You might also like
- Cryogenic Air SeparationDocument5 pagesCryogenic Air SeparationAmr Abd Elmoamen AmeenNo ratings yet
- Air Seperation PlantDocument14 pagesAir Seperation Plantokoro matthewNo ratings yet
- Ullmann's Encyclopedia of Industrial Chemistry: Cryogenic TechnologyDocument6 pagesUllmann's Encyclopedia of Industrial Chemistry: Cryogenic TechnologyJulio GomezNo ratings yet
- An Air Separation Plant Separates Atmospheric Air Into Its Primary ComponentsDocument4 pagesAn Air Separation Plant Separates Atmospheric Air Into Its Primary ComponentsAbhinav AjmaniNo ratings yet
- Occ 2 Final 00130Document3 pagesOcc 2 Final 00130VijayNo ratings yet
- Nitrogen IndustriesDocument22 pagesNitrogen IndustriesKarla Joy P. SucgangNo ratings yet
- Air Composition DryDocument11 pagesAir Composition DryrahulNo ratings yet
- NLG LPG RecoveryDocument14 pagesNLG LPG RecoveryEdgar HuancaNo ratings yet
- WelcomeDocument32 pagesWelcomeGaurav GuptaNo ratings yet
- ASU - Double Column ProcessDocument5 pagesASU - Double Column ProcessMH CNo ratings yet
- Production of Oxygen From Cryogenic Air SeparationDocument4 pagesProduction of Oxygen From Cryogenic Air SeparationAbdullah N. TahirNo ratings yet
- Comparative Evaluation of Cryogenic Air SeparationDocument21 pagesComparative Evaluation of Cryogenic Air SeparationmuratNo ratings yet
- The Definitive Guide To Cryogenic EngineeringDocument21 pagesThe Definitive Guide To Cryogenic EngineeringSamanthaPereraNo ratings yet
- Facility Inspection Report Nitric Acid PlantDocument8 pagesFacility Inspection Report Nitric Acid Plantlaoy aolNo ratings yet
- CScasebook ASUDocument9 pagesCScasebook ASUFabio Alejandro MeloNo ratings yet
- Appendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case StudyDocument12 pagesAppendix A: Membrane/Amine Hybrid Grissik Gas Plant, Sumatra, Indonesia: Case Studypleco4meNo ratings yet
- Oxygen PlantDocument10 pagesOxygen Plantshoaib705No ratings yet
- Pro/Ii Casebook: Air Separation PlantDocument44 pagesPro/Ii Casebook: Air Separation PlantRodrigo Condarco MendozaNo ratings yet
- Economic Incentive For Intermittent Operation of Air Separation Plants With Variable Power CostDocument8 pagesEconomic Incentive For Intermittent Operation of Air Separation Plants With Variable Power CostJose MaximoNo ratings yet
- Industrial Oxygen: Its Generation and UseDocument12 pagesIndustrial Oxygen: Its Generation and UseJafar JilaniNo ratings yet
- Boiler Optimization PDFDocument6 pagesBoiler Optimization PDFvijayk1968No ratings yet
- ArgonDocument18 pagesArgonVenkatesa PerumalNo ratings yet
- W VishDocument52 pagesW VishVikram Kumar VishNo ratings yet
- Accepted Manuscript: Computers and Chemical EngineeringDocument31 pagesAccepted Manuscript: Computers and Chemical EngineeringSarita Betancur RamírezNo ratings yet
- Enhancing Gas Turbine Output Through Inlet Air Cooling: ArticleDocument9 pagesEnhancing Gas Turbine Output Through Inlet Air Cooling: ArticleAhamed Yaseen SalimNo ratings yet
- Mid-Term Training EvaluationDocument26 pagesMid-Term Training EvaluationVishalSharmaNo ratings yet
- Cryogenic Separation Plants PDFDocument20 pagesCryogenic Separation Plants PDFHemanth Kumar Sarosh KiranNo ratings yet
- Revomax: Largest Selling Little Star of ThermaxDocument34 pagesRevomax: Largest Selling Little Star of ThermaxDuggineni RamakrishnaNo ratings yet
- EN Study Analysis of Flue Gas Utilization ADocument6 pagesEN Study Analysis of Flue Gas Utilization AiimcaemdwNo ratings yet
