You might also like
- 5 Learning in Context With Horizontally & Vertically Integrated Curriculum in A Smart Learning FactoryDocument6 pages5 Learning in Context With Horizontally & Vertically Integrated Curriculum in A Smart Learning FactoryRiris MarisaNo ratings yet
- 1 s2.0 S2351978919304147 MainDocument7 pages1 s2.0 S2351978919304147 MainArmando CastilloNo ratings yet
- Machine Learning in Cutting ProcessesDocument8 pagesMachine Learning in Cutting ProcessesPrudvireddy ParesiNo ratings yet
- Mixed Reality For On-Site Self-Instruction and SelDocument6 pagesMixed Reality For On-Site Self-Instruction and Selnghitran.31221020434No ratings yet
- 1 s2.0 S2351978918304645 MainDocument6 pages1 s2.0 S2351978918304645 MainMiss EkinNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectANA-MARIA-LUIZA AMZANo ratings yet
- 3D JuguetesDocument8 pages3D Juguetesjhugo_mirandaNo ratings yet
- Sciencedirect: V. Mirón, S. Ferrándiz, D. Juárez, A. Mengual V. Mirón, S. Ferrándiz, D. Juárez, A. MengualDocument7 pagesSciencedirect: V. Mirón, S. Ferrándiz, D. Juárez, A. Mengual V. Mirón, S. Ferrándiz, D. Juárez, A. MengualDaniel VargasNo ratings yet
- The Teaching Factory Network - A New Collaborative Paradigm For Manufacturing EducationDocument6 pagesThe Teaching Factory Network - A New Collaborative Paradigm For Manufacturing EducationIndra Wahyu SuliswantoNo ratings yet
- Collaborative Machine Tool Design - The Teaching Factory ParadigmDocument6 pagesCollaborative Machine Tool Design - The Teaching Factory ParadigmIndra Wahyu SuliswantoNo ratings yet
- Mass Personalization With Industry 40 by SMEs A CoDocument7 pagesMass Personalization With Industry 40 by SMEs A CoAulia AzzahraNo ratings yet
- Agile Based KanbanDocument6 pagesAgile Based KanbanCarlos Ernesto Flores AlbinoNo ratings yet
- Paper - Lean en TanzaniaDocument8 pagesPaper - Lean en TanzaniaSofia Carrasco GarciaNo ratings yet
- Group18 - Sumulanis CaseDocument16 pagesGroup18 - Sumulanis CaseKorra Akshitha KeerthiNo ratings yet
- 1 s2.0 S2351978918304803 MainDocument6 pages1 s2.0 S2351978918304803 MainhasnaNo ratings yet
- Comparing Open Source DES ToolsDocument10 pagesComparing Open Source DES ToolsM LUYNo ratings yet
- Tsega - 2020 - Literature Review - DT ModelsDocument6 pagesTsega - 2020 - Literature Review - DT Modelsnggnalian2No ratings yet
- 1 s2.0 S2351978919304159 MainDocument7 pages1 s2.0 S2351978919304159 Mainasherah kae peñosoNo ratings yet
- Assessment TechniquesDocument6 pagesAssessment TechniquesDana RusNo ratings yet
- A Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsDocument13 pagesA Decision Support System Architecture Based On Simulation Optimization For Cyber-Physical SystemsAbaba CoyNo ratings yet
- MainDocument8 pagesMainSamuelIglesiaDiazʚïɞNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirect SciencedirectCristina DeluNo ratings yet
- Industrie 4.0 Competencies For A Modern Production System A Curriculum For Learning Factories (2018)Document6 pagesIndustrie 4.0 Competencies For A Modern Production System A Curriculum For Learning Factories (2018)lazarNo ratings yet
- Case Study of NZEB Implementation Into An Early Stage of T - 2019 - Procedia ManDocument8 pagesCase Study of NZEB Implementation Into An Early Stage of T - 2019 - Procedia ManHaider SultanNo ratings yet
- Mertin 2019Document8 pagesMertin 2019Pawel PawelNo ratings yet
- Informatica Certification Training OnlineDocument11 pagesInformatica Certification Training Onlinensr 2228No ratings yet
- AI Based Injection Molding Process For ConsistentDocument5 pagesAI Based Injection Molding Process For ConsistentchaudharymeelNo ratings yet
