You might also like
- Divorce Everything You Need To Know by AvvoDocument140 pagesDivorce Everything You Need To Know by AvvolegalmarketingnewsNo ratings yet
- WINTER Catalogue Diamond DressersDocument200 pagesWINTER Catalogue Diamond DressersFarhaan MukadamNo ratings yet
- WEF AM13 Participants 34ezx6jlxk PDFDocument76 pagesWEF AM13 Participants 34ezx6jlxk PDFMeggie Gathee KimariNo ratings yet
- Internal Audit & Corporate GovernanceDocument37 pagesInternal Audit & Corporate Governancezlkbelay@yahhoo.com100% (20)
- Mis in WalmartDocument36 pagesMis in WalmartNupur Vashishta93% (14)
- Fouling in Phosphoric AcidDocument8 pagesFouling in Phosphoric AcidÖmer LaçinNo ratings yet
- 2017-AME ProblemsDocument42 pages2017-AME ProblemsJordan YapNo ratings yet
- Kinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978From EverandKinetics of Wastewater Treatment: Proceedings of a Post-Conference Seminar Held at the Technical University of Denmark, Copenhagen, 1978S. H. JenkinsNo ratings yet
- 6 Class Guide BookDocument84 pages6 Class Guide BookSippy Siddique40% (5)
- New Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976From EverandNew Developments in Phosphate Fertilizer Technology: Proceedings of the 1976 Technical Conference of ISMA Ltd., The Hague, The Netherlands, 13-16 September, 1976L.J. CarpentierNo ratings yet
- 10.00 Heinrich Höse, Aumund Fördertechnik GMBHDocument25 pages10.00 Heinrich Höse, Aumund Fördertechnik GMBHMohd Ali100% (1)
- Proceeding of The Fertilizer Industry Round TableDocument32 pagesProceeding of The Fertilizer Industry Round TableKhánh ĐỗNo ratings yet
- Us 7601319Document5 pagesUs 7601319هیمن مNo ratings yet
- Us 4501724Document7 pagesUs 4501724DARWIN STALIN ALCACIEGA PILCONo ratings yet
- US4094913Document4 pagesUS4094913Ranjana MadabushiNo ratings yet
- Us 4315763Document11 pagesUs 4315763Thusith WijayawardenaNo ratings yet
- United States PatentDocument5 pagesUnited States PatentDIEGONo ratings yet
- خلاصة الفةستيلDocument7 pagesخلاصة الفةستيلahmed hargaNo ratings yet
- Us3607960 PDFDocument7 pagesUs3607960 PDFMuhammad Ridho RamdhaniNo ratings yet
- EP88118571NWA1Document6 pagesEP88118571NWA1Awat MuhammadNo ratings yet
- Us 4378342Document9 pagesUs 4378342هیمن مNo ratings yet
- Reactor AnaeróbicoDocument8 pagesReactor AnaeróbicoLuis BejaranoNo ratings yet
- Us2503724 - Ca2941105a1Document8 pagesUs2503724 - Ca2941105a1Facundo MendezNo ratings yet
- Joya Us4569799Document9 pagesJoya Us4569799Agustin CantilloNo ratings yet
- Afault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Document4 pagesAfault and 4-Motov: March 13, 1962 B. C. Bigot 3,025,152Dikul BrahmbhattNo ratings yet
- The Boiling House Losses of South African Diffusion FactoriesDocument11 pagesThe Boiling House Losses of South African Diffusion Factoriesmarcio_limaNo ratings yet
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlDocument5 pagesUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiNo ratings yet
- US4767543Document6 pagesUS4767543Baba DookNo ratings yet
- Us4342699 PDFDocument18 pagesUs4342699 PDFKhabib FirmansyahNo ratings yet
- Pilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricDocument5 pagesPilot-Plant Development Ofthe Foam Distribution Process For Production OF Wet-Process PhosphoricIngrid ContrerasNo ratings yet
- C 08 S 09Document8 pagesC 08 S 09Marnel Roy MayorNo ratings yet
- Patent Pabrik Phenyl Ethyl AlcoholDocument6 pagesPatent Pabrik Phenyl Ethyl AlcoholFaizhal DimazNo ratings yet
- Us 4168205Document8 pagesUs 4168205MAMC PlasmaNo ratings yet
- US3743699Document12 pagesUS3743699Ruchita PoilkarNo ratings yet
- Us 4049572Document7 pagesUs 4049572Paravastu VinuthaNo ratings yet
