You might also like
- Asset Integrity Management A Complete Guide - 2020 EditionFrom EverandAsset Integrity Management A Complete Guide - 2020 EditionNo ratings yet
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning JobDocument14 pagesEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 20) Planning and Control of A Cleaning Jobcvg ertdNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Saep 1662Document52 pagesSaep 1662Er Bishwonath ShahNo ratings yet
- Petroleum Refinery Relocation Projects: 5-Phases of Project ManagementFrom EverandPetroleum Refinery Relocation Projects: 5-Phases of Project ManagementNo ratings yet
- Chevron RichmondDocument55 pagesChevron RichmondAZDOLMANNo ratings yet
- Sampling Crude Oil for BS&W and SaltDocument23 pagesSampling Crude Oil for BS&W and SaltlaudivelNo ratings yet
- Engineering Encyclopedia Distillation ProcessDocument57 pagesEngineering Encyclopedia Distillation ProcessPutra Nag CeSioNo ratings yet
- Best practice for isolation when working on hydrocarbon equipmentDocument45 pagesBest practice for isolation when working on hydrocarbon equipmentvictorvikramNo ratings yet
- Samco Saj Saudia AramcoDocument62 pagesSamco Saj Saudia AramcoFaouzi TlemcenNo ratings yet
- HEAT - EXCHANGERS - in - Saudi - Aramco PDFDocument27 pagesHEAT - EXCHANGERS - in - Saudi - Aramco PDFMohammad Sazid Alam78% (9)
- Che10108 PDFDocument68 pagesChe10108 PDFChristian Del Barco100% (1)
- Saes A 010Document32 pagesSaes A 010hyderabadNo ratings yet
- Engineering Encyclopedia: Distillation ProcessDocument70 pagesEngineering Encyclopedia: Distillation ProcessLogeswaran AppaduraiNo ratings yet
- Sabp A 012Document92 pagesSabp A 012sethu1091No ratings yet
- Basic Pressure Vessel ConceptsDocument18 pagesBasic Pressure Vessel ConceptsjishnunelliparambilNo ratings yet
- Inspecting Fractionation Towers PDFDocument5 pagesInspecting Fractionation Towers PDFChem.EnggNo ratings yet
- 29-GS.09.53186-6.1 Material Selection ReportDocument67 pages29-GS.09.53186-6.1 Material Selection Reportfedemochilero100% (4)
- Chevron Richmond RefineryDocument8 pagesChevron Richmond RefineryaisyahNo ratings yet
- SRU Turnaround Monitoring ReportDocument6 pagesSRU Turnaround Monitoring ReportAllan BadilloNo ratings yet
- Boilers Aramco2Document50 pagesBoilers Aramco2niwryramas100% (1)
- Saep 20Document33 pagesSaep 20Daniel MeanaNo ratings yet
- EXXON EPpressurevesselsDocument14 pagesEXXON EPpressurevesselsharrinsonfNo ratings yet
- Sabp Z 018Document23 pagesSabp Z 018Hassan MokhtarNo ratings yet
- GP 02 01 01Document23 pagesGP 02 01 01Anonymous fvO1W3No ratings yet
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by PrepassivationDocument9 pagesEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by Prepassivationcvg ertdNo ratings yet
- Saudi Aramco Gas Processing EncyclopediaDocument34 pagesSaudi Aramco Gas Processing EncyclopediairanmortezaNo ratings yet
- Course Objective ExerciseDocument17 pagesCourse Objective ExerciseKhepa BabaNo ratings yet
- Sabp A 001Document20 pagesSabp A 001Shahid Basha Syed100% (2)
- SP 2161Document63 pagesSP 2161Subhajit BhattacharyaNo ratings yet
- Crude Unit Corrosion Control: Larry R White 281-363-7742Document45 pagesCrude Unit Corrosion Control: Larry R White 281-363-7742Salinas Salcedo Jorge Karol0% (1)
- Sabp Z 032Document20 pagesSabp Z 032Hassan MokhtarNo ratings yet