- 1 s2.0 S235197891831120X Main PDFDocument8 pages1 s2.0 S235197891831120X Main PDFngenam TravelerNo ratings yet
- 1 s2.0 S2351978920305667 MainDocument6 pages1 s2.0 S2351978920305667 MainMohamed AdelNo ratings yet
- Teknik Industri Jurnal InternasionalDocument9 pagesTeknik Industri Jurnal InternasionalMicco FernandoNo ratings yet
- Digital Twin Applying Emulation For Machine ReconditioningDocument6 pagesDigital Twin Applying Emulation For Machine ReconditioningJoão VitorNo ratings yet
- MainDocument5 pagesMainSue AnneNo ratings yet
- Design of Smart Forestry Cableway Design of Smart Forestry CablewayDocument8 pagesDesign of Smart Forestry Cableway Design of Smart Forestry CablewayCésar Andrés SernaNo ratings yet
- 1 s2.0 S2212827119300903 MainDocument6 pages1 s2.0 S2212827119300903 MainZulisNo ratings yet
- Digital Twin ServiceDocument6 pagesDigital Twin ServiceJohn TonyNo ratings yet
- Simulasi PEFP With Flexsim PDFDocument8 pagesSimulasi PEFP With Flexsim PDFSoli UdinNo ratings yet
- 机床OPC通讯Document10 pages机床OPC通讯中国心No ratings yet
- Digital Engineering - 2017-01Document44 pagesDigital Engineering - 2017-01Бушинкин ВладиславNo ratings yet
- Sciencedirect SciencedirectDocument6 pagesSciencedirect SciencedirectOKA FATRANo ratings yet
- Catalogue Soldamatic IE ENDocument11 pagesCatalogue Soldamatic IE ENCaleb ReisNo ratings yet
- EAEEIE 2017 FinalDocument7 pagesEAEEIE 2017 FinalAnh vũNo ratings yet
- Methodology For Design Process of A Snap-Fit JointDocument6 pagesMethodology For Design Process of A Snap-Fit JointGhenal RiveraNo ratings yet
- Sciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongDocument10 pagesSciencedirect: Jasprabhjit Mehami, Mauludin Nawi, Ray Y Zhong Jasprabhjit Mehami, Mauludin Nawi, Ray Y ZhongSoli UdinNo ratings yet
- Integration of Digital Learning in Industry 4.0 Integration of Digital Learning in Industry 4.0Document6 pagesIntegration of Digital Learning in Industry 4.0 Integration of Digital Learning in Industry 4.0WISNUNo ratings yet
- Sciencedirect Sciencedirect SciencedirectDocument8 pagesSciencedirect Sciencedirect SciencedirectfaizaNo ratings yet
- Object-Oriented Approach To Product Design Using eDocument7 pagesObject-Oriented Approach To Product Design Using esindhusindhuja0610No ratings yet
- Augmented and Virtual Reality For Inspection and MDocument8 pagesAugmented and Virtual Reality For Inspection and MRoNo ratings yet
- Job Description: Data Engineer Mumbai - BangaloreDocument3 pagesJob Description: Data Engineer Mumbai - BangaloreBubbleNo ratings yet
- 1 s2.0 S1877050919311238 MainDocument9 pages1 s2.0 S1877050919311238 MainSantosh Kumar TataNo ratings yet
- Competitive Coding Using Data Structures - Brochure - CompressedDocument8 pagesCompetitive Coding Using Data Structures - Brochure - CompressedIndrajit DashNo ratings yet
- MEC 9000 KompressorenDocument24 pagesMEC 9000 Kompressorenpeterkircher.atNo ratings yet
- Ceramill Workflow Brochure enDocument60 pagesCeramill Workflow Brochure enAashutosh MagdumNo ratings yet
- Interacting With A Digital Twin Using Amazon AlexaDocument5 pagesInteracting With A Digital Twin Using Amazon AlexaSubramaniyan ThangavelNo ratings yet
- Lean 4.0 - A Conceptual Conjunction of Lean Management and Industry 4.0Document7 pagesLean 4.0 - A Conceptual Conjunction of Lean Management and Industry 4.0dieNo ratings yet
- Sciencedirect SciencedirectDocument7 pagesSciencedirect SciencedirectAyush SharmaNo ratings yet
- Digital Twins Understanding The Added Value of IntDocument8 pagesDigital Twins Understanding The Added Value of IntBenyoussef SaifNo ratings yet
