You might also like
- Turning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.From EverandTurning and Boring A specialized treatise for machinists, students in the industrial and engineering schools, and apprentices, on turning and boring methods, etc.No ratings yet
- Lathe Machine and Accessories For BeginnersDocument48 pagesLathe Machine and Accessories For BeginnersShubham SawarkarNo ratings yet
- Machine ToolsDocument48 pagesMachine ToolsPrabhu VNo ratings yet
- Step Turning On Lathe: S.No Operations ToolsDocument34 pagesStep Turning On Lathe: S.No Operations ToolsAashna ChopraNo ratings yet
- Band Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsFrom EverandBand Saw (Missing Shop Manual): The Tool Information You Need at Your FingertipsRating: 5 out of 5 stars5/5 (1)
- Lathe, Capsten Turret, Drilling, Boaring PDFDocument239 pagesLathe, Capsten Turret, Drilling, Boaring PDFRohit GhulanavarNo ratings yet
- Southern Marine Engineering Desk Reference: Second Edition Volume IiFrom EverandSouthern Marine Engineering Desk Reference: Second Edition Volume IiNo ratings yet
- Presentation On Workshop Practice: (2 Semester) BSC Engineering TechnologyDocument51 pagesPresentation On Workshop Practice: (2 Semester) BSC Engineering TechnologyViasNo ratings yet
- Unit - 2: Lathe - The Turning MachineDocument73 pagesUnit - 2: Lathe - The Turning MachinehakeemniyasNo ratings yet
- Lathe MachineDocument34 pagesLathe MachineChristina PadillaNo ratings yet
- Main Parts of Capstan Lathe and Turret LatheDocument8 pagesMain Parts of Capstan Lathe and Turret LatheShuvoVatt0% (1)
- Mech Mod 2Document28 pagesMech Mod 2brave playerNo ratings yet
- APS Engine LatheDocument8 pagesAPS Engine LatheAdmin 300moviesNo ratings yet
- 12 LatheDocument63 pages12 LatheS.m. Chandrashekar100% (1)
- MCMT Unit-IIDocument190 pagesMCMT Unit-IISai RamNo ratings yet
- Turning Methods & Machines: Upcoming Chapters Metal RemovalDocument8 pagesTurning Methods & Machines: Upcoming Chapters Metal RemovalburakNo ratings yet
- Capstan and Turret LathesDocument2 pagesCapstan and Turret LathesrsdeshmukhNo ratings yet
- Introduction To The Lathe Machine-M3 - ADocument17 pagesIntroduction To The Lathe Machine-M3 - ASagar JaatNo ratings yet
- Lab SessionDocument16 pagesLab SessionTauQeer ShahNo ratings yet
- Unit-2 - 03 Aug 2015Document98 pagesUnit-2 - 03 Aug 2015Prasad AurangabadkarNo ratings yet
- MT 4th SemDocument154 pagesMT 4th SemDushyant HarneNo ratings yet
- Lathe Design and TerminologiesDocument8 pagesLathe Design and TerminologiesBenz Andrew RegisNo ratings yet
- Capstan and Turret Lathe WorkingDocument8 pagesCapstan and Turret Lathe WorkingRohan SahaNo ratings yet
- Ws9 - Lathe MachineDocument19 pagesWs9 - Lathe MachineEsala PereraNo ratings yet
- Lathe ppt2Document130 pagesLathe ppt2manikanth100% (1)
- Engine Lathe ProcessesDocument41 pagesEngine Lathe ProcessesMoe MyuNo ratings yet
- Lathe MachineDocument9 pagesLathe MachineJung HoonNo ratings yet
- Lathe ManualDocument14 pagesLathe ManualRC Villeda100% (1)
- by Virag A. Timbadia: Lecturer - SBM PolytechnicDocument76 pagesby Virag A. Timbadia: Lecturer - SBM PolytechnicMalik Ahmad Hayat100% (1)
- Diff BWN Turret and Capstan LatheDocument2 pagesDiff BWN Turret and Capstan LatheManojKumarVempatiNo ratings yet
- Machine Tools: Lathe & Lathe WorkDocument35 pagesMachine Tools: Lathe & Lathe WorkRahul Deb PalNo ratings yet
- Capstan Lathe NotesDocument4 pagesCapstan Lathe NoteshashimtkmceNo ratings yet
- LatheDocument6 pagesLatheHridoyNo ratings yet
- Lathe Maachine Theorywork ShopDocument37 pagesLathe Maachine Theorywork ShopAshenNo ratings yet
- Unit 4 Machine Tools Lecture 1Document26 pagesUnit 4 Machine Tools Lecture 1Kevin Axl AndamNo ratings yet
- IPE 401 Machine Tools: Engine LathesDocument44 pagesIPE 401 Machine Tools: Engine Lathesshourav2113100% (1)
- 2.5-Lathe Capstan TurretDocument32 pages2.5-Lathe Capstan TurretkaushiksoniNo ratings yet
- LatheDocument140 pagesLatheBharat ThakorNo ratings yet
- Layout of Mechanical Work ShopkkkkDocument7 pagesLayout of Mechanical Work ShopkkkkChaudhary Rizwan MeoNo ratings yet
- Climax: Model BB6000 Portable Boring BarDocument16 pagesClimax: Model BB6000 Portable Boring BarSomadbsiNo ratings yet
- 2 LatheDocument147 pages2 LathekaushiksoniNo ratings yet
- Lathes and Lathe Machining OperationsDocument11 pagesLathes and Lathe Machining OperationsJunayed HasanNo ratings yet
- UCR ME SOP Manual Lathes v5 PDFDocument13 pagesUCR ME SOP Manual Lathes v5 PDFkinfegetaNo ratings yet
- Lathe MachineDocument27 pagesLathe MachineJade IrasgaNo ratings yet
- LatheDocument16 pagesLathepokalNo ratings yet
- Chapter 6 Sawing MachinesDocument18 pagesChapter 6 Sawing MachinesPRASAD326100% (3)
- Technical Report 1 FinalDocument11 pagesTechnical Report 1 FinalIsaiah Benjamin AlonzoNo ratings yet
- Capstan & Turret LathesDocument22 pagesCapstan & Turret LathesAhmed Kamal100% (1)
- Chapter 4 LatheDocument10 pagesChapter 4 LatheDipayan DasNo ratings yet
- Welcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyDocument44 pagesWelcome To The Lecture On Introduction To Lathe Machine: Rajshahi University of Engineering & TechnologyFaysal AhmedNo ratings yet
- Lathe MDocument5 pagesLathe MEchee NikeNo ratings yet
- Lathe 1Document13 pagesLathe 1255jc2mswpNo ratings yet
- Name of The Experiment: Objectives:: Radial Drill MachineDocument11 pagesName of The Experiment: Objectives:: Radial Drill MachineMD Mahmudul Hasan MasudNo ratings yet
- Lab ReportDocument21 pagesLab ReportMalik AliNo ratings yet
- VT VSP Overview 21 BDI VT2070 enDocument20 pagesVT VSP Overview 21 BDI VT2070 engigajohnNo ratings yet
- Manufacturing ProcessDocument11 pagesManufacturing ProcessRimti BhowmikNo ratings yet
- Unit-II-Capstan & Turret LatheDocument101 pagesUnit-II-Capstan & Turret LatheRavichandran GNo ratings yet
- Capstan LatheDocument9 pagesCapstan LathePRASAD326100% (3)
- December 2022 UPSC Magazine Part 1Document91 pagesDecember 2022 UPSC Magazine Part 1Rebanta SarkarNo ratings yet
- Sebi Grade A KeypointsDocument2 pagesSebi Grade A KeypointsRebanta SarkarNo ratings yet
- Practical Meteorology: StullDocument944 pagesPractical Meteorology: StullRebanta SarkarNo ratings yet
- 06 Tool Wear, Life and MachinabilityDocument45 pages06 Tool Wear, Life and MachinabilityRebanta SarkarNo ratings yet
- 4.engine Lubrication - Cooling SystemsDocument41 pages4.engine Lubrication - Cooling SystemsRebanta SarkarNo ratings yet
- 6.body of AutomobilesDocument18 pages6.body of AutomobilesRebanta SarkarNo ratings yet
- Thermodynamics NotesDocument53 pagesThermodynamics NotesRebanta SarkarNo ratings yet
- MechatronicsDocument89 pagesMechatronicsRaj Kumar MevalNo ratings yet
- GTO Radio InstallDocument8 pagesGTO Radio InstallAnthony_Blacksna_646No ratings yet
- Bullard S51 Safety HelmetDocument2 pagesBullard S51 Safety HelmetMagoroku D. YudhoNo ratings yet
- AURTTC003Document8 pagesAURTTC003CHANDRASIRI K.H.M.C. (BETA16009)No ratings yet
- Agric Technical Report SiwesDocument13 pagesAgric Technical Report SiwesPrince MiiteeNo ratings yet
- Suraj Prakash - Jeevan Dsa PatshahiyaDocument244 pagesSuraj Prakash - Jeevan Dsa PatshahiyaAmritpal Singh75% (28)
- Manual Caterpillar 5130b Hydraulic Excavators Hydraulic System Components Diagrams Schematics Parts PDFDocument37 pagesManual Caterpillar 5130b Hydraulic Excavators Hydraulic System Components Diagrams Schematics Parts PDFBruno Cecatto92% (12)
- A Hybrid System For Battery Thermal Management For PDFDocument152 pagesA Hybrid System For Battery Thermal Management For PDFHARSHIT KUMARNo ratings yet
- 8-Lubricating Oil SystemDocument20 pages8-Lubricating Oil SystemMehar Tariq GoheerNo ratings yet
- 2019 Summer Model Answer Paper (Msbte Study Resources)Document14 pages2019 Summer Model Answer Paper (Msbte Study Resources)2251 EE MANMAT BIRADARNo ratings yet
- Vag Edc15pDocument21 pagesVag Edc15pchokam100% (6)
- SpicerDocument124 pagesSpicerIvano VerbiNo ratings yet
- BOM - Weather Station V4.0Document6 pagesBOM - Weather Station V4.0Uriel GrohlNo ratings yet
- Principles of MicroeconomicsDocument17 pagesPrinciples of MicroeconomicsKSSNo ratings yet
- CUMMINS QSX15 Engine - Parts Catalog 79007291 53Document1 pageCUMMINS QSX15 Engine - Parts Catalog 79007291 53Bernard ApuritNo ratings yet
- List of Companies Havin G SAP at NagpurDocument3 pagesList of Companies Havin G SAP at NagpurPallavi ChawlaNo ratings yet
- The Toyota Production System (Articles) 2Document33 pagesThe Toyota Production System (Articles) 2Anel Olivares CruzNo ratings yet
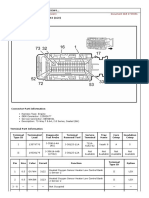
- K20 Engine Control Module X2 (LGX) Document ID# 4739091Document3 pagesK20 Engine Control Module X2 (LGX) Document ID# 4739091Data TécnicaNo ratings yet
- David Brown LubricationDocument15 pagesDavid Brown LubricationВиталий БердянскNo ratings yet
- CMM - Nose Wheel - 3-1481Document87 pagesCMM - Nose Wheel - 3-1481Lucas AlvesNo ratings yet
- 2011 F Chassis BMW Replacement JBE PDFDocument6 pages2011 F Chassis BMW Replacement JBE PDFtong SaetungNo ratings yet
- Evinrude ServiceManual2012 40-50-60-65-75-90 PDFDocument426 pagesEvinrude ServiceManual2012 40-50-60-65-75-90 PDFadolfoc26188% (8)
- Spare Parts List: Rammer MS 840Document24 pagesSpare Parts List: Rammer MS 840Erick FlorezNo ratings yet
- Qualcast 46cm Petrol Self Propelled Lawnmower: Assembly Manual XSZ46D-SDDocument28 pagesQualcast 46cm Petrol Self Propelled Lawnmower: Assembly Manual XSZ46D-SDmark simpsonNo ratings yet
- Find'n'Secure Find'n'Secure Find'n'Secure: Automatic Tracking & Security SoftwareDocument8 pagesFind'n'Secure Find'n'Secure Find'n'Secure: Automatic Tracking & Security SoftwareBhaskar BhattNo ratings yet
- Lect02 - Engine Cooling SystemDocument19 pagesLect02 - Engine Cooling SystemMaunish Shah100% (1)
- Connector C1 (6.7L) - (Engine..Document3 pagesConnector C1 (6.7L) - (Engine..ecupro checoNo ratings yet
- Design and Analysis of Car BumperDocument62 pagesDesign and Analysis of Car BumperSanjeev Kumar100% (3)
- Base Load Transfer Control System Procedures: Keep For Future ReferenceDocument22 pagesBase Load Transfer Control System Procedures: Keep For Future ReferencemaocaleirlNo ratings yet