You might also like
- Scaffold Inspection ChecklistDocument3 pagesScaffold Inspection Checklistnot me100% (1)
- Phosphoric Acid PlantDocument56 pagesPhosphoric Acid PlantRohit PrakashNo ratings yet
- Manage Chlorine Hazards SafelyDocument30 pagesManage Chlorine Hazards Safelypriyank gamiNo ratings yet
- Training on Pilot, Gas, Combination and Low NOx BurnersDocument36 pagesTraining on Pilot, Gas, Combination and Low NOx Burnersmani100% (1)
- Advanced Computational Models FLUENT - NOTESDocument179 pagesAdvanced Computational Models FLUENT - NOTESapi-3803751100% (3)
- Sustainability PolicyDocument3 pagesSustainability PolicySophie-Louise Mercedes100% (1)
- Confined Space: An Overview of OSHA Standards and Confined Space HazardsDocument35 pagesConfined Space: An Overview of OSHA Standards and Confined Space HazardsIssac BennyNo ratings yet
- Sulfuric Acid MSDSDocument11 pagesSulfuric Acid MSDSVahid SarfarazNo ratings yet
- Inspection On EconomiserDocument2 pagesInspection On Economiserkrishna50% (2)
- Structural Inspection Checklist For FactoryDocument1 pageStructural Inspection Checklist For FactoryAnonymous FD64zqL6S100% (1)
- Chlorine Hazard AwarenessDocument83 pagesChlorine Hazard AwarenessNesgedioNo ratings yet
- Kibali 2018 (055 055)Document1 pageKibali 2018 (055 055)faldoNo ratings yet
- SOP For Hydra RepairingDocument13 pagesSOP For Hydra RepairingMD AbdullahNo ratings yet
- Waste Water Treatment Plan Construction WBSDocument1 pageWaste Water Treatment Plan Construction WBSM iqbal100% (1)
- Crane 3612 LoadChartDocument6 pagesCrane 3612 LoadChartZura RamliNo ratings yet
- Safe System of Work PresentationDocument8 pagesSafe System of Work PresentationGilbert GillNo ratings yet
- BMCG PresentationDocument21 pagesBMCG PresentationmarkandeyaNo ratings yet
- Gas Welding SafetyDocument31 pagesGas Welding SafetyKavipriyan KaviNo ratings yet
- HYDROBLASTER SAFETYDocument2 pagesHYDROBLASTER SAFETYHamza Nouman100% (2)
- MSDS Sulfuric AcidDocument2 pagesMSDS Sulfuric AcidAmalia AfiyantiNo ratings yet
- C2R Compressor & Turbine ShutdownDocument10 pagesC2R Compressor & Turbine ShutdownfvaefaNo ratings yet
- AfricaDocument1 pageAfricaAlexander Krivov100% (4)
- R.V. College of Engineering, Bangalore-560059 (Autonomous Institution Affiliated To VTU, Belgaum)Document10 pagesR.V. College of Engineering, Bangalore-560059 (Autonomous Institution Affiliated To VTU, Belgaum)Paridhi GargNo ratings yet
- Lilamin and Fluidiram PDFDocument1 pageLilamin and Fluidiram PDFLUIS XVNo ratings yet
- Sihi 105Document8 pagesSihi 105Sandi AslanNo ratings yet
- HAZID PresentationDocument11 pagesHAZID PresentationAlvian FachrurroziNo ratings yet
- CTS-TANK Gert Van MeijerenDocument38 pagesCTS-TANK Gert Van MeijerenA87_navjNo ratings yet
- Knowledge For The Sulphuric Acid Industry: Sulphur SystemsDocument5 pagesKnowledge For The Sulphuric Acid Industry: Sulphur Systemsacas35No ratings yet
- Installation & Maintenance ManualDocument9 pagesInstallation & Maintenance ManualjahiranazriNo ratings yet