- Introduction WPS OfficeDocument4 pagesIntroduction WPS Officealhag alhebirNo ratings yet
- Aiche-36-021Equipment Performance of AmmoniaDocument9 pagesAiche-36-021Equipment Performance of AmmoniaHsein Wang100% (1)
- Tri o GenDocument9 pagesTri o GenshreykNo ratings yet
- Description of Ammonia Manufacturing ProcessesDocument4 pagesDescription of Ammonia Manufacturing ProcessesSameer PandeyNo ratings yet
- Nitric Acid ManufactureDocument4 pagesNitric Acid ManufactureAlberto MarioNo ratings yet
- Nitrogen Gass SystemDocument29 pagesNitrogen Gass SystemshaieraNo ratings yet
- 2001 03 Refrigeration - New Developments in Industrial Refrigeration - PearsonDocument5 pages2001 03 Refrigeration - New Developments in Industrial Refrigeration - PearsonmeomeportabNo ratings yet
- Ormat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Document7 pagesOrmat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Kiran VeerubhotlaNo ratings yet
- Process Description of Ammonia PlantDocument12 pagesProcess Description of Ammonia PlantSridharNo ratings yet
- Argon PDFDocument18 pagesArgon PDFPavan KumarNo ratings yet
- Air Separation Unit: Distilling Carl Von LindeDocument2 pagesAir Separation Unit: Distilling Carl Von LindeYuri YamirnovNo ratings yet
- Abhishek's TrainingDocument26 pagesAbhishek's TrainingVishalSharmaNo ratings yet
- Simulation Ammonia Plant On PRO IIDocument58 pagesSimulation Ammonia Plant On PRO IIFabrizio Dugo100% (1)
- Dynamic Modelling and Control of Cryogenic AIR Separation PlantsDocument7 pagesDynamic Modelling and Control of Cryogenic AIR Separation PlantsThiago Victor da Silva BonfimNo ratings yet
- 10.1351 Pac199264050671Document6 pages10.1351 Pac199264050671taihotme123No ratings yet
- Design and Analysis of A Combined Rankine Cycle For Waste Heat Recovery of A Coal Power Plant Using LNG Cryogenic ExergyDocument13 pagesDesign and Analysis of A Combined Rankine Cycle For Waste Heat Recovery of A Coal Power Plant Using LNG Cryogenic ExergyNguyễn HảiNo ratings yet
- Aqueous Ammonia Stripping TechnologyDocument10 pagesAqueous Ammonia Stripping TechnologyMustaqim RazakNo ratings yet
- Cryogenic DistillationDocument2 pagesCryogenic DistillationMiguel A. GraneroNo ratings yet
- 1988 Ifa Edmonton Chinal-1Document19 pages1988 Ifa Edmonton Chinal-1MarcoDulongJaraNo ratings yet
- CryogenicDocument19 pagesCryogeniczohaib_farooq100% (1)
- Survey of Industrial Chemestry - Philip J. ChenierDocument13 pagesSurvey of Industrial Chemestry - Philip J. ChenierBiain A SecasNo ratings yet
- AMMONIA Syn Gas Drying With Z4-01Document4 pagesAMMONIA Syn Gas Drying With Z4-01raghu4594No ratings yet
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocument21 pages3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- FTDocument29 pagesFTNitin HansaliaNo ratings yet
- Reducing Steam Header PressureDocument1 pageReducing Steam Header Pressuresj_scribdNo ratings yet
- Warm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandWarm Air Heating: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Acetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerFrom EverandAcetylene, the Principles of Its Generation and Use A Practical Handbook on the Production, Purification, and Subsequent Treatment of Acetylene for the Development of Light, Heat, and PowerNo ratings yet
