You might also like
- Centrifugal Pump Vibration Readings 2-9: Mechanical Causes of VibrationDocument6 pagesCentrifugal Pump Vibration Readings 2-9: Mechanical Causes of VibrationSouvik Singha RoyNo ratings yet
- Centrifugal Pump VibrationDocument4 pagesCentrifugal Pump Vibrationzhangj5No ratings yet
- Pros and Cons - Horizontal Split Case PumpsDocument5 pagesPros and Cons - Horizontal Split Case PumpsjarrydNo ratings yet
- Pump Learning Guide1Document171 pagesPump Learning Guide1password2013No ratings yet
- Marine Steering Gear Installation and Selection GuideDocument37 pagesMarine Steering Gear Installation and Selection GuideHaris StavrouNo ratings yet
- Items 4-7 and 9-17)Document5 pagesItems 4-7 and 9-17)Haroldo VieiraNo ratings yet
- Mechnical Seals Vs Packing GlandsDocument5 pagesMechnical Seals Vs Packing GlandsVon Russell Villordon CubilloNo ratings yet
- Basic Rules of Pump Piping DesignDocument5 pagesBasic Rules of Pump Piping DesignJay ShahNo ratings yet
- Steering Gear Selection and Installation GuideDocument37 pagesSteering Gear Selection and Installation GuideJorgelino ParkerNo ratings yet
- Vibration in Pumps PDFDocument5 pagesVibration in Pumps PDFonspsnonsNo ratings yet
- Subject: Pump and Driver AlignmentDocument5 pagesSubject: Pump and Driver Alignmentmohamed elejmiNo ratings yet
- Problem Solving - Positive Displacement PumpsDocument46 pagesProblem Solving - Positive Displacement PumpsMatthieu33% (3)
- Closed vs Open Impeller Design AdvantagesDocument3 pagesClosed vs Open Impeller Design Advantagesucb2_ntpcNo ratings yet
- SAE J517 Hydraulic Hose RatingsDocument6 pagesSAE J517 Hydraulic Hose RatingsR L100% (1)
- Troubleshooting Pumps: Pump Failure AnalysisDocument19 pagesTroubleshooting Pumps: Pump Failure Analysispankaj vermaNo ratings yet
- Why Do Not Good Seals Wear OutDocument5 pagesWhy Do Not Good Seals Wear Outابو المعالي الهمامNo ratings yet
- Correct Pump InstallationDocument6 pagesCorrect Pump InstallationEry GatotNo ratings yet
- Canned Motor Pumps vs Magnetic Drive PumpsDocument5 pagesCanned Motor Pumps vs Magnetic Drive PumpsSteve WanNo ratings yet
- Pump Rules of ThumbDocument5 pagesPump Rules of Thumbaquileslima100% (1)
- Rules of Thumb For Pumps 2-7: Pump BasicsDocument5 pagesRules of Thumb For Pumps 2-7: Pump BasicsYinka AkinkunmiNo ratings yet
- Rule of ThumbDocument8 pagesRule of ThumbHima Bindu Kolli100% (1)
- Kill Your Centrifugal Pump: 10 Ways ToDocument6 pagesKill Your Centrifugal Pump: 10 Ways ToShantanuSenguptaNo ratings yet
- FTA103eng Prod Pipeline Pump App GuideDocument8 pagesFTA103eng Prod Pipeline Pump App GuidehoangNo ratings yet
- Beginner's Guide to Progressive Cavity PumpsDocument4 pagesBeginner's Guide to Progressive Cavity PumpsGaurav SinghNo ratings yet
- All About ImpellersDocument9 pagesAll About ImpellersMohammad RizwanNo ratings yet
- Pump PipingDocument88 pagesPump Pipingmohamed abd eldayem100% (1)
- PumpsDocument38 pagesPumpsbernabasNo ratings yet
- Vibration Related Failures of Small Bore-AttachmentsDocument13 pagesVibration Related Failures of Small Bore-Attachmentskirans60No ratings yet
- Transeals Identifying Hydraulic SealsDocument28 pagesTranseals Identifying Hydraulic Sealsvikram_007No ratings yet
- Gear Pump ArticleDocument5 pagesGear Pump ArticleGeoffrey AllenNo ratings yet
- Pipe Strain Causes Pump ProblemsDocument5 pagesPipe Strain Causes Pump ProblemsJack WeaverNo ratings yet
- Fis128 en AqDocument12 pagesFis128 en Aqjerin samNo ratings yet
- Overview of Beam Pump OperationsDocument29 pagesOverview of Beam Pump OperationsRodrigo DacolNo ratings yet
- Johnson Promident 2008 CatalogDocument40 pagesJohnson Promident 2008 Catalogizadi1979No ratings yet
- Lab Manual Rac MaintenanceDocument42 pagesLab Manual Rac Maintenanceonkar kalaskarNo ratings yet
- Boiler Technical TermsDocument44 pagesBoiler Technical Termskeerthi dayarathnaNo ratings yet