- An Overview of Next Generation Manufacturing System (MES) - An Overview of Next Level of MESDocument8 pagesAn Overview of Next Generation Manufacturing System (MES) - An Overview of Next Level of MESAbbasMureedNo ratings yet
- Sciencedirect: Thomas Hellebrandt, Ina Heine, Robert H. Schmitt Thomas Hellebrandt, Ina Heine, Robert H. SchmittDocument8 pagesSciencedirect: Thomas Hellebrandt, Ina Heine, Robert H. Schmitt Thomas Hellebrandt, Ina Heine, Robert H. SchmittJoko Aji PramonoNo ratings yet
- Implementing Machine Learning for Finance: A Systematic Approach to Predictive Risk and Performance Analysis for Investment PortfoliosFrom EverandImplementing Machine Learning for Finance: A Systematic Approach to Predictive Risk and Performance Analysis for Investment PortfoliosNo ratings yet
- Introduction To Augmented Reality Hardware: Augmented Reality Will Change The Way We Live Now: 1, #1From EverandIntroduction To Augmented Reality Hardware: Augmented Reality Will Change The Way We Live Now: 1, #1No ratings yet
- The Process-Based Face of OrganizationsDocument58 pagesThe Process-Based Face of OrganizationsJose SantosNo ratings yet
- Developments in Business Simulation and Experiential Learning, Volume 26, 1999Document2 pagesDevelopments in Business Simulation and Experiential Learning, Volume 26, 1999Jose SantosNo ratings yet
- Maxima en 1Document8 pagesMaxima en 1Jose SantosNo ratings yet
- How To Conduct A Time and Motion Study - 14 Steps (With Pictures)Document5 pagesHow To Conduct A Time and Motion Study - 14 Steps (With Pictures)Jose SantosNo ratings yet
- Motion Study - Motion AnalysisDocument2 pagesMotion Study - Motion AnalysisJose SantosNo ratings yet
- Instructor Resources: Online Learning Center (OLC)Document2 pagesInstructor Resources: Online Learning Center (OLC)Jose SantosNo ratings yet
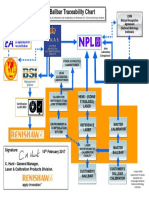
- Ballbar Traceability Chart: Signature: 15 February 2017Document1 pageBallbar Traceability Chart: Signature: 15 February 2017Jose SantosNo ratings yet
- Implementation of A Lean Six Sigma Project in A Production LineDocument7 pagesImplementation of A Lean Six Sigma Project in A Production LineJose SantosNo ratings yet
- Guide - OiRA Tool Implementation and MaintenanceDocument3 pagesGuide - OiRA Tool Implementation and MaintenanceJose SantosNo ratings yet
- Machine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutDocument69 pagesMachine Safeguarding DUE DILIGENCE TRAINING With LOCK/TAG OutJose SantosNo ratings yet
- Air Plane Game Exercise: - Flow, Line Balancing, KaizenDocument19 pagesAir Plane Game Exercise: - Flow, Line Balancing, KaizenJose SantosNo ratings yet
- 8095 Thumbs Up DownDocument6 pages8095 Thumbs Up DownJose SantosNo ratings yet
- Lean Six SigmaDocument23 pagesLean Six SigmaJose SantosNo ratings yet
- Linking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationDocument4 pagesLinking Environmental LCM and Knowledge Management: The Case of A Multinational CorporationJose SantosNo ratings yet
- Level Pyramid With Text Boxes ColorDocument5 pagesLevel Pyramid With Text Boxes ColorJose SantosNo ratings yet
- ROTORCOMP Company ProfileDocument26 pagesROTORCOMP Company ProfileJose Santos0% (1)
- Category Management Presentation by Dave PorterDocument32 pagesCategory Management Presentation by Dave PorterAlan Veeck100% (1)
- Slidesmscsupplychainmanagementapril72016 160408070231Document34 pagesSlidesmscsupplychainmanagementapril72016 160408070231Jose SantosNo ratings yet
- Liftoff l1 STWBDocument154 pagesLiftoff l1 STWBJose SantosNo ratings yet