- Feasibility Analysis and Simulation of Argon Recovery in Low Oxygen-Purity Cryogenic Air Separation Process With Low Energy ConsumptionDocument25 pagesFeasibility Analysis and Simulation of Argon Recovery in Low Oxygen-Purity Cryogenic Air Separation Process With Low Energy Consumptionkishna009No ratings yet
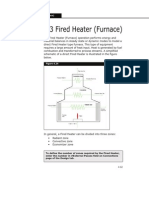
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- BlockeDocument1 pageBlockekishna009No ratings yet
- Ansys LearningDocument22 pagesAnsys Learningkishna009No ratings yet
- Cryogenic Air SeparationDocument8 pagesCryogenic Air Separationkishna009No ratings yet
- Solving Method in HysysDocument2 pagesSolving Method in HysysChemsys Mail100% (2)
- Single-And Double-Bed Pressure Swing Adsorption Processes For H /CO Syngas SeparationDocument14 pagesSingle-And Double-Bed Pressure Swing Adsorption Processes For H /CO Syngas Separationkishna009No ratings yet
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Energy: Mehdi Mehrpooya, Mohammad Mehdi Moftakhari Sharifzadeh, Marc A. RosenDocument23 pagesEnergy: Mehdi Mehrpooya, Mohammad Mehdi Moftakhari Sharifzadeh, Marc A. Rosenkishna009No ratings yet
- Energy Optimization in Parallel or Cross Feed Multiple-Effect EvaporatorDocument12 pagesEnergy Optimization in Parallel or Cross Feed Multiple-Effect Evaporatorkishna009No ratings yet
- Aspen Tech Compressor Modeling in Aspen PDFDocument16 pagesAspen Tech Compressor Modeling in Aspen PDFkishna009No ratings yet
- SMR Life Cycle AssessmentDocument14 pagesSMR Life Cycle Assessmentkishna009100% (1)
- Solving Method in HysysDocument2 pagesSolving Method in HysysChemsys Mail100% (2)
- Design of Sour Water Stripping System: February 2009Document23 pagesDesign of Sour Water Stripping System: February 2009kishna009100% (2)
- Vinasse Concentration and Juice Evaporation System IntegratedDocument39 pagesVinasse Concentration and Juice Evaporation System Integratedkishna009No ratings yet
- (Wodek Gawronski) Advanced Structural Dynamics and (BookFi)Document436 pages(Wodek Gawronski) Advanced Structural Dynamics and (BookFi)Igor Di VaranoNo ratings yet
- Reboiler 1Document12 pagesReboiler 1kishna009No ratings yet
- Distillation ch13Document14 pagesDistillation ch13kishna009No ratings yet
- Single-And Double-Bed Pressure Swing Adsorption Processes For H /CO Syngas SeparationDocument14 pagesSingle-And Double-Bed Pressure Swing Adsorption Processes For H /CO Syngas Separationkishna009No ratings yet
- Maria Syngas2MeOHDocument10 pagesMaria Syngas2MeOHRashveenaNo ratings yet
- Thermal Efficiency Fired HeaterDocument5 pagesThermal Efficiency Fired Heatermuhammad_asim_10No ratings yet
- Fired HeaterDocument28 pagesFired HeaterRapee PuaksungnoenNo ratings yet
- Fired Heater Optimization ISA ADDocument12 pagesFired Heater Optimization ISA ADNagaphani Kumar RavuriNo ratings yet
- Heat Transfer in LTV FF EvaporatorDocument10 pagesHeat Transfer in LTV FF Evaporatorkishna009No ratings yet
- Energy Reduction Schemes For Multiple Effect Evaporator SystemsDocument10 pagesEnergy Reduction Schemes For Multiple Effect Evaporator Systemskishna009No ratings yet
- Falling Film Evaporator Application, Adv and Dis AdvDocument8 pagesFalling Film Evaporator Application, Adv and Dis Advkishna009No ratings yet
- Effect of Cooling Water Temperature On MEEDocument8 pagesEffect of Cooling Water Temperature On MEEkishna009No ratings yet
- Fuzzy Controller For MEEDocument6 pagesFuzzy Controller For MEEkishna009No ratings yet
- Flow and Types of FlowDocument3 pagesFlow and Types of FlowMoudud Ul Islam AwanNo ratings yet
- Engineering ThermodynamicsDocument37 pagesEngineering ThermodynamicsMark Edrian YumolNo ratings yet
- Biomass Combustion ManojDocument16 pagesBiomass Combustion Manojsugandaraj522No ratings yet
- DocumentDocument10 pagesDocumentAbdalmalek shamsanNo ratings yet
- HSSRptr-Plus One Chapter10 PhysicsDocument24 pagesHSSRptr-Plus One Chapter10 PhysicsSPARTANo ratings yet
- Grade Level Grade 10 Quarter/Domain Week & Day No Date: Daily Lesson PlanDocument6 pagesGrade Level Grade 10 Quarter/Domain Week & Day No Date: Daily Lesson PlanDiana Jane GudesNo ratings yet
- Calculation of Gas Density and Viscosity PDFDocument26 pagesCalculation of Gas Density and Viscosity PDFURINo ratings yet
- 3.13 C2H4C2H6 Separation and Ethylene Refrigeration Cycle PDFDocument46 pages3.13 C2H4C2H6 Separation and Ethylene Refrigeration Cycle PDFAman100% (1)
- Hsad QBDocument32 pagesHsad QBMansi KadelNo ratings yet
- 4 FAD Calculations - Shapoorji-1Document1 page4 FAD Calculations - Shapoorji-1rinabiswasNo ratings yet
- Reservoir Engineering Introductory QuizDocument6 pagesReservoir Engineering Introductory QuizRené HamiltonNo ratings yet
- Gaseous State and ThermodynamicsDocument45 pagesGaseous State and ThermodynamicsJhon HarrisonNo ratings yet
- CHP 11-13 PDFDocument106 pagesCHP 11-13 PDFLittle-psyco :30% (1)
- 환경유체역학 강의 1Document38 pages환경유체역학 강의 1HyunJoon, KimNo ratings yet
- Kinetic Particle Theory Notes (SCI CHEM)Document6 pagesKinetic Particle Theory Notes (SCI CHEM)Sulochana Devi PalanisamyNo ratings yet
- 5refrigerant 134a Enters An Adiabatic Compressor As A Saturated Vapor at 120 KPa at A Rate of 0Document3 pages5refrigerant 134a Enters An Adiabatic Compressor As A Saturated Vapor at 120 KPa at A Rate of 0BryanChavezNo ratings yet
- Chapter R10Document67 pagesChapter R10Kevin TranNo ratings yet
- Boiling Heat Transfer - Annurev - Fluid.30.1Document37 pagesBoiling Heat Transfer - Annurev - Fluid.30.1agnotts09No ratings yet
- Chapter 8 Boundary LayersDocument22 pagesChapter 8 Boundary LayersGomish SharmaNo ratings yet
- Restriction Orifice Calculation SheetDocument2 pagesRestriction Orifice Calculation Sheetparykoochak50% (2)
- Department of Pure & Applied Chemistry: WWW - Vsu.edu - PHDocument4 pagesDepartment of Pure & Applied Chemistry: WWW - Vsu.edu - PHFlora MaeNo ratings yet
- Lecture Notes 3Document70 pagesLecture Notes 3joshuaNo ratings yet
- Slides (Week1 Week3)Document69 pagesSlides (Week1 Week3)ZAID BIN TAHIR0% (1)
- Fundamentals of Pipeline Design, Hydraulics & PumpsDocument75 pagesFundamentals of Pipeline Design, Hydraulics & PumpsMIRACLE26No ratings yet
- NPSH - Net Positive Suction HeadDocument12 pagesNPSH - Net Positive Suction HeadhbithoNo ratings yet
- Faculty of Engineering and Technology Department of Mechanical Engineering Lab 1: Saturation PressureDocument8 pagesFaculty of Engineering and Technology Department of Mechanical Engineering Lab 1: Saturation PressurePierrot PuaNo ratings yet
- Application of Fluid Analysis Data For Use in Reservoir and Production CalculationDocument6 pagesApplication of Fluid Analysis Data For Use in Reservoir and Production CalculationVñ ÕãdNo ratings yet
- TEG Regeneration in Natural Gas Dehydration ProcessDocument54 pagesTEG Regeneration in Natural Gas Dehydration ProcessHira MahmoodNo ratings yet
- Thermostat MDDocument29 pagesThermostat MDsrokkam100% (1)
- GUIDE Group Exercise #17: This Study Resource WasDocument2 pagesGUIDE Group Exercise #17: This Study Resource WasnicoleNo ratings yet