You might also like
- RT ProcedureDocument10 pagesRT ProcedureSandeep SundriyalNo ratings yet
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- Handout Ultrasonic Testing Level II - Rev. 1 - 12 May 2010Document185 pagesHandout Ultrasonic Testing Level II - Rev. 1 - 12 May 2010deari nur azisNo ratings yet
- TOFD and PAUT For Weld Root CorrosionDocument38 pagesTOFD and PAUT For Weld Root CorrosionMuthumonickamNo ratings yet
- TOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingDocument22 pagesTOFD: Time-of-Flight Diffraction Technique for Defect Detection and SizingchungndtNo ratings yet
- 460 Ewert PDFDocument40 pages460 Ewert PDFdaddadNo ratings yet
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingDocument40 pagesD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenNo ratings yet
- Eddy Current Testing of Inconel Tubes SpecificationDocument7 pagesEddy Current Testing of Inconel Tubes SpecificationkingstonNo ratings yet
- Digital Radiography ReportDocument7 pagesDigital Radiography ReportadityaromasNo ratings yet
- NDT Application FormDocument4 pagesNDT Application FormAhmed Shaban KotbNo ratings yet
- Itis NDT MT 01 Rev 06Document19 pagesItis NDT MT 01 Rev 06pandab bkNo ratings yet
- A Tutorial For Performing A Radiographic ExaminationDocument26 pagesA Tutorial For Performing A Radiographic ExaminationphanthanhhungNo ratings yet
- Report NDT Centaur 45 May 2023Document44 pagesReport NDT Centaur 45 May 2023muhamadfikri2177No ratings yet
- NDT RT RepairDocument1 pageNDT RT RepairpraveentienNo ratings yet
- DPI (Dye Penetrant Inspection) : Main PurposedDocument9 pagesDPI (Dye Penetrant Inspection) : Main PurposedAgung Prastyo WibowoNo ratings yet
- Ect EngineDocument63 pagesEct EngineAnonymous gFcnQ4goNo ratings yet
- NASA PRC-6503 Rev C Radiographic InspectionDocument8 pagesNASA PRC-6503 Rev C Radiographic InspectionLi-chung JeaNo ratings yet
- Guidelines For The Preparation and Grading of NDTDocument4 pagesGuidelines For The Preparation and Grading of NDTL...nNo ratings yet
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- RT ProcedureDocument44 pagesRT Procedureefmartin21100% (1)
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- CA-40-19-TOFD-UT Procedure-AWS D1.1Document27 pagesCA-40-19-TOFD-UT Procedure-AWS D1.1Luong Ho VuNo ratings yet
- Aries - Saturated Eddycurrent - Tube - ProcedureDocument17 pagesAries - Saturated Eddycurrent - Tube - ProcedureVipin ShettyNo ratings yet
- Interpretation of Weld RadiographsDocument8 pagesInterpretation of Weld RadiographsMyk MamykinNo ratings yet
- Austenitic Weld Inspection Solution OverviewDocument17 pagesAustenitic Weld Inspection Solution OverviewRupam BaruahNo ratings yet
- PT Classroom Training HandbookDocument53 pagesPT Classroom Training HandbookTzory RmrzNo ratings yet
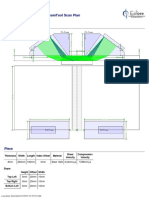
- Beamtool Scan Plan: Inspection LayoutDocument4 pagesBeamtool Scan Plan: Inspection LayoutMohan RajNo ratings yet
- Return To TOC: Dowty Propellers Standard Practices ManualDocument58 pagesReturn To TOC: Dowty Propellers Standard Practices ManualNicolás Piratova100% (1)
- NDT For WeldersDocument66 pagesNDT For WelderssameeraNo ratings yet
- Tofd & Pe ReportDocument1 pageTofd & Pe ReportLuong Ho VuNo ratings yet
- Radiographic Examination ProcedureDocument20 pagesRadiographic Examination ProcedureMohanadNo ratings yet
- TWI Hitan: Training Certification SchemeDocument192 pagesTWI Hitan: Training Certification Schemesaliyarumesh2292100% (1)
- MPI Inspection ProcedureDocument5 pagesMPI Inspection ProcedureDinesh GuptaNo ratings yet
- PT - Level 2 - S - 002 - Revised by RVMDocument4 pagesPT - Level 2 - S - 002 - Revised by RVMkingstonNo ratings yet
- What Is NDT ?: Detection of Damage Before BreakdownDocument40 pagesWhat Is NDT ?: Detection of Damage Before BreakdownAnik hasan BadhonNo ratings yet
- 3.PAUT Qualification ProcedureDocument8 pages3.PAUT Qualification ProcedurePhan Tri ThongNo ratings yet
- Radiography TestingDocument1 pageRadiography TestingGulfnde Industrial ServicesNo ratings yet
- MT Procedure Rkl-Pro-08-ThocDocument26 pagesMT Procedure Rkl-Pro-08-ThocEmmad JriNo ratings yet
- Lecture 18-UTDocument50 pagesLecture 18-UTsamrn850% (2)
- Scholly Endoscopie 1 PDFDocument80 pagesScholly Endoscopie 1 PDFAhmed shabanNo ratings yet
- D-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionDocument33 pagesD-p5-Bv-pd-006 - Tofd, Issue 01, Rev 00 - Time of Flight Diffraction InspectionThinh NguyenNo ratings yet
- QB 5 - Basic NDT - LT QBDocument5 pagesQB 5 - Basic NDT - LT QBprabhakaran.SNo ratings yet
- Radiography Part 2 - TWIDocument8 pagesRadiography Part 2 - TWIKolusu SivakumarNo ratings yet
- Syllabus For Radiographic Testing-Level Ii I. Theory: 40 Hours-40x60 2400 Min. I. Practical:40 HoursDocument9 pagesSyllabus For Radiographic Testing-Level Ii I. Theory: 40 Hours-40x60 2400 Min. I. Practical:40 HoursSathia SeelanNo ratings yet
- Liquid Penetrant (Lev1el-I-level - II''Document100 pagesLiquid Penetrant (Lev1el-I-level - II''Chandresh100% (1)
- Phasec2d Data SheetDocument2 pagesPhasec2d Data SheetMaria DazaNo ratings yet
- 12 Interview Question Related To Non - Destructive TestingDocument4 pages12 Interview Question Related To Non - Destructive TestingHary adiNo ratings yet
- Radiation Guideline: Test Protocols For Parts 2-5Document43 pagesRadiation Guideline: Test Protocols For Parts 2-5Jimmy JohnNo ratings yet
- Ultrasonic Report: Probe Details and Position (Fig 1)Document2 pagesUltrasonic Report: Probe Details and Position (Fig 1)BALA GANESH100% (1)
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice ForMandy NormanNo ratings yet
- Radiograph Interpretation GuideDocument36 pagesRadiograph Interpretation GuideMaverikbjNo ratings yet
- ISO - TC 135 - SC 5 - Radiographic TestingDocument2 pagesISO - TC 135 - SC 5 - Radiographic TestingNilesh MistryNo ratings yet
- Ultrasonic Characterization of Defects PDFDocument43 pagesUltrasonic Characterization of Defects PDFFernandoiNo ratings yet
- General DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedDocument60 pagesGeneral DNV Qualification Applus RTD Rotoscan AUT System - 2009-4129 - Rev.03 - SignedfayyazdnvNo ratings yet
- China's First Ministry of Machine-Building Standard for Radiography of WeldsDocument133 pagesChina's First Ministry of Machine-Building Standard for Radiography of Weldsmsiddique1No ratings yet
- 2015 Equipment Catalog 2015Document67 pages2015 Equipment Catalog 2015karthikeyan1992No ratings yet
- API 1104 ComplateDocument24 pagesAPI 1104 ComplateAwale UdinNo ratings yet
- RT-procedure SampleDocument19 pagesRT-procedure Sampleneelapu mahesh reddyNo ratings yet
- RT Procedures For WeldDocument19 pagesRT Procedures For WeldABHIJIT GIRINo ratings yet
- Personnel Qualification Record ListDocument1 pagePersonnel Qualification Record ListShanmuga NavaneethanNo ratings yet
- Nace Ampp CP1 EpgDocument16 pagesNace Ampp CP1 EpgShanmuga Navaneethan0% (1)
- An Introduction To Cathodic Protection R1Document23 pagesAn Introduction To Cathodic Protection R1mohammad kassarNo ratings yet
- Valve ListDocument10 pagesValve ListShanmuga NavaneethanNo ratings yet
- QC Observation of EPC ProjectsDocument1 pageQC Observation of EPC ProjectsShanmuga Navaneethan0% (1)
- Hempathane Hs 55610 55610 En-GbDocument2 pagesHempathane Hs 55610 55610 En-GbfaizalNo ratings yet
- PTW and LSR Violations Closeout Status: S.No Area/Location Incident/Audit Description Incident/Audit Report RefDocument6 pagesPTW and LSR Violations Closeout Status: S.No Area/Location Incident/Audit Description Incident/Audit Report RefShanmuga NavaneethanNo ratings yet
- Hempathane Hs 55610 55610 En-GbDocument2 pagesHempathane Hs 55610 55610 En-GbfaizalNo ratings yet
- Ut-Aws D1.5Document21 pagesUt-Aws D1.5Shanmuga NavaneethanNo ratings yet
- Asnt Level 1 Thermography Course ManualDocument45 pagesAsnt Level 1 Thermography Course Manualchitturi jagadish100% (1)
- Warranty PDFDocument28 pagesWarranty PDFAli RajpootNo ratings yet
- Material Grades ChartDocument2 pagesMaterial Grades ChartShanmuga NavaneethanNo ratings yet
- Petronics - Musafah-AbudhabiDocument1 pagePetronics - Musafah-AbudhabiShanmuga NavaneethanNo ratings yet
- Audit TypesDocument1 pageAudit TypesShanmuga NavaneethanNo ratings yet
- Monthly Report FormatDocument47 pagesMonthly Report FormatShanmuga Navaneethan100% (1)
- Positive ParentingDocument31 pagesPositive ParentingShanmuga NavaneethanNo ratings yet
- NDT-Acceptance Various CodesDocument17 pagesNDT-Acceptance Various CodesShanmuga NavaneethanNo ratings yet
- 2 Registration FormDocument1 page2 Registration FormShanmuga NavaneethanNo ratings yet
- Sintef PDFDocument80 pagesSintef PDFANILNo ratings yet
- Material SpecDocument3 pagesMaterial Specsanjuranj100% (12)
- Bgas Gr.2 CertificateDocument1 pageBgas Gr.2 CertificateShanmuga NavaneethanNo ratings yet
- Piping QC PocketBook Navaneethan SundaramDocument25 pagesPiping QC PocketBook Navaneethan SundaramShanmuga NavaneethanNo ratings yet
- QC-Interview For Welding InspectorsDocument23 pagesQC-Interview For Welding InspectorsShanmuga NavaneethanNo ratings yet
- UT - L2 For L3 ExamDocument139 pagesUT - L2 For L3 ExamShanmuga Navaneethan0% (1)
- NDE Personnel QualificationDocument316 pagesNDE Personnel QualificationShanmuga Navaneethan100% (1)
- Asnt India Section Yearbook 2020Document37 pagesAsnt India Section Yearbook 2020Shanmuga NavaneethanNo ratings yet
- Welding Master Piece Hand Written VishaljiDocument61 pagesWelding Master Piece Hand Written VishaljiShanmuga NavaneethanNo ratings yet
- Cold Bending of 3LPP-Flowline PipesDocument2 pagesCold Bending of 3LPP-Flowline PipesShanmuga NavaneethanNo ratings yet
- SNT-TC-1A 2020 ChangesDocument33 pagesSNT-TC-1A 2020 ChangesShanmuga Navaneethan100% (5)
- DJ Brothers ISO 22000-2018 ManualDocument40 pagesDJ Brothers ISO 22000-2018 ManualSunith Desai100% (1)
- Pharmacy CUM L IIIDocument78 pagesPharmacy CUM L IIIashagrie100% (1)
- New Flowers - FlowerMedDocument5 pagesNew Flowers - FlowerMedAndré CamargoNo ratings yet
- Housekeeping in The Dental OfficeDocument45 pagesHousekeeping in The Dental OfficeJhaynerzz Padilla AcostaNo ratings yet
- Lwtech HR Management FlyerDocument2 pagesLwtech HR Management FlyerAshlee RouseyNo ratings yet
- Parte 2 Segundo ParcialDocument23 pagesParte 2 Segundo ParcialJose Luis Rasilla GonzalezNo ratings yet
- Hydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDocument13 pagesHydraulic Fluids in Mobile Application Re98128 - 2015-06 - Online PDFDennis Huanuco CcamaNo ratings yet
- Journal 1Document2 pagesJournal 1Nick ViNo ratings yet
- Astm E1973 - 1 (En)Document4 pagesAstm E1973 - 1 (En)Dinesh SaiNo ratings yet
- Presented by M. Hassan ShafiqDocument25 pagesPresented by M. Hassan ShafiqMadiha Amna AndrabiNo ratings yet
- Pinatubo Eruption Case Study: Disaster Readiness and Risk ReductionDocument5 pagesPinatubo Eruption Case Study: Disaster Readiness and Risk ReductionAndrie PaydoenNo ratings yet
- ReptileDocument4 pagesReptileDratonius 101No ratings yet
- EBBA Delegation 2019Document3 pagesEBBA Delegation 2019jina morganNo ratings yet
- 20 Rules of Parenting (Specific To Mothers)Document2 pages20 Rules of Parenting (Specific To Mothers)Karen KitchellNo ratings yet
- Engineered Plastics GuideDocument1 pageEngineered Plastics GuideKmgsa BandaraNo ratings yet
- CBSE Sample Paper 2020 - Class 12th Chemistry Sample PaperDocument9 pagesCBSE Sample Paper 2020 - Class 12th Chemistry Sample PaperKumar S T SNo ratings yet
- Periodontal IndicesDocument29 pagesPeriodontal IndicesFachrul Latif DentistNo ratings yet
- GPAT Pharmaceutical Chemistry SyllabusDocument4 pagesGPAT Pharmaceutical Chemistry Syllabuskumar HarshNo ratings yet
- The McKenzie Method Powerpoint - 2008Document57 pagesThe McKenzie Method Powerpoint - 2008aslooclt100% (2)
- 23Document4 pages23ANIL SINGHNo ratings yet
- 310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Document27 pages310 SRU Thermal Reactor Chemistry and Design SRU Buenos Aires 2018Nastaran BagheriNo ratings yet
- 1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Document25 pages1 - KSU Research Methodology Overview (A Mandil, Oct 2009)Fatamii IiiNo ratings yet
- Recent Task 2 Essay Questions 2Document28 pagesRecent Task 2 Essay Questions 2esraaalhajNo ratings yet
- INDUSTRIAL TRAINING FOR UPSTREAM DOWNSTREAM PROCESS AND SERVICESDocument14 pagesINDUSTRIAL TRAINING FOR UPSTREAM DOWNSTREAM PROCESS AND SERVICESMshamil ShaamryNo ratings yet
- 2008 Financial CrisisDocument34 pages2008 Financial CrisisJakeNo ratings yet
- JnaDocument34 pagesJnaDeepak KumarNo ratings yet
- 1Document7 pages1mmNo ratings yet
- 19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)Document24 pages19 - Kyocera Milling - Endmill - Radius - Ball-Nose 2010-2011 (ENG)karadimasNo ratings yet
- Đề Ôn Thi Tuyển Sinh Lớp 6 Môn Tiếng AnhDocument7 pagesĐề Ôn Thi Tuyển Sinh Lớp 6 Môn Tiếng AnhHoa TrònNo ratings yet