- US3232984Document6 pagesUS323298425A Syifa Salsabila AlfianiNo ratings yet
- April 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lDocument6 pagesApril 19, 1966 N. Fragen 3,247,246: Filed Nov. 6, 196lHerbertKohNo ratings yet
- Amida A Nitrilo US5817827Document3 pagesAmida A Nitrilo US5817827Agustin CantilloNo ratings yet
- US3232703Document8 pagesUS3232703Nateek SharmaNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- Heat Exchanger Fouling in Phosphoric Acid EvaporatDocument10 pagesHeat Exchanger Fouling in Phosphoric Acid EvaporatAmyNo ratings yet
- United States Patent (19) : PistoriusDocument5 pagesUnited States Patent (19) : Pistoriusmasood kblNo ratings yet
- Anaerobic Digestion of High Strength Molasses Wastewater Using Hybrid Anaerobic Baffled ReactorDocument6 pagesAnaerobic Digestion of High Strength Molasses Wastewater Using Hybrid Anaerobic Baffled ReactorAgung PrabowoNo ratings yet
- Patente TSP UsDocument2 pagesPatente TSP UsJanainaNo ratings yet
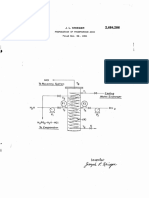
- July 20, 1954 J. L. Krieger 2,684,286: InventorDocument4 pagesJuly 20, 1954 J. L. Krieger 2,684,286: InventorNurhafizah Abd JabarNo ratings yet
- June 10, 1958: Continuous Hydrolysis of EpichlorohydrinDocument4 pagesJune 10, 1958: Continuous Hydrolysis of EpichlorohydrinAbdur Rochim Al IchwanNo ratings yet
- US4610862Document6 pagesUS4610862محمد عليNo ratings yet
- Us 4069034Document9 pagesUs 4069034Mostafa FawzyNo ratings yet
- United States PatentDocument4 pagesUnited States Patentwiam wiamNo ratings yet
- United States Patent (19) : Homme, Jr. 11 4,088,742Document11 pagesUnited States Patent (19) : Homme, Jr. 11 4,088,742Hedi Ben MohamedNo ratings yet
- Us 3567610Document6 pagesUs 3567610mahmoud IbrahimNo ratings yet
- Pipe Reactor 30 Years Esperience1Document11 pagesPipe Reactor 30 Years Esperience1أنس القرقنيNo ratings yet
- Ullmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedDocument44 pagesUllmanns Encyclopedia of Industrial Chemistry Phosphoric Acid and Phosphates 58db177445fedMuhammad FirmansyahNo ratings yet
- Anhydrous Us Patent 4Document6 pagesAnhydrous Us Patent 4Alexander ApuraNo ratings yet
- Us 5261Document3 pagesUs 5261tajudinNo ratings yet
- Furfural To Formic AcidDocument12 pagesFurfural To Formic AcidHanifrahmawan SudibyoNo ratings yet
- United States PatentDocument6 pagesUnited States PatentPaola LNNo ratings yet
- US4152217Document9 pagesUS4152217SekarNTutyNo ratings yet
- Ulllted States Patent (10) Patent N0.: US 7,674,380 B2Document16 pagesUlllted States Patent (10) Patent N0.: US 7,674,380 B2mutazsalihNo ratings yet
- United States Patent (191 (111 4,133,670: Byrd Et A1. (45) Jan. 9, 1979Document4 pagesUnited States Patent (191 (111 4,133,670: Byrd Et A1. (45) Jan. 9, 1979Mostafa FawzyNo ratings yet
- United States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995Document7 pagesUnited States Patent (19) : Ohyama Et Al. 45) Date of Patent: Jan. 24, 1995DILIP KulkarniNo ratings yet
- Polystyrene ProductionDocument4 pagesPolystyrene ProductionRishi KeshNo ratings yet
- Patents US20110087038A1Document10 pagesPatents US20110087038A1Esteban HenaoNo ratings yet
- Asam FosfatDocument12 pagesAsam FosfatDinda GaluhNo ratings yet
- United States Patent (19) : Brooks Et AlDocument10 pagesUnited States Patent (19) : Brooks Et Almasood kblNo ratings yet
- United States Patent (19) : Filed: Apr. 20, 1977 57Document5 pagesUnited States Patent (19) : Filed: Apr. 20, 1977 57Iqbal KhanNo ratings yet
- United States PatentDocument5 pagesUnited States PatentRefi RahmanNo ratings yet
- Us 3607021Document4 pagesUs 3607021haviedNo ratings yet
- Refinery Asigment AwatDocument7 pagesRefinery Asigment AwatAwat MuhammadNo ratings yet
- Specific Gravity of Water, Kerosene and DieselDocument7 pagesSpecific Gravity of Water, Kerosene and DieselAwat MuhammadNo ratings yet
- Assignment 1: 6d X+S - 2x 3 at X (O)Document13 pagesAssignment 1: 6d X+S - 2x 3 at X (O)Awat MuhammadNo ratings yet
- Awat Uses of Alcohol PDFDocument7 pagesAwat Uses of Alcohol PDFAwat MuhammadNo ratings yet
- Chapter 2Document16 pagesChapter 2Awat MuhammadNo ratings yet
- United States Patent (19) : (45) Date of Patent: Jun. 17, 1986Document10 pagesUnited States Patent (19) : (45) Date of Patent: Jun. 17, 1986Awat MuhammadNo ratings yet
- Awat NaphthaleneDocument12 pagesAwat NaphthaleneAwat MuhammadNo ratings yet
- Gas Absorption in A Packed Tower: Unit Operations Laboratory - Sarkeys E111 April 15 & 22, 2015 Che 3432 - Section 3Document28 pagesGas Absorption in A Packed Tower: Unit Operations Laboratory - Sarkeys E111 April 15 & 22, 2015 Che 3432 - Section 3Awat MuhammadNo ratings yet
- The Revenue CycleDocument36 pagesThe Revenue CycleGerlyn Dasalla ClaorNo ratings yet
- BKM CH 06 Answers W CFADocument11 pagesBKM CH 06 Answers W CFAAhmed Bashir100% (19)
- Patterns Distributed Systems SampleDocument74 pagesPatterns Distributed Systems SampleavisekNo ratings yet
- Migracion WAS8Document472 pagesMigracion WAS8ikronos0No ratings yet
- Investors Preferences Towards Equity Indiabulls 2011Document81 pagesInvestors Preferences Towards Equity Indiabulls 2011chaluvadiin100% (2)
- Hollywood MogulDocument2 pagesHollywood MogulMichelleNo ratings yet
- A Study On Job Satisfaction Among Nursing Staff in A Tertiary Care Teaching HospitalDocument5 pagesA Study On Job Satisfaction Among Nursing Staff in A Tertiary Care Teaching HospitalIOSRjournalNo ratings yet
- GPC1-10000-AF™ Gas Pressure Controller: Operation and Maintenance ManualDocument40 pagesGPC1-10000-AF™ Gas Pressure Controller: Operation and Maintenance ManualjlbayonaNo ratings yet
- Technical Guide H8-12XD6 SERIESDocument12 pagesTechnical Guide H8-12XD6 SERIESYAKOVNo ratings yet
- ASIA Telecom Dec 07Document15 pagesASIA Telecom Dec 07Peter LowNo ratings yet
- Lesson 6 Similarities KNNDocument25 pagesLesson 6 Similarities KNNDyuti IslamNo ratings yet
- Case Study Horosho enDocument4 pagesCase Study Horosho enMaster ManojNo ratings yet
- 360 Degree FeedbackDocument31 pages360 Degree FeedbackcherrymaniarNo ratings yet
- Sectoral AnalysisDocument416 pagesSectoral AnalysisNICOLE EDRALINNo ratings yet
- Strategic HumanresourcepdfDocument14 pagesStrategic HumanresourcepdfDanishNo ratings yet
- Questions For Asi Dvor: B) 108 To 118 MHZ With 50 KHZ Channel SpacingDocument3 pagesQuestions For Asi Dvor: B) 108 To 118 MHZ With 50 KHZ Channel SpacingPraveen Kumar ArjalaNo ratings yet
- Dwnload Full Abnormal Child Psychology 7th Edition Mash Test Bank PDFDocument35 pagesDwnload Full Abnormal Child Psychology 7th Edition Mash Test Bank PDFthrenodyvoxlkio100% (16)
- Globolisation and CultureDocument4 pagesGlobolisation and CultureDavide MwaleNo ratings yet
- VARIOline DS Brochure 2462-V1 en Original 44228Document16 pagesVARIOline DS Brochure 2462-V1 en Original 44228Kashif Xahir KhanNo ratings yet
- Office of The Registrar: Class List - First Semester Sy 2021-2022Document1 pageOffice of The Registrar: Class List - First Semester Sy 2021-2022Greggy LawNo ratings yet
- 2021 UBC Application Guide HQDocument37 pages2021 UBC Application Guide HQVictor VinesNo ratings yet
- (Amaleaks - Blogspot.com) Programming (Prog-111) - Grade 11 Week 1-9Document88 pages(Amaleaks - Blogspot.com) Programming (Prog-111) - Grade 11 Week 1-9johnNo ratings yet