You might also like
- Pinto+Doc Med+ResDocument20 pagesPinto+Doc Med+ResSirRD80% (5)
- Pinto+doc Med+res PDFDocument20 pagesPinto+doc Med+res PDFfarish100% (1)
- Himsen Cat h2533Document12 pagesHimsen Cat h2533Mohsen50% (2)
- Wartsila o e W 32gd TRDocument16 pagesWartsila o e W 32gd TRMartin Kratky100% (1)
- Head PortingDocument9 pagesHead PortingJo M. Chang100% (3)
- Build Your Own TurbineDocument16 pagesBuild Your Own TurbineJack D'Roca100% (5)
- Piston SelectionDocument5 pagesPiston SelectionSunil ChNo ratings yet
- PumpsDocument19 pagesPumpsIon_Riswan100% (1)
- Cat Parts Value Story - 2012Document70 pagesCat Parts Value Story - 2012Anonymous QyMJpu100% (2)
- DIY - Basic Cylinder Head Porting - Standard Abrasives Motor Sports PDFDocument10 pagesDIY - Basic Cylinder Head Porting - Standard Abrasives Motor Sports PDFkristof2273No ratings yet
- Standard Abrasives - DIY Cylinder Head Porting Guide PDFDocument14 pagesStandard Abrasives - DIY Cylinder Head Porting Guide PDFkristof2273100% (1)
- Radial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil EngineeringDocument16 pagesRadial Gate Cylinder Technology: First Selection Civil Engineering First Selection Civil Engineerings_waqarNo ratings yet
- G20-G30 Series Hydraulico PumpsDocument46 pagesG20-G30 Series Hydraulico PumpsJInna0% (1)
- PLENTY Side Entry MixersDocument26 pagesPLENTY Side Entry MixersDainycious KibiwottNo ratings yet
- Hidrolik SilindirlerDocument20 pagesHidrolik SilindirlerEnver AtamanNo ratings yet
- Technical Information BookletDocument53 pagesTechnical Information BookletAmila Lasantha100% (1)
- Tilting Pad Thrust BearingDocument6 pagesTilting Pad Thrust BearingChristopher GarciaNo ratings yet
- PM Series PH Type 2016Document68 pagesPM Series PH Type 2016HeSheWeScribdNo ratings yet
- GeislingerDocument5 pagesGeislingerSameh Jeep100% (1)
- Goulds Vertical Turbine PumpDocument16 pagesGoulds Vertical Turbine PumpAnanto Veryadesa100% (2)
- Boletin Non ClogDocument12 pagesBoletin Non ClogulisesgeNo ratings yet
- Build Your Own Turbine - 3 PDFDocument16 pagesBuild Your Own Turbine - 3 PDFDefinal Chaniago100% (1)
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- KTZDocument4 pagesKTZmanbkkNo ratings yet
- Series H MetricDocument123 pagesSeries H MetricJames Pacheco100% (1)
- Falk Coupling SGDocument16 pagesFalk Coupling SGJorge Ernesto PinzonNo ratings yet
- SAPP Series PumpsDocument2 pagesSAPP Series Pumpssahildhingra100% (1)
- Crankshafts and Camshafts: Efficient Machining ofDocument20 pagesCrankshafts and Camshafts: Efficient Machining ofAnees SheikhNo ratings yet
- Aurora 340 DsDocument4 pagesAurora 340 DsdesuyaNo ratings yet
- Cylinder Liners in Large 2Document3 pagesCylinder Liners in Large 2neo_nitinNo ratings yet
- Catalogo Engimax Motores IsuzuDocument38 pagesCatalogo Engimax Motores IsuzuAlexis SanchezNo ratings yet
- 01 Chemical ProcessDocument333 pages01 Chemical ProcessDavid ValladaresNo ratings yet
- Submersible Vs ImmerseDocument3 pagesSubmersible Vs ImmersesatstarNo ratings yet
- Report FinalDocument36 pagesReport FinalRishabNo ratings yet
- Psi Max2000 AgitatorsDocument167 pagesPsi Max2000 Agitatorssaipem880% (1)
- WARTSILADocument16 pagesWARTSILAgonzaloferreiro1982100% (1)
- JE Piston Terminology and FeaturesDocument4 pagesJE Piston Terminology and FeaturesCarlos García Hernández100% (1)
- ENGIMAX Komatsu Liner KitDocument24 pagesENGIMAX Komatsu Liner KitahmedalgaloNo ratings yet
- 32 Valve HeadsarticleDocument9 pages32 Valve HeadsarticleITLHAPN100% (1)
- VekTek Miniature CylindersDocument13 pagesVekTek Miniature CylindersMike von BertouchNo ratings yet
- PM Series PB 2006Document64 pagesPM Series PB 2006speed844No ratings yet
- The 4A-GE Block: A Submission by Richard WhiteDocument9 pagesThe 4A-GE Block: A Submission by Richard WhiteJohn Phillpotts100% (2)
- CP Carrillo HardwareDocument23 pagesCP Carrillo HardwarePaul ZiddyNo ratings yet
- Gam Spiral Bevel Gearbox CatalogDocument75 pagesGam Spiral Bevel Gearbox CatalogServo2GoNo ratings yet
- 0106-7 Section C-DDocument129 pages0106-7 Section C-DPartsGopher.comNo ratings yet
- Hydraulic Crane Bumpers IntroductionDocument2 pagesHydraulic Crane Bumpers IntroductionManu GimenezNo ratings yet
- Cooler Catalogue 7mar 2016Document18 pagesCooler Catalogue 7mar 2016BAILESSNo ratings yet
- Products Pumps Mission-2500Document3 pagesProducts Pumps Mission-2500backieuphong1696No ratings yet
- Wartsila 20 TR - 2004Document16 pagesWartsila 20 TR - 2004Anonymous 8rb48tZS100% (1)
- International Navistar Works KitDocument7 pagesInternational Navistar Works Kithuskerchamps100% (1)
- Anjo Machine Torque Converter CatalogDocument158 pagesAnjo Machine Torque Converter Catalog吳祈亨No ratings yet
- Veljan Hydraulic CatlogueDocument20 pagesVeljan Hydraulic CatlogueRaji SuriNo ratings yet
- Goulds 3910 BulletinDocument12 pagesGoulds 3910 BulletinLuevandresNo ratings yet
- Mud Max Mud Max Compact: Centrifugal Pump Series 250Document32 pagesMud Max Mud Max Compact: Centrifugal Pump Series 250Hussein MohamedNo ratings yet
- w32 Et For Emergency Diesel Generators 2014 PDFDocument12 pagesw32 Et For Emergency Diesel Generators 2014 PDFVictor Macedo Achancaray100% (1)
- SPX-Plenty Mixer PDFDocument24 pagesSPX-Plenty Mixer PDFkingathur26681100% (1)
- BaltimoreAircoil PartsGuide 2012 PDFDocument56 pagesBaltimoreAircoil PartsGuide 2012 PDFMichael Jordan100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Mercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualFrom EverandMercedes Benz & Dodge Sprinter CDI 2000-2006 Owners Workshop ManualRating: 2.5 out of 5 stars2.5/5 (2)
- Effects of Fan Volute Structure On Airflow Characteristics in Rice Combine HarvestersDocument15 pagesEffects of Fan Volute Structure On Airflow Characteristics in Rice Combine HarvestersAndrés Alejandro PereiraNo ratings yet
- Improving Cleaning Performance of Rice Combine Harvester - Agriculture-12-01457-V2Document19 pagesImproving Cleaning Performance of Rice Combine Harvester - Agriculture-12-01457-V2Andrés Alejandro PereiraNo ratings yet
- Ralston ConnectCatalogDocument48 pagesRalston ConnectCatalogAndrés Alejandro PereiraNo ratings yet
- Guidelines On OECD Code 2Document45 pagesGuidelines On OECD Code 2Andrés Alejandro PereiraNo ratings yet
- ILPS-45 Inductive Linear Position Sensor - Data Sheet - Rev7Document2 pagesILPS-45 Inductive Linear Position Sensor - Data Sheet - Rev7Andrés Alejandro PereiraNo ratings yet
- Eeprom: Stmicro M24C02 (HTTP://WWW - St.Co M/Resource/En/Datasheet/M24C02-F. PDF) I C Serial Type EepromDocument9 pagesEeprom: Stmicro M24C02 (HTTP://WWW - St.Co M/Resource/En/Datasheet/M24C02-F. PDF) I C Serial Type EepromAndrés Alejandro PereiraNo ratings yet
- Pulse Width ModulationDocument3 pagesPulse Width ModulationAndrés Alejandro PereiraNo ratings yet
- Honda AX1Document7 pagesHonda AX1LakmalAravindaNo ratings yet
- Pi Industri Kendaraan Bermotor Roda DuaDocument1 pagePi Industri Kendaraan Bermotor Roda Duaton_bela4911No ratings yet
- Powerpoint Defensive DrivingDocument14 pagesPowerpoint Defensive DrivingReuben JacobNo ratings yet
- Vendor ListDocument26 pagesVendor Listebe50% (2)
- Tata Motors: Innovation StrategyDocument5 pagesTata Motors: Innovation StrategyrajirekhaNo ratings yet
- Government of Tamilnadu, Traffic Police / தமி நா அர ேபா வர காவ ைறDocument2 pagesGovernment of Tamilnadu, Traffic Police / தமி நா அர ேபா வர காவ ைறManikandanNo ratings yet
- Must or Mustnt Tests 36901Document1 pageMust or Mustnt Tests 36901jaider gòmez vegaNo ratings yet
- Bda Assigment2 12181001 Abifauzanjordi 12181007 Aldrinmarippi 12181014 Dandiachmad 12181038 M.arsybudiwildanto 12181048 NaufalausyafiakbarDocument9 pagesBda Assigment2 12181001 Abifauzanjordi 12181007 Aldrinmarippi 12181014 Dandiachmad 12181038 M.arsybudiwildanto 12181048 NaufalausyafiakbarNaufal Ausyafi AkbarNo ratings yet
- Self Decleration FormDocument1 pageSelf Decleration FormAbhishekghjgjNo ratings yet
- Front-Wheel Drive: HistoryDocument5 pagesFront-Wheel Drive: HistoryAnkush ChauhanNo ratings yet
- Fitting Instructions For A50 and A80: Bicycle Engine KitsDocument16 pagesFitting Instructions For A50 and A80: Bicycle Engine KitsDav BaronaNo ratings yet
- C90ST C90ST C90ST C90ST: © Honda Motor Co., Ltd. 2005Document98 pagesC90ST C90ST C90ST C90ST: © Honda Motor Co., Ltd. 2005Damian Huitzil CedilloNo ratings yet
- Transport and Travelling Vocabulary Quiz - 40805Document2 pagesTransport and Travelling Vocabulary Quiz - 40805Felipe PinillaNo ratings yet
- FOM Euro Practice Book C2 AnswersDocument17 pagesFOM Euro Practice Book C2 AnswersvextorbNo ratings yet
- Hope4 Midterm ExamDocument6 pagesHope4 Midterm ExamEarl TrinidadNo ratings yet
- Mustang Skid Steer Loader 2095 2105 Service Manual 908278Document23 pagesMustang Skid Steer Loader 2095 2105 Service Manual 908278nicoleorr110382oka100% (126)
- Presentation Recount and Biography KelompokDocument8 pagesPresentation Recount and Biography KelompokELDAD VIKORIANNo ratings yet
- Class Xi Ak 2: Fatihah Ainun Saputri (04) Febrina Nuur Lathiifah (05) Galuh Ferizalia (09) Nurvita Mawarti Wahyu MDocument5 pagesClass Xi Ak 2: Fatihah Ainun Saputri (04) Febrina Nuur Lathiifah (05) Galuh Ferizalia (09) Nurvita Mawarti Wahyu MFatihah Ainun SaputriNo ratings yet
- Mathematics-6 q4 w5 Day-34Document20 pagesMathematics-6 q4 w5 Day-34Maribel Felipe ValdezNo ratings yet
- Best Bike Helmets of 2020Document4 pagesBest Bike Helmets of 2020Harleen KaurNo ratings yet
- Honda CBR250 Price, Specs, Review, Pics & Mileage in India - Https - Autos - Maxabout.com - Bikes - Honda - cbr250rDocument11 pagesHonda CBR250 Price, Specs, Review, Pics & Mileage in India - Https - Autos - Maxabout.com - Bikes - Honda - cbr250rArul Gnana JohnNo ratings yet
- Aerodynamic Cars ScienceDocument19 pagesAerodynamic Cars ScienceAtul KumarNo ratings yet
- Vespa GrandeDocument46 pagesVespa GrandeSerban Virgiliu FlorinNo ratings yet
- 2-Harley Davidson Group 2Document20 pages2-Harley Davidson Group 2jayson RodriguezNo ratings yet
- '21 Honda CMX1100 Rebel Motorcycle Owner's Manual PDFDocument173 pages'21 Honda CMX1100 Rebel Motorcycle Owner's Manual PDFruiboeningerNo ratings yet
- AnnuDocument85 pagesAnnudeepti singhalNo ratings yet
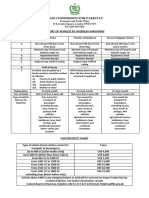
- High Commission For Pakistan: Import of Vehicles by Overseas PakistanisDocument1 pageHigh Commission For Pakistan: Import of Vehicles by Overseas Pakistaniszeeshan tanveerNo ratings yet
- August 15 2018Document25 pagesAugust 15 2018mauro sanchezNo ratings yet
- BCPCDocument10 pagesBCPCmansikiaboNo ratings yet
- Project On Solar Treadmill BicycleDocument18 pagesProject On Solar Treadmill BicycleIshwarjit SinghNo ratings yet