- Flare Vent GuidelinesDocument71 pagesFlare Vent Guidelinesshank100100% (2)
- Refinery OverviewDocument79 pagesRefinery Overviewchikukotwal100% (1)
- Pressure Vessels IP 5-1-1: ScopeDocument14 pagesPressure Vessels IP 5-1-1: Scopeandrés morantes100% (1)
- Sabp A 016Document60 pagesSabp A 016sethu1091100% (6)
- Service Specification For Mechanical Work in TurnaroundsDocument25 pagesService Specification For Mechanical Work in Turnaroundsjuncu100% (1)
- Hydrocracker SafeguardingDocument14 pagesHydrocracker SafeguardingyusinovskyNo ratings yet
- Inspection Procedure: Saudi Aramco Desktop StandardsDocument90 pagesInspection Procedure: Saudi Aramco Desktop Standardssheikmoin100% (1)
- Gas Sweetening Unit Operation ManualDocument89 pagesGas Sweetening Unit Operation ManualVijendra Kumar GuptaNo ratings yet
- Engr Encyclopedia AramcoHeatExchangers PDFDocument51 pagesEngr Encyclopedia AramcoHeatExchangers PDFhelden50229881100% (4)
- IOW's MainDocument5 pagesIOW's MainbotinesdeoroNo ratings yet
- Feature DebottleneckingDocument6 pagesFeature Debottleneckingsri9987No ratings yet
- DistilationDocument105 pagesDistilationbahaaabdelnaserNo ratings yet
- Reformer RepairDocument11 pagesReformer RepairNishant Kumar ThakurNo ratings yet
- PR-1103 - Chemical InjectionDocument14 pagesPR-1103 - Chemical InjectionSamuel OnyewuenyiNo ratings yet
- Engineering Encyclopedia: Water Treatment and Distribution / Sources, Uses and QualityDocument23 pagesEngineering Encyclopedia: Water Treatment and Distribution / Sources, Uses and QualitySANJAY100% (1)
- CHEVRON Maintenance Heat ExchangerDocument23 pagesCHEVRON Maintenance Heat Exchangerbabak mir50% (2)
- Design Guidelines For Chemical Treatments in Distillation ColumnsDocument29 pagesDesign Guidelines For Chemical Treatments in Distillation Columnsjuan_don_2100% (1)
- Static Equipment Material SelectionDocument58 pagesStatic Equipment Material SelectionLorenzoNo ratings yet
- Coe10508 PDFDocument25 pagesCoe10508 PDFcvg ertdNo ratings yet
- Sabp A 056 PDFDocument36 pagesSabp A 056 PDFWalid MegahedNo ratings yet
- Chemical CleaningDocument4 pagesChemical Cleaningankur2061No ratings yet
- Method Statement For Chemical Cleaning - 1Document11 pagesMethod Statement For Chemical Cleaning - 1Nguyễn Bá Huy100% (2)
- Saep 1025Document50 pagesSaep 1025Aneesh JosephNo ratings yet
- Chemical CleaningDocument32 pagesChemical Cleaningkae kae100% (2)
- Saep 1024Document5 pagesSaep 1024balajiNo ratings yet
- SAEP 357cDocument5 pagesSAEP 357cAnonymous 4IpmN7OnNo ratings yet
- DS 2396Document15 pagesDS 2396varkizonNo ratings yet
- Chemical Wash-Saudi AramcoDocument37 pagesChemical Wash-Saudi AramcoOmid LarkiNo ratings yet
- 1237-1 Possible Flexible Hose Installation Errors February 25, 1998Document4 pages1237-1 Possible Flexible Hose Installation Errors February 25, 1998cvg ertdNo ratings yet
- Engineering Encyclopedia: Fundamental of Radio CommunicationsDocument12 pagesEngineering Encyclopedia: Fundamental of Radio Communicationscvg ertdNo ratings yet
- 19 Title ArabicDocument1 page19 Title Arabiccvg ertdNo ratings yet
- ZFOD-Zubair Field Op - DivDocument4 pagesZFOD-Zubair Field Op - Divcvg ertdNo ratings yet
- Engineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by PrepassivationDocument9 pagesEngineering Encyclopedia: Exxon Chemical and Mechanical Cleaning Manual 12) Fouling Control by Prepassivationcvg ertdNo ratings yet