- Lean Value Stream: Mapping & AnalysisDocument34 pagesLean Value Stream: Mapping & AnalysisJose SantosNo ratings yet
- Production Control & Logistics: Automotive Standards & Best PracticesDocument40 pagesProduction Control & Logistics: Automotive Standards & Best PracticesJose SantosNo ratings yet
- Balochistan ConundrumDocument17 pagesBalochistan ConundrumMehdi ShahNo ratings yet
- Resume Edit ModeDocument7 pagesResume Edit Modemark jovanNo ratings yet
- Development of Personality & Communication Skills 3rd Semester (Compulsory Paper) Syllabus 2018-19 OnwardsDocument2 pagesDevelopment of Personality & Communication Skills 3rd Semester (Compulsory Paper) Syllabus 2018-19 Onwardsdams1No ratings yet
- Downloadable Teacher CVDocument2 pagesDownloadable Teacher CVJoyce MafnasNo ratings yet
- Writing A Formal Book Report-2nd-3rd Grade StudentsDocument1 pageWriting A Formal Book Report-2nd-3rd Grade StudentsMillerJamesD100% (1)
- Lesson 1 EdtpaDocument5 pagesLesson 1 Edtpaapi-323461891No ratings yet
- Day1 Sheet Avi3mDocument2 pagesDay1 Sheet Avi3mapi-277910705No ratings yet
- Dakini ReikiDocument3 pagesDakini ReikiIona Winton67% (3)
- Michelle ObamaDocument22 pagesMichelle ObamaMorosan IonelaNo ratings yet
- Profile SOS CV EnglishDocument18 pagesProfile SOS CV EnglishFachmy fadillahNo ratings yet
- Biology 30 Lesson Plan 2Document3 pagesBiology 30 Lesson Plan 2api-477617112No ratings yet
- 2022-2023 Performance Monitoring and Coaching FormDocument8 pages2022-2023 Performance Monitoring and Coaching FormMARIANNE SORIANONo ratings yet
- Level 3 - ICTDocument1 pageLevel 3 - ICTmirfieldfreeNo ratings yet
- Module Organisational Development SampleDocument4 pagesModule Organisational Development SampleCarmina CastilloNo ratings yet
- Impact Ict SchoolsDocument93 pagesImpact Ict SchoolsMax BauerNo ratings yet
- IME Group of Colleges: Information BrochureDocument16 pagesIME Group of Colleges: Information BrochureAhmed SiddiquiNo ratings yet
- Ppt. McdonaldsDocument12 pagesPpt. McdonaldsGhuellene Velarde MagalonaNo ratings yet
- Free To Think: Report of The Scholars at Risk Academic Freedom Monitoring ProjectDocument72 pagesFree To Think: Report of The Scholars at Risk Academic Freedom Monitoring ProjectÉrika OliveiraNo ratings yet
- Lesson Plan in RizalDocument2 pagesLesson Plan in RizaljunNo ratings yet
- TOGAF 9.1 - Course ContentDocument5 pagesTOGAF 9.1 - Course ContentSiddharth PareekNo ratings yet
- Unique Identities - ScienceDocument8 pagesUnique Identities - ScienceJose PepeNo ratings yet
- Introduction To Philosophy Lecture NotesDocument43 pagesIntroduction To Philosophy Lecture NotestammyloveNo ratings yet
- April 6, 2016Document14 pagesApril 6, 2016The Delphos HeraldNo ratings yet
- "Vepp - Part Iii: Wagon Wheel Drills" Illustrated Principles David Alciatore, PHD ("Dr. Dave")Document3 pages"Vepp - Part Iii: Wagon Wheel Drills" Illustrated Principles David Alciatore, PHD ("Dr. Dave")d2222No ratings yet
- DLL - Mathematics 1 - Q4 - W5Document5 pagesDLL - Mathematics 1 - Q4 - W5Donalyn VenturaNo ratings yet
- Sample Lesson PlanDocument6 pagesSample Lesson PlanChristian Geo MolinaNo ratings yet
- LK. 2.1 Eksplorasi Alternatif SolusiDocument4 pagesLK. 2.1 Eksplorasi Alternatif Solusinurul hidayati100% (2)
- Summer Stay On Track 3 To 4 PDFDocument70 pagesSummer Stay On Track 3 To 4 PDFsarabala1979100% (2)
- LESSON PLAN - 2 For Multigrade Teaching - (3,4,5)Document4 pagesLESSON PLAN - 2 For Multigrade Teaching - (3,4,5)Cristi ANo ratings yet
- Individual Teachers Profile 2caberteDocument3 pagesIndividual Teachers Profile 2caberteLYDIANo ratings yet