- Sop For Chlorine Cylinder&TonnerDocument1 pageSop For Chlorine Cylinder&Tonnersaikumar selaNo ratings yet
- Scraper 1Document20 pagesScraper 1cindyimeldaNo ratings yet
- Manual de Vaporizadores AmbientalesDocument9 pagesManual de Vaporizadores AmbientalesJose Luis Tadeo SabinoNo ratings yet
- Introduction To CorrosionDocument74 pagesIntroduction To CorrosionAmrinder BhartiNo ratings yet
- Odour Filtration Range From BioactionDocument24 pagesOdour Filtration Range From BioactionLarry Botham100% (1)
- Cooler CatalogueDocument53 pagesCooler CatalogueCărunta-Crista CristinaNo ratings yet
- Ammonia & Methanol Plants RevampingDocument8 pagesAmmonia & Methanol Plants Revampingvkarora58No ratings yet
- Introducing HydrocarbonsDocument5 pagesIntroducing HydrocarbonsUbong P. EffiongNo ratings yet
- Presentation Michael HackingDocument29 pagesPresentation Michael HackingpoupoularyNo ratings yet
- Sulphuric Acid DataDocument19 pagesSulphuric Acid Datamartinjw100% (1)
- NEA Code of Practice For Control of Legionella Bacteria in Cooling TowersDocument33 pagesNEA Code of Practice For Control of Legionella Bacteria in Cooling TowersVishwajeet SinghNo ratings yet
- DGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingDocument3 pagesDGMS - Tech - Circular No 03. 2009 Qualitative and Quantitative Assessment of Fire FightingminingnovaNo ratings yet
- NSDC - ADVANCE CERTIFICATE IN FIRE & SAFETY SyallbusDocument20 pagesNSDC - ADVANCE CERTIFICATE IN FIRE & SAFETY Syallbusbasant26No ratings yet
- Fault & Event Tree Analysis: BY Nitesh M. DongareDocument34 pagesFault & Event Tree Analysis: BY Nitesh M. DongareTahir AbbasNo ratings yet
- Engineers India Limited: Safety During Start-Up & CommissioningDocument57 pagesEngineers India Limited: Safety During Start-Up & CommissioningJinadNo ratings yet
- Lifting Plan: (To Attach Crane Load Capacity Chart)Document1 pageLifting Plan: (To Attach Crane Load Capacity Chart)Douglas AlayónNo ratings yet
- 02082017520Q2F2PFINALEIAREPORTOFIOCLGUWAHATIREFINERYDocument324 pages02082017520Q2F2PFINALEIAREPORTOFIOCLGUWAHATIREFINERYAkhilesh AgrawalNo ratings yet
- Critical Radius of InsulationDocument13 pagesCritical Radius of InsulationAnuj ShahNo ratings yet
- SP70 PDFDocument58 pagesSP70 PDFjashan7785100% (1)
- Pollution Control Guidelines for Conversion to Solid FuelsDocument24 pagesPollution Control Guidelines for Conversion to Solid FuelsdurgamadhabaNo ratings yet
- Rig Skidding System PDFDocument4 pagesRig Skidding System PDFAbdulsani3357No ratings yet
- Nitrogen Tool Box TalkDocument30 pagesNitrogen Tool Box Talkashaheen21100% (3)
- Thermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorDocument10 pagesThermal Denitration of Ammonium Nitrate Solution in A Fluidized-Bed ReactorgauravNo ratings yet
- Introduction To Machinery Alignment: Advanced Consulting For TechnologiesDocument63 pagesIntroduction To Machinery Alignment: Advanced Consulting For TechnologiesDamir Vucicic100% (1)