- Construction Maintenance Department: Mechanical Technician Qualification ModuleDocument109 pagesConstruction Maintenance Department: Mechanical Technician Qualification ModuleAndinata Sitepu100% (1)
- Vibration Related Failures of Small Bore AttachmentsDocument13 pagesVibration Related Failures of Small Bore AttachmentsJose PradoNo ratings yet
- Design Information: Planning Conventional MountingDocument7 pagesDesign Information: Planning Conventional Mountingmcad12No ratings yet
- Model 3196 ANSI B73.1M Process Pump: Engineered Performance For Increased Plant ReliabilityDocument74 pagesModel 3196 ANSI B73.1M Process Pump: Engineered Performance For Increased Plant Reliabilityscottt_84No ratings yet
- Pump Installation GuideDocument12 pagesPump Installation GuideJohnNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsmahesh_eilNo ratings yet
- 1415 Centrifugal Pump ProgramDocument34 pages1415 Centrifugal Pump ProgramYasir MehmoodNo ratings yet
- Pump Technical Data SheetDocument24 pagesPump Technical Data SheetM Farid Fakhrudduja100% (1)
- 卧式离心泵说明书英文(大连双龙)Document16 pages卧式离心泵说明书英文(大连双龙)kamal arabNo ratings yet
- The Dual Seal ArrangementDocument17 pagesThe Dual Seal Arrangementnyuvaraj1981No ratings yet
- Troubleshooting & Maintaining Piston Hydraulic AccumulatorsDocument4 pagesTroubleshooting & Maintaining Piston Hydraulic AccumulatorsqwureyquweryNo ratings yet
- Pressure Control EquipmentDocument169 pagesPressure Control EquipmentAshok SureshNo ratings yet
- General CT MillingDocument3 pagesGeneral CT MillingJose Leonardo Materano PerozoNo ratings yet
- Valves PresentationDocument36 pagesValves PresentationFareedee100% (1)
- Pump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityDocument56 pagesPump Monitoring: Parts and Areas That Should Be Monitored For Efficient ProductivityKim Howard CastilloNo ratings yet
- Troubleshooting in Hydraulic SystemDocument10 pagesTroubleshooting in Hydraulic Systemgiriaj kokareNo ratings yet
- (done) Basic questions asked in piping engineerDocument4 pages(done) Basic questions asked in piping engineerFerinoviardiNo ratings yet
- Steam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversFrom EverandSteam Turbines A Book of Instruction for the Adjustment and Operation of the Principal Types of this Class of Prime MoversRating: 5 out of 5 stars5/5 (2)
- Performance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallFrom EverandPerformance Exhaust Systems: How to Design, Fabricate, and Install: How to Design, Fabricate, and InstallRating: 4 out of 5 stars4/5 (8)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideFrom EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideRating: 4.5 out of 5 stars4.5/5 (8)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
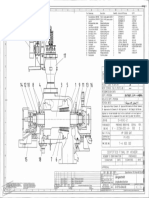
- 0k-0801 Assembly Drawing PDFDocument13 pages0k-0801 Assembly Drawing PDFParamasivan GanesanNo ratings yet
- 1 - 2 KT 3041 Turbine Longitudinal SectionDocument1 page1 - 2 KT 3041 Turbine Longitudinal SectionParamasivan GanesanNo ratings yet
- 0K-0801 Coupling DrawingDocument2 pages0K-0801 Coupling DrawingParamasivan GanesanNo ratings yet
- 0k-0801 Spare Part List PDFDocument18 pages0k-0801 Spare Part List PDFParamasivan Ganesan100% (1)
- 0K-0155 4000 Hrs (June, 2012) REPORTDocument9 pages0K-0155 4000 Hrs (June, 2012) REPORTParamasivan GanesanNo ratings yet
- Indra: 19-DEC-2007 As BuiltDocument1 pageIndra: 19-DEC-2007 As BuiltParamasivan GanesanNo ratings yet
- Only One Side of Your Nose Gets BlockedDocument2 pagesOnly One Side of Your Nose Gets BlockedParamasivan GanesanNo ratings yet
- Single Plane BalancingDocument4 pagesSingle Plane BalancingParamasivan GanesanNo ratings yet
- QSGTL CMT Repair Report SummaryDocument13 pagesQSGTL CMT Repair Report SummaryParamasivan GanesanNo ratings yet
- Human Psychology: PublicDocument3 pagesHuman Psychology: PublicParamasivan GanesanNo ratings yet
- Single Plane BalancingDocument4 pagesSingle Plane BalancingParamasivan GanesanNo ratings yet
- Only One Side of Your Nose Gets BlockedDocument2 pagesOnly One Side of Your Nose Gets BlockedParamasivan GanesanNo ratings yet
- Tolvas PronesaDocument26 pagesTolvas PronesaVicente Salazar TorresNo ratings yet
- Safe Work PermitDocument1 pageSafe Work PermitagumsyahNo ratings yet
- Haier Washer HW55-1010 PDFDocument20 pagesHaier Washer HW55-1010 PDFAnbarasan AnandhanNo ratings yet
- Tirupati Pipe and Allied Industries PVTDocument4 pagesTirupati Pipe and Allied Industries PVTpareshwaniNo ratings yet
- Hios Digital Torque Meter Operation ManualDocument15 pagesHios Digital Torque Meter Operation ManualIngeniería AirtechNo ratings yet
- Rectifiers Questions and AnswersDocument3 pagesRectifiers Questions and AnswersSuresh LNo ratings yet
- 939DH Excavator Engine SpecsDocument2 pages939DH Excavator Engine SpecsLakshminarayana BasettiNo ratings yet
- Application Note: Proprietary Wireless Power Transfer Solution For High Performance Including Data TransmissionDocument7 pagesApplication Note: Proprietary Wireless Power Transfer Solution For High Performance Including Data TransmissionMani RathnamNo ratings yet
- KIA Sorento 2015-18 Audio Head With Camera - Docx - EditedDocument8 pagesKIA Sorento 2015-18 Audio Head With Camera - Docx - EditedMùrìthi Mburugù MagaarìNo ratings yet
- Yamada Ndp-25ba Cehnvs Bill of MaterialDocument3 pagesYamada Ndp-25ba Cehnvs Bill of MaterialMauricio Portales MalagaNo ratings yet
- Cable Tray Size & Loading Calculation For 33kV 1C X 400 SQMM CableDocument1 pageCable Tray Size & Loading Calculation For 33kV 1C X 400 SQMM CableAkd DeshmukhNo ratings yet
- Pressure Gauge WIKADocument12 pagesPressure Gauge WIKAMuhammad IhsanNo ratings yet
- General Description Features: High Precision CC/CV Primary-Side PWM Power SwitchDocument11 pagesGeneral Description Features: High Precision CC/CV Primary-Side PWM Power SwitchHassanNo ratings yet
- 43n8230 Manual Del Usuario - Lenovo 3000N500Document148 pages43n8230 Manual Del Usuario - Lenovo 3000N500Omar Alí BlancoNo ratings yet
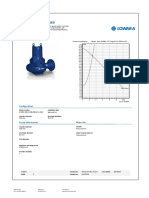
- Bomba21305s-50x 253 S60 380Document5 pagesBomba21305s-50x 253 S60 380Alejandra SandovalNo ratings yet
- Seta D86Document2 pagesSeta D86RikiNo ratings yet
- Fantastic Vent Cross Ref Public 2014Document3 pagesFantastic Vent Cross Ref Public 2014FrankLuxNo ratings yet
- Hydro Project 22401Document14 pagesHydro Project 22401UttareshwarNo ratings yet
- Solar Charge Controller User Manual GuideDocument5 pagesSolar Charge Controller User Manual GuideAmer WarrakNo ratings yet
- Item No. Interchange Description Qty Uom Price Disc Total: Pak EkoDocument2 pagesItem No. Interchange Description Qty Uom Price Disc Total: Pak Ekorafida endangNo ratings yet
- Electrical Marine Rules ComparisonDocument11 pagesElectrical Marine Rules ComparisonAllAmericanMarineNo ratings yet
- Arcing HornDocument2 pagesArcing HornSureshraja9977100% (1)
- FMM MicroprojectDocument15 pagesFMM MicroprojectHemant Parmar100% (1)
- Synchronous Machine SlidesDocument255 pagesSynchronous Machine SlidesAman SinghNo ratings yet
- BA45F6622 + BC2161 + BC68F2332: Wireless Doorbell Solution (PIR)Document3 pagesBA45F6622 + BC2161 + BC68F2332: Wireless Doorbell Solution (PIR)Reginaldo souza santosNo ratings yet
- AVX Piezo DevicesDocument22 pagesAVX Piezo DevicesmeirsagNo ratings yet
- LV Main Switchboard ManualDocument23 pagesLV Main Switchboard ManualmirafqhraNo ratings yet
- Casco de CerebroDocument10 pagesCasco de CerebroEDSON ELIEZER PINO MERCADONo ratings yet
- Technical Specification for Sub-Station Lightning Protection and EarthingDocument4 pagesTechnical Specification for Sub-Station Lightning Protection and EarthinggaladrialNo ratings yet