- 378C: Coverplate Inspection & InstallationDocument3 pages378C: Coverplate Inspection & Installationcvg ertdNo ratings yet
- Data Sheet RVO 07011Document2 pagesData Sheet RVO 07011cvg ertd100% (1)
- Engineering Encyclopedia: Oil Industry Applications of Aas/Aes TechniquesDocument16 pagesEngineering Encyclopedia: Oil Industry Applications of Aas/Aes Techniquescvg ertdNo ratings yet
- Engineering Encyclopedia: Atmospheric Storage Tank and Vessel LiningsDocument18 pagesEngineering Encyclopedia: Atmospheric Storage Tank and Vessel Liningscvg ertdNo ratings yet
- Nuovo Pignone: Gas Turbine Compressor WashingDocument22 pagesNuovo Pignone: Gas Turbine Compressor Washingcvg ertdNo ratings yet
- Engineering Encyclopedia: Environmental ComplianceDocument25 pagesEngineering Encyclopedia: Environmental Compliancecvg ertdNo ratings yet
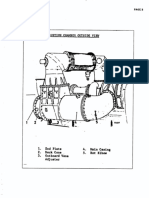
- (D) Combustion Chamber Outside ViewDocument1 page(D) Combustion Chamber Outside Viewcvg ertdNo ratings yet
- Handout Dimension Less Numbers PrintDocument1 pageHandout Dimension Less Numbers PrintMarco García HernándezNo ratings yet
- Coe10508 PDFDocument25 pagesCoe10508 PDFcvg ertdNo ratings yet
- Introduction To Electrical System and Equipment CommissioningDocument26 pagesIntroduction To Electrical System and Equipment Commissioningbookbum100% (3)
- Eex10601 PDFDocument29 pagesEex10601 PDFcvg ertd100% (1)
- Engineering Encyclopedia: Lab Experiments in IcpDocument21 pagesEngineering Encyclopedia: Lab Experiments in Icpcvg ertdNo ratings yet
- Engineering Encyclopedia: Telephone SwitchingDocument19 pagesEngineering Encyclopedia: Telephone Switchingcvg ertdNo ratings yet
- Engineering Encyclopedia: Structural Steel Codes and StandardsDocument23 pagesEngineering Encyclopedia: Structural Steel Codes and Standardscvg ertdNo ratings yet
- Engineering Encyclopedia: Maintenance Paint and Protective Coating SurveysDocument24 pagesEngineering Encyclopedia: Maintenance Paint and Protective Coating Surveyscvg ertdNo ratings yet
- New Modification 02Document1 pageNew Modification 02cvg ertdNo ratings yet
- ZFOD-Zubair Field Op - DivDocument6 pagesZFOD-Zubair Field Op - Divcvg ertdNo ratings yet
- Oil Piping Flushing: G Nuovo PignoneDocument14 pagesOil Piping Flushing: G Nuovo Pignonecvg ertdNo ratings yet
- Engineering Encyclopedia: Basic Radio SystemsDocument16 pagesEngineering Encyclopedia: Basic Radio Systemscvg ertdNo ratings yet
- Data Sheet Som 14463 PDFDocument2 pagesData Sheet Som 14463 PDFcvg ertdNo ratings yet
- Hassan S. Ghaleb-Profile PDFDocument1 pageHassan S. Ghaleb-Profile PDFcvg ertdNo ratings yet
- Engineering Encyclopedia: Introduction To Environmental AwarenessDocument21 pagesEngineering Encyclopedia: Introduction To Environmental Awarenesscvg ertdNo ratings yet
- Engineering Encyclopedia: Protective Coatings For Corrosion Prevention Beneath Thermal Insulation and ConcreteDocument23 pagesEngineering Encyclopedia: Protective Coatings For Corrosion Prevention Beneath Thermal Insulation and Concretecvg ertdNo ratings yet
- Chinox 168: AntioxidantDocument2 pagesChinox 168: AntioxidantDanilo CunhaNo ratings yet
- Chapter 7Document450 pagesChapter 7Kristen TizzanoNo ratings yet
- CHPT 3-Abstractions or LossesDocument34 pagesCHPT 3-Abstractions or LossesSudharsananPRS100% (1)
- CAD Cavity Model Analysis of High TC Superconducting Rectangular Patch Printed On Anisotropic SubstratesDocument4 pagesCAD Cavity Model Analysis of High TC Superconducting Rectangular Patch Printed On Anisotropic SubstratesHoucine HoucineNo ratings yet
- Determination of Acidity in Whole Raw MilkDocument3 pagesDetermination of Acidity in Whole Raw Milkpruebas123123No ratings yet
- 1 s2.0 S1365160922000648 MainDocument14 pages1 s2.0 S1365160922000648 MainHop Minh NguyenNo ratings yet
- Complex Thermoelectric Materials: G. Jeffrey Snyder and Eric S. TobererDocument10 pagesComplex Thermoelectric Materials: G. Jeffrey Snyder and Eric S. TobererJosé LimaNo ratings yet
- Ald&Ketone IIDocument51 pagesAld&Ketone IIheraldas2421No ratings yet
- Biochemical and Organoleptic Study of The Mahua Flower and Mahua Flower Wine.Document8 pagesBiochemical and Organoleptic Study of The Mahua Flower and Mahua Flower Wine.IOSRjournalNo ratings yet
- Energy Conversion and Efficiency Hasan Maridi Part1Document73 pagesEnergy Conversion and Efficiency Hasan Maridi Part1Simo LabibNo ratings yet
- Atomic Structure DPP 2 PDFDocument2 pagesAtomic Structure DPP 2 PDFtan jig0% (1)
- 20.4.1. Defining The Case Using CFX-PreDocument8 pages20.4.1. Defining The Case Using CFX-PreMohmmed MahmoudNo ratings yet
- Chapter-20 Volume and Surface Area of Solids PDFDocument21 pagesChapter-20 Volume and Surface Area of Solids PDFmacro softNo ratings yet
- 10 1021@acsreagents 4191Document2 pages10 1021@acsreagents 4191Hans TorresNo ratings yet
- Basf Aditivo PinturasDocument34 pagesBasf Aditivo Pinturasv0% (1)
- Influence of Liquid and Gas Flow Rates On SulfuricDocument7 pagesInfluence of Liquid and Gas Flow Rates On SulfuricNathanNo ratings yet
- 1 s2.0 S2666330921000467 MainDocument15 pages1 s2.0 S2666330921000467 MainMUHAMMAD ILYAS PAKPAHANNo ratings yet
- Status of Medium - and Long-Chain Chlorinated ParaffinsDocument11 pagesStatus of Medium - and Long-Chain Chlorinated ParaffinsTravis HNo ratings yet
- 245 Bergander Rev5Document8 pages245 Bergander Rev5mariodalNo ratings yet
- Thermite PDFDocument8 pagesThermite PDFPui KuanNo ratings yet
- An 245 2016 Spray Drying Microalgae 0 0Document5 pagesAn 245 2016 Spray Drying Microalgae 0 0Gaston CassaroNo ratings yet
- Sky TelescopeDocument80 pagesSky TelescopeNicolae HordovanNo ratings yet
- 5977c GC MSD AgilentDocument5 pages5977c GC MSD Agilentashton.selokaNo ratings yet
- Making of JP-10 From FurfuralDocument6 pagesMaking of JP-10 From FurfuralOwais AhmedNo ratings yet
- Modern Power Transformer Practice - R. Feinberg PDFDocument360 pagesModern Power Transformer Practice - R. Feinberg PDFAlberto Ortiz100% (1)
- C15PS3ADocument4 pagesC15PS3ARoxanne de RoxasNo ratings yet
- Module 2 Matter and Classes of CompoundsDocument17 pagesModule 2 Matter and Classes of CompoundsBig BrotherNo ratings yet
- TCEP 1 Surveying Part IDocument2 pagesTCEP 1 Surveying Part IDanwise Del PradoNo ratings yet
- Moments of ForcesDocument24 pagesMoments of ForcesChristine Torrepenida RasimoNo ratings yet
- Single Sphere Flows in Stokes RegimeDocument46 pagesSingle Sphere Flows in Stokes RegimeqoberifNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- A Practical Guide to Piping and Valves for the Oil and Gas IndustryFrom EverandA Practical Guide to Piping and Valves for the Oil and Gas IndustryRating: 5 out of 5 stars5/5 (3)
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet