You might also like
- Basics of Electricity (Siemens)Document88 pagesBasics of Electricity (Siemens)Schreiber_Dieses0% (1)
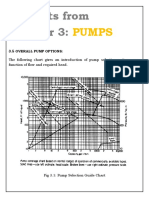
- Pumps Excerpts From Mihir's Handbook of CPE!Document18 pagesPumps Excerpts From Mihir's Handbook of CPE!SathishkumarNo ratings yet
- Vibration Analysis PDFDocument6 pagesVibration Analysis PDFBipin RohitNo ratings yet
- Section 06B - PumpsDocument62 pagesSection 06B - PumpsRajesh KumarNo ratings yet
- Design and Control of Condensate and Vapor Throttling ReboilersDocument12 pagesDesign and Control of Condensate and Vapor Throttling ReboilerscymyNo ratings yet
- Piping Design Articles by Robert Kern PDFDocument53 pagesPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- Flare BloDocument14 pagesFlare BloKalyana AyyaswamyNo ratings yet
- Steam Tracing 101Document2 pagesSteam Tracing 101fawmer61100% (1)
- DesignII Lecture 02 ReboilerDesignDocument19 pagesDesignII Lecture 02 ReboilerDesignRam L Rao100% (1)
- Certification and personnel qualification for ultrasonic testing of steel plateDocument8 pagesCertification and personnel qualification for ultrasonic testing of steel plateNooruddin SheikNo ratings yet
- Effectively Control Column PressureDocument11 pagesEffectively Control Column PressureRashesh Shah0% (1)
- PHY10 Lesson 2 Kinematics (Full)Document35 pagesPHY10 Lesson 2 Kinematics (Full)Luke CruzNo ratings yet
- Realistic control valve pressure dropsDocument5 pagesRealistic control valve pressure dropsJames Harden100% (1)
- REBOILER CALCULATION GUIDEDocument12 pagesREBOILER CALCULATION GUIDESabba CabbaNo ratings yet
- Lesson 5 C1 ArchDocument28 pagesLesson 5 C1 Archazerai2000No ratings yet
- Control Valve DPDocument8 pagesControl Valve DPAmit SawantNo ratings yet
- Overview of ABAQUS ExplicitDocument11 pagesOverview of ABAQUS Explicittone_n_tune100% (1)
- Horizontal Shell-Side Thermosyphon Reboilers PDFDocument7 pagesHorizontal Shell-Side Thermosyphon Reboilers PDFagnotts2009100% (3)
- CEcover904 p2Document4 pagesCEcover904 p2Antonio MezzopreteNo ratings yet
- Allowable Vapor Control ValveDocument9 pagesAllowable Vapor Control Valvejohn VilladaNo ratings yet
- Reboiler HydraulicDocument3 pagesReboiler Hydraulic54yreyeNo ratings yet
- Training on Flare Systems Design and RegulationsDocument93 pagesTraining on Flare Systems Design and Regulationssada sivaNo ratings yet
- Measure Temperature Remotely with a PyrometerDocument6 pagesMeasure Temperature Remotely with a PyrometerGhulam MurtazaNo ratings yet
- Atomic Structure BWDocument47 pagesAtomic Structure BWShweta Saatish PandeyNo ratings yet
- Study of Uniform Flow FormulaeDocument3 pagesStudy of Uniform Flow Formulaeउमेश गावंडेNo ratings yet
- What's New in API 610 11th EditionDocument4 pagesWhat's New in API 610 11th Editionshyam_anupNo ratings yet
- Sloley - Properly Design Thermosyphon ReboilersDocument14 pagesSloley - Properly Design Thermosyphon Reboilersbltzkrig100% (4)
- Piping Design Layout and Stress AnalysisDocument19 pagesPiping Design Layout and Stress AnalysisSolomon EmavwodiaNo ratings yet
- Air Coolers Excerpt From Rules of Thumb For Chemical EngineersDocument3 pagesAir Coolers Excerpt From Rules of Thumb For Chemical Engineershalder_kalyan9216No ratings yet
- Flow-Induced Vibration in Heat ExchangersDocument7 pagesFlow-Induced Vibration in Heat ExchangersamrandconanNo ratings yet
- Shell and Tube Heat ExchangersDocument22 pagesShell and Tube Heat ExchangersAleem QureshiNo ratings yet
- Select The Right ReboilerDocument2 pagesSelect The Right ReboilerSteven A McMurray100% (2)
- Guide Document GE P312 4.1.2 I General ConsiderationsDocument31 pagesGuide Document GE P312 4.1.2 I General ConsiderationsDiarista Thoma SaputraNo ratings yet
- Engineering Guide to Sizing Centrifugal PumpsDocument5 pagesEngineering Guide to Sizing Centrifugal PumpsMarcelo Peretti100% (1)
- 27th NCAE Conference Analyzes Steam Jet Ejector DesignDocument6 pages27th NCAE Conference Analyzes Steam Jet Ejector DesignAnonymous UY9QffNo ratings yet
- Stress Corrosion Cracking ExplainedDocument2 pagesStress Corrosion Cracking Explainedfawmer61No ratings yet
- PV Layout FinalDocument1 pagePV Layout FinalRahul SahaNo ratings yet
- Special Report: Design A Staggered Depressurization Sequence For Flare SystemsDocument4 pagesSpecial Report: Design A Staggered Depressurization Sequence For Flare Systemsdigeca100% (1)
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Article PSV Specific HeatDocument6 pagesArticle PSV Specific Heatprq123No ratings yet
- How To Design Overhead Condensing SystemsDocument7 pagesHow To Design Overhead Condensing Systemsstudyendless100% (1)
- Process Design Course (From Exxon) PDFDocument281 pagesProcess Design Course (From Exxon) PDFphantanthanhNo ratings yet
- Vent Sizing Applications For Reactive SystemsDocument10 pagesVent Sizing Applications For Reactive SystemsAritraDalalNo ratings yet
- Gas Blow-By From A Production Separator To Tank PDFDocument7 pagesGas Blow-By From A Production Separator To Tank PDFebby1100% (1)
- Activated Carbon OptionsDocument2 pagesActivated Carbon Optionsfawmer61No ratings yet
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDocument22 pagesFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01No ratings yet
- Selection of Reboiler Type Design ProceduresDocument0 pagesSelection of Reboiler Type Design ProcedurestpchoNo ratings yet
- Heat Exchanger Tube RuptureDocument3 pagesHeat Exchanger Tube RuptureKarthik Sakthivel100% (1)
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksSumit KaushikNo ratings yet
- 8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case StudyDocument27 pages8 - HEURTEY PETROCHEM Flux Distribution in Fired Heaters A Case Studyfawmer61No ratings yet
- EjectorsDocument7 pagesEjectorsashirwad shetty50% (2)
- Column Hydraulics NotesDocument4 pagesColumn Hydraulics NotessatishchemengNo ratings yet
- Specifying Shell and Tube Heat ExchangersDocument10 pagesSpecifying Shell and Tube Heat ExchangersMicheal BrooksNo ratings yet
- DISTILLATION COLUMN DESIGN FACTORSDocument2 pagesDISTILLATION COLUMN DESIGN FACTORSArunkumarNo ratings yet
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- Role of Sparger Design in Mechanically Agitated Gas-Liquid ReacDocument8 pagesRole of Sparger Design in Mechanically Agitated Gas-Liquid ReacAriel AnnaNo ratings yet
- Thermosiphon ReboilersDocument3 pagesThermosiphon ReboilersMuhammadNo ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- Heat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFDocument7 pagesHeat Exchangers Selecting Tube Inserts For Shell and Tube (Cep) PDFRicardo BecNo ratings yet
- Head Surface AeaDocument7 pagesHead Surface AeaShashi Kant KumarNo ratings yet
- IFP Materials PDFDocument20 pagesIFP Materials PDFProcess EngineerNo ratings yet
- 08a PDFDocument36 pages08a PDFProcess EngineerNo ratings yet
- Barometric Leg DefinedDocument1 pageBarometric Leg DefinedHassan AssegafNo ratings yet
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocument5 pagesPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- 6DSUPP Desuperheater Supplement BrochureDocument4 pages6DSUPP Desuperheater Supplement BrochureПавел ЛукьяновNo ratings yet
- Thyssenkrupp Electrical Steel: Why Powercore?Document6 pagesThyssenkrupp Electrical Steel: Why Powercore?Chirag PatelNo ratings yet
- Model: SE1-12-426-VG: Sidewall Direct Drive Exhaust FanDocument2 pagesModel: SE1-12-426-VG: Sidewall Direct Drive Exhaust FanDADANo ratings yet
- CP 500,750,1010Document5 pagesCP 500,750,1010Daniel GómezNo ratings yet
- 76 Herc Alloy Chain 800 BrochureDocument1 page76 Herc Alloy Chain 800 BrochuredhaniezhanNo ratings yet
- Ceramic Shear Accelerometer: AccelerationDocument2 pagesCeramic Shear Accelerometer: AccelerationNg Wei LihNo ratings yet
- How the global petrochemical industry can adapt to uncertainty and volatilityDocument3 pagesHow the global petrochemical industry can adapt to uncertainty and volatilityfawmer61No ratings yet
- New Thinking About EfficiencyDocument2 pagesNew Thinking About Efficiencyfawmer61No ratings yet
- Tips for increasing water and wastewater pump productivityDocument2 pagesTips for increasing water and wastewater pump productivityfawmer61No ratings yet
- Pump Cavitation and How To Avoid ItDocument5 pagesPump Cavitation and How To Avoid Itfawmer61No ratings yet
- What's Up DownunderDocument3 pagesWhat's Up Downunderfawmer61No ratings yet
- Challenges Faced by The Russian Oil and Gas IndustryDocument4 pagesChallenges Faced by The Russian Oil and Gas Industryfawmer61No ratings yet
- India's Small Scale LNG Sector Primed for GrowthDocument3 pagesIndia's Small Scale LNG Sector Primed for Growthfawmer61No ratings yet
- The North American Storage BoomDocument4 pagesThe North American Storage Boomfawmer61No ratings yet
- FTI Tech AdvancedCladdingPreInsulationSystemsDocument5 pagesFTI Tech AdvancedCladdingPreInsulationSystemseoseos12No ratings yet
- 2 - Technology Selection & Project Execution - A Case in Point IRPC - Upstream Project For Hygiene & Value Added Products PDFDocument21 pages2 - Technology Selection & Project Execution - A Case in Point IRPC - Upstream Project For Hygiene & Value Added Products PDFfawmer61No ratings yet
- ARTC2011 AnneMetteSorensenDocument13 pagesARTC2011 AnneMetteSorensenfawmer61No ratings yet
- Options For Making Low Sulfur BunkerDocument16 pagesOptions For Making Low Sulfur Bunkerfawmer61No ratings yet
- Delayed Coking - Is There Anything New (Q)Document36 pagesDelayed Coking - Is There Anything New (Q)fawmer61No ratings yet
- RFCC units maximize propylene production from heavy residual feedstocksDocument11 pagesRFCC units maximize propylene production from heavy residual feedstocksNguyễn Thành Tài100% (1)
- Designing Atmospheric Crude Distillation For Bitumen Service PDFDocument6 pagesDesigning Atmospheric Crude Distillation For Bitumen Service PDFfawmer61No ratings yet
- Biofuels - Should We Stay or Should We Go (Q)Document4 pagesBiofuels - Should We Stay or Should We Go (Q)fawmer61No ratings yet
- A Discussion of HVAC Coil CoatingsDocument4 pagesA Discussion of HVAC Coil Coatingsfawmer61No ratings yet
- Troubleshooting Your Piping Integrity Takes A Joint EffortDocument1 pageTroubleshooting Your Piping Integrity Takes A Joint Effortfawmer61No ratings yet
- Adiabatic Flame TemperatrueDocument1 pageAdiabatic Flame Temperatruefawmer61No ratings yet
- 5 Strategies For Boiler or Furnace Users in Response To NAAQS RevisionsDocument5 pages5 Strategies For Boiler or Furnace Users in Response To NAAQS Revisionsfawmer61No ratings yet
- Fundamentals of Cooling Tower DesignDocument3 pagesFundamentals of Cooling Tower Designfawmer61No ratings yet
- Advances in Flowmeter TechnologyDocument4 pagesAdvances in Flowmeter Technologyfawmer61No ratings yet
- Optimize CO2 RemovalDocument5 pagesOptimize CO2 Removalfawmer61No ratings yet
- Explosibility TestingDocument3 pagesExplosibility Testingfawmer61No ratings yet
- Forces at Beams ShigleyDocument8 pagesForces at Beams ShigleyzohardvNo ratings yet
- Covariance and Invariance in Physics, The Mathematization of PhysicsDocument11 pagesCovariance and Invariance in Physics, The Mathematization of PhysicsGeorge Mpantes mathematics teacher100% (1)
- Multiple Choice Questions On Synchronous AlternatorDocument31 pagesMultiple Choice Questions On Synchronous Alternatorbalaji1986No ratings yet
- Simulating Half Life MakeupDocument2 pagesSimulating Half Life MakeupKris GribecNo ratings yet
- Finite Element Analysis of Reinforced Embankments on Soft GroundDocument257 pagesFinite Element Analysis of Reinforced Embankments on Soft GroundzuluagagaNo ratings yet
- Review of Propeller-Wing Aerodynamic InterferenceDocument21 pagesReview of Propeller-Wing Aerodynamic Interferencekrishnamoorthy_krishNo ratings yet
- Feyel 2003Document12 pagesFeyel 2003trung hiếu hoàngNo ratings yet
- Tc-Reference List 2014Document17 pagesTc-Reference List 2014Alan PaulNo ratings yet
- III: Polarization: NumericalsDocument2 pagesIII: Polarization: NumericalsNishit PopatNo ratings yet
- Analysis of Reinforced Concrete Structures Subjected To Dynamic Loads With A Visvoplastic DP Model PDFDocument21 pagesAnalysis of Reinforced Concrete Structures Subjected To Dynamic Loads With A Visvoplastic DP Model PDFBMWrider1453No ratings yet
- 2018 07 Reveals Great Pyramid Giza FocusDocument2 pages2018 07 Reveals Great Pyramid Giza FocusJoão VítorNo ratings yet
- Solution Manual For Introduction To Chemistry 4th Edition by BauerDocument30 pagesSolution Manual For Introduction To Chemistry 4th Edition by Bauera538077103No ratings yet
- Science Form 1 Chapter 7Document10 pagesScience Form 1 Chapter 7Angie Kong Su MeiNo ratings yet
- Polarity of Molecules - For Aui-Video PresentationDocument25 pagesPolarity of Molecules - For Aui-Video PresentationDelson SonNo ratings yet
- Chemistry: End of Year Exam RevisionDocument9 pagesChemistry: End of Year Exam Revisionapi-354037574No ratings yet
- SedimentationDocument9 pagesSedimentationAutumn JohnsonNo ratings yet
- Determination of Fracture Parameters and Ctodc) of Plain Concrete Using Three-Point Bend TestsDocument4 pagesDetermination of Fracture Parameters and Ctodc) of Plain Concrete Using Three-Point Bend TestsEbi RahmaniNo ratings yet
- Agricultural by Products For Building Insulation - AcousticalDocument10 pagesAgricultural by Products For Building Insulation - AcousticalMezna AlshemeiliNo ratings yet
- Analisis Kestabilan Lereng Berdasarkan Kekuatan Geser Massa Batuan Terhadap Perubahan Kandungan Air Pada Tambang Batubara Di Area Blok MenyangoDocument7 pagesAnalisis Kestabilan Lereng Berdasarkan Kekuatan Geser Massa Batuan Terhadap Perubahan Kandungan Air Pada Tambang Batubara Di Area Blok Menyangola ode ismailNo ratings yet
- Energy and Exergy Analyses of Cold Thermal Storage Systems: Int. J. Energy Res., 23, 1029) 1038 (1999)Document10 pagesEnergy and Exergy Analyses of Cold Thermal Storage Systems: Int. J. Energy Res., 23, 1029) 1038 (1999)Lia FitrianiNo ratings yet
- Correlations Plate HeDocument13 pagesCorrelations Plate HemattiturboNo ratings yet
- Activity 2 3 2 Tensile Testing With The SsaDocument9 pagesActivity 2 3 2 Tensile Testing With The Ssaapi-2822877020% (1)