You might also like
- RATO-R Installation and Operating InstructionDocument12 pagesRATO-R Installation and Operating InstructionCosta50% (2)
- MAN-BW L16-24 Project-Guide PDFDocument202 pagesMAN-BW L16-24 Project-Guide PDFJevgenij ChupinNo ratings yet
- RECORD - Crankshaft Alignment Wfi Wv98v036 06gbDocument1 pageRECORD - Crankshaft Alignment Wfi Wv98v036 06gbtomiNo ratings yet
- Big End Bore MeasurementDocument1 pageBig End Bore MeasurementmohamedNo ratings yet
- Wartsila Fuel Pump - MaintenanceDocument15 pagesWartsila Fuel Pump - MaintenanceAbhishek Singh Chauhan0% (1)
- Injection ValveDocument6 pagesInjection ValveMick VNo ratings yet
- Turbo MAN C1-OperatingInstructions PDFDocument163 pagesTurbo MAN C1-OperatingInstructions PDFRonald Bienemi100% (1)
- Rail Network MapDocument1 pageRail Network MapShiraj HaqNo ratings yet
- 2 Maintenance BDocument324 pages2 Maintenance BPranav Shekhar100% (1)
- Bearing AssessmentDocument8 pagesBearing AssessmentAlexanderNo ratings yet
- Parts 22490Document196 pagesParts 22490Ronald Bienemi PaezNo ratings yet
- Measurement Record AnalysisDocument1 pageMeasurement Record Analysistomi100% (1)
- Operating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerDocument6 pagesOperating Instruction: Modification Instructions For Anti Polishing Ring in Cylinder LinerRonald Bienemi PaezNo ratings yet
- Iston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkDocument2 pagesIston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkRonald Bienemi Paez100% (2)
- 3210Q011 - Cylinder Liner Maintenance - ExternalDocument6 pages3210Q011 - Cylinder Liner Maintenance - Externaloska150No ratings yet
- Data & Specifications: 3299N030 4-Stroke EnginesDocument9 pagesData & Specifications: 3299N030 4-Stroke EnginesShadi MuhammedNo ratings yet
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- Deutz 628 Bearing Repair Size TB628-99-224Document2 pagesDeutz 628 Bearing Repair Size TB628-99-224D.Poljachihin100% (1)
- Fuel Injector Servicing report-WBD-IEL-5C0208Document2 pagesFuel Injector Servicing report-WBD-IEL-5C0208tomi100% (1)
- MM RT Flex84t D - WECS 9520 - Dynex - 2014 07 PDFDocument610 pagesMM RT Flex84t D - WECS 9520 - Dynex - 2014 07 PDFsaw ba htoo100% (1)
- Engines: Cylinder Head Studs For Wärtsilä 46Document3 pagesEngines: Cylinder Head Studs For Wärtsilä 46Fakir Mahadi Hasan100% (1)
- W38B New Bolts For Charge Air CoolerDocument3 pagesW38B New Bolts For Charge Air CoolerD.PoljachihinNo ratings yet
- No-Go Criteria For Wärtsilä W38B Engine PartsDocument11 pagesNo-Go Criteria For Wärtsilä W38B Engine PartsRonald Bienemi PaezNo ratings yet
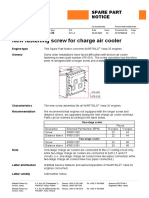
- New Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BDocument2 pagesNew Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BAlexander100% (1)
- Centring Tool for W38B Engine Cylinder HeadDocument3 pagesCentring Tool for W38B Engine Cylinder HeadRonald Bienemi PaezNo ratings yet
- I-W38B 0044 GB-01 Piston OverhaulDocument8 pagesI-W38B 0044 GB-01 Piston OverhaulRonald Bienemi Paez100% (1)
- Ss-đã Chuyển ĐổiDocument10 pagesSs-đã Chuyển ĐổiTrần Hoài VinhNo ratings yet
- Fuel Injection Valve Testing and MaintenanceDocument8 pagesFuel Injection Valve Testing and MaintenancepaulNo ratings yet
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- Tools SW280 PDFDocument8 pagesTools SW280 PDFRonald Bienemi Paez100% (2)
- SW28(0) Cylinder Head OverviewDocument2 pagesSW28(0) Cylinder Head OverviewD.Poljachihin100% (1)
- W38 ManualDocument522 pagesW38 ManualZebidah Ndoro100% (1)
- Crankshaft AlignmentDocument4 pagesCrankshaft AlignmentPPG Construction CorporationNo ratings yet
- Wartsila O E W 38 TRDocument12 pagesWartsila O E W 38 TRbunguiaoNo ratings yet
- WARTSILA R32 Diesel Generator PDFDocument44 pagesWARTSILA R32 Diesel Generator PDFAkhleshNo ratings yet
- W46 Adjustment of Fuel Valve Opening Pressure 4616Q006 - 01gbDocument2 pagesW46 Adjustment of Fuel Valve Opening Pressure 4616Q006 - 01gbDP100% (1)
- Gear Train Clearance-WBD-IEL-5C0196Document1 pageGear Train Clearance-WBD-IEL-5C0196tomi100% (1)
- Pressure Release Channel in Cylinder HeadDocument2 pagesPressure Release Channel in Cylinder HeadRonald Bienemi PaezNo ratings yet
- Piston Ring Groove Height PDFDocument1 pagePiston Ring Groove Height PDFPoma100% (2)
- Wärtsilä Engine Service ReportDocument1 pageWärtsilä Engine Service ReportBertan Chirim100% (1)
- UG 40 MAS + Governor: Woodward UG 40 DI ReplacementDocument4 pagesUG 40 MAS + Governor: Woodward UG 40 DI ReplacementJavier100% (1)
- Measurement Records: Geislinger Vibration DamperDocument3 pagesMeasurement Records: Geislinger Vibration Damper1988anu100% (1)
- RT Flex 11 PDFDocument4 pagesRT Flex 11 PDFMarijaŽaperNo ratings yet
- Crankshaft Allignment AfterDocument1 pageCrankshaft Allignment AfterEka triyanto100% (1)
- RT Flex 05Document12 pagesRT Flex 05George Domusciu100% (1)
- Sulzer ZAV 40Document59 pagesSulzer ZAV 40Curtler Paquibot100