- Chlorine CylinderDocument9 pagesChlorine Cylinderjoseph_mscNo ratings yet
- Hse-Environmental Manager Job DescriptionDocument3 pagesHse-Environmental Manager Job DescriptionJoeIsmailNo ratings yet
- All To Know About IFR & EFRDocument30 pagesAll To Know About IFR & EFRyazNo ratings yet
- Guidelines for Lime StabilizationDocument4 pagesGuidelines for Lime StabilizationVictor Thobias100% (1)
- Natural GasDocument17 pagesNatural GasUJJWALNo ratings yet
- OXYGEN/NITROGEN GAS PLANT FEATURESDocument4 pagesOXYGEN/NITROGEN GAS PLANT FEATURESMamadou Tamar DiouaneNo ratings yet
- Oxygen Gas PlantDocument5 pagesOxygen Gas PlantVishal KotiaNo ratings yet
- Liquid Diffusion eDocument17 pagesLiquid Diffusion elaoy aolNo ratings yet
- IntroductionDocument2 pagesIntroductionlaoy aolNo ratings yet
- EUA Cellex Rapid HCPDocument3 pagesEUA Cellex Rapid HCPAnonymous ggRTHDKe6No ratings yet
- Hydroen ProductionDocument4 pagesHydroen Productionlaoy aolNo ratings yet
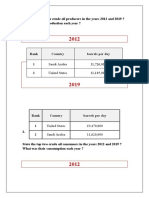
- State The Top Two Crude Oil Producers in The Years 2012 and 2019 ? What Was Their Production Each Year ?Document6 pagesState The Top Two Crude Oil Producers in The Years 2012 and 2019 ? What Was Their Production Each Year ?laoy aolNo ratings yet
- مدرسة اشبيليا للتعليم الأساسي 1Document2 pagesمدرسة اشبيليا للتعليم الأساسي 1laoy aolNo ratings yet
- الصفحات الأولىDocument5 pagesالصفحات الأولىlaoy aolNo ratings yet
- Student's name: مساقلاب رمع يزوف نسحلاDocument13 pagesStudent's name: مساقلاب رمع يزوف نسحلاlaoy aolNo ratings yet
- Nitric Acid Alarm and Safety SystemDocument5 pagesNitric Acid Alarm and Safety Systemlaoy aolNo ratings yet
- Hydrogen Is Usually Manufactured by Steam ReformingDocument2 pagesHydrogen Is Usually Manufactured by Steam Reforminglaoy aolNo ratings yet
- Hazards Fact Sheet of Nitric AcidDocument6 pagesHazards Fact Sheet of Nitric Acidlaoy aolNo ratings yet
- Lost CirculationDocument6 pagesLost Circulationlaoy aolNo ratings yet
- مدرسة اشبيليا للتعليم الأساسي 2Document3 pagesمدرسة اشبيليا للتعليم الأساسي 2laoy aolNo ratings yet
- Material Balance: The Nitration ProcessDocument14 pagesMaterial Balance: The Nitration Processlaoy aolNo ratings yet
- Nitric Acid Paper PDFDocument5 pagesNitric Acid Paper PDFmichaelstarr1969No ratings yet
- Catalytic Converter Guide: Purpose, Materials, Reactions & MoreDocument3 pagesCatalytic Converter Guide: Purpose, Materials, Reactions & Morelaoy aolNo ratings yet
- How To Use Automotive Diagnostic ScannersDocument203 pagesHow To Use Automotive Diagnostic ScannersDanielMarínHernández100% (53)
- 2016 Sec 4 Pure Chemistry SA2 Singapore Chinese Girls' SchoolDocument62 pages2016 Sec 4 Pure Chemistry SA2 Singapore Chinese Girls' SchoolWANG JIXIANG JASON HCINo ratings yet
- Cme333 VDocument22 pagesCme333 VsnvijivikiNo ratings yet
- Mathematical Modelling of Catalytic Exhaust Systems For Euro 3 and Euro 4 Emissions StandardsDocument11 pagesMathematical Modelling of Catalytic Exhaust Systems For Euro 3 and Euro 4 Emissions StandardsTwinkleNo ratings yet
- The EA888 2.0L TSI Engine Gen III B: Self Study Program 820173Document21 pagesThe EA888 2.0L TSI Engine Gen III B: Self Study Program 820173MARIONo ratings yet
- ARB Exemptcat08Document7 pagesARB Exemptcat08Sean CrossNo ratings yet
- Engine Install PDFDocument9 pagesEngine Install PDFiveyNo ratings yet
- E85 M54 EngineDocument13 pagesE85 M54 EngineBella YulliaNo ratings yet
- Safe Recovery of Platinum From Scrap AUTO CATALYTIC CONVERTERDocument6 pagesSafe Recovery of Platinum From Scrap AUTO CATALYTIC CONVERTERAFLAC ............86% (7)
- MPFI System: How It Works and Its ComponentsDocument6 pagesMPFI System: How It Works and Its Componentsalan kurniawanNo ratings yet
- Thesis Electric VehicleDocument8 pagesThesis Electric VehicleBuyPapersForCollegeOnlineSingapore100% (2)
- Engine Matrix Euro 6Document60 pagesEngine Matrix Euro 6lee0% (1)
- ENGINE PERFORMANCE Driveability - Diesel - Non-DTC Based Diagnostics, 6.7L Diesel - Ram Pickup PDFDocument73 pagesENGINE PERFORMANCE Driveability - Diesel - Non-DTC Based Diagnostics, 6.7L Diesel - Ram Pickup PDFcharlesNo ratings yet
- Maquina Zenoha PDFDocument14 pagesMaquina Zenoha PDFAlvaro AlveoNo ratings yet
- Emission Norms Case Study Analyzes Standards and IssuesDocument4 pagesEmission Norms Case Study Analyzes Standards and Issuesjignesh patilNo ratings yet
- 3.internal Combustion Engine-21-30Document10 pages3.internal Combustion Engine-21-30Aqsa KanwalNo ratings yet
- 5110 InjectionCleaner 17.0 enDocument2 pages5110 InjectionCleaner 17.0 enMuhammadMetwallyNo ratings yet
- Volvo d11H, d13H, and D16H Engines Operator's ManualDocument175 pagesVolvo d11H, d13H, and D16H Engines Operator's ManualBui Xuan Duc100% (3)
- 287 Ho 03 M272 (Fah) 08-05-04Document76 pages287 Ho 03 M272 (Fah) 08-05-04arkhom1100% (3)
- Lean Burn EnginesDocument8 pagesLean Burn EnginesWinaponNo ratings yet
- Toyota 8FG 8FD BrochureDocument8 pagesToyota 8FG 8FD BrochurelsgmzNo ratings yet
- MPFI Vs Carburetor Technology For Multi Cylinder EnginesDocument14 pagesMPFI Vs Carburetor Technology For Multi Cylinder EnginesDipak Kumar100% (1)
- CP9135 User ManualDocument122 pagesCP9135 User ManualChristiam OrtegaNo ratings yet
- FuseDocument46 pagesFuseVali VladNo ratings yet
- FAQ On Hydrocarbons in Compressed Air SystemsDocument3 pagesFAQ On Hydrocarbons in Compressed Air Systemshadi.pgdNo ratings yet
- M272 Engine Part 2Document42 pagesM272 Engine Part 2aivanov22100% (2)
- Hydroxy BoostersDocument265 pagesHydroxy Boostersmars1976100% (3)
- Summeth: SUMMETH - Sustainable Marine MethanolDocument34 pagesSummeth: SUMMETH - Sustainable Marine MethanolFederico CasconNo ratings yet
- Env Aspect Impact Register DAICEC ProjectDocument16 pagesEnv Aspect Impact Register DAICEC Projectberat cilvezoğluNo ratings yet
- Secondary Air Injection System SaihhhjDocument2 pagesSecondary Air Injection System Saihhhjสุทิมา ศรีวิภาสถิตย์No ratings yet