ratings yet
- M.SC Chemistry Curriculum Syllabus 2018 19Document68 pagesM.SC Chemistry Curriculum Syllabus 2018 19krishna kumarNo ratings yet
- Prepare Report On Gear and Its TerminologyDocument12 pagesPrepare Report On Gear and Its TerminologyMadhuri TelangeNo ratings yet
- Merawi 24Document12 pagesMerawi 24ወልደ መስቀል ፍቅሩNo ratings yet
- N4 Electrotechnics Augustus 2019Document8 pagesN4 Electrotechnics Augustus 2019Petro Susan BarnardNo ratings yet
- Exact Solutions of The Klein-Gordon Equation in The Presence of A Dyon, Magnetic Flux and Scalar Potential in The Spacetime of Gravitational DefectsDocument16 pagesExact Solutions of The Klein-Gordon Equation in The Presence of A Dyon, Magnetic Flux and Scalar Potential in The Spacetime of Gravitational DefectsBilgehan Barış ÖNERNo ratings yet
- Lab. Mekanika Fluida Teknik Mesin-FTUI DR - Ir. Harinaldi, M.EngDocument19 pagesLab. Mekanika Fluida Teknik Mesin-FTUI DR - Ir. Harinaldi, M.EngYu KiNo ratings yet
- Gruppe Spot II LED FloodlightDocument2 pagesGruppe Spot II LED FloodlightManju BargaveeNo ratings yet
- Curriculum Vitae: Hamad MushtaqDocument3 pagesCurriculum Vitae: Hamad MushtaqUzair IjazNo ratings yet
- Anh 7 Hkii 2020-2021 Chinh ThucDocument4 pagesAnh 7 Hkii 2020-2021 Chinh ThucNguyen Viet LovesUlisNo ratings yet
- Manual eDocument220 pagesManual ejfilipeoliveira1979No ratings yet
- Dynamics of Rigid Bodies MotionDocument12 pagesDynamics of Rigid Bodies MotionIusty ĨustyNo ratings yet
- Problem Set #6 AnswersDocument3 pagesProblem Set #6 AnswersStefan BamNo ratings yet
- Fundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyDocument6 pagesFundamental Principles of Gas Turbine Meters Robert Bennett American Meter CompanyCarlos TarquinoNo ratings yet
- TC XXX 9999023615Document1 pageTC XXX 9999023615Jean RaminhoNo ratings yet
- Government Engineering College Internship Seminar on Power DistributionDocument17 pagesGovernment Engineering College Internship Seminar on Power DistributionMihir RanaNo ratings yet
- Umair Date Sheet Annual 2023Document2 pagesUmair Date Sheet Annual 2023thenihn899No ratings yet
- Machine learning designs 1D photonic crystals for visible light spectraDocument18 pagesMachine learning designs 1D photonic crystals for visible light spectrayassinebouazziNo ratings yet
- Experiment No. 1 Analysis of Resistive Networks ObjectivesDocument12 pagesExperiment No. 1 Analysis of Resistive Networks ObjectivesAlexandra OlsemNo ratings yet
- Andersen 2009Document23 pagesAndersen 2009Lucas MartinsNo ratings yet
- New Toshiba VRF FCU: 1. FeatureDocument9 pagesNew Toshiba VRF FCU: 1. FeatureLê Văn HuânNo ratings yet
- Lecture 3Document39 pagesLecture 3Aziz RofiuddarojadNo ratings yet
- Work Energy, Pressure, Turning EffectDocument8 pagesWork Energy, Pressure, Turning EffectShad BegumNo ratings yet
- Manage industrial equipment inventoryDocument1 pageManage industrial equipment inventorySeyzhea Nimas HapsariNo ratings yet
- Capacitive Circuits LabDocument2 pagesCapacitive Circuits LabAhmed MunirNo ratings yet
- Lecture - Notes - Chemistry - Final - 10232018 PDFDocument130 pagesLecture - Notes - Chemistry - Final - 10232018 PDFAlvin DeliroNo ratings yet
- Unit IV Measurement of Non-Electrical ParametersDocument17 pagesUnit IV Measurement of Non-Electrical ParametersAleesha100% (6)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Temperature-Responsive Polymers: Chemistry, Properties, and ApplicationsFrom EverandTemperature-Responsive Polymers: Chemistry, Properties, and ApplicationsNo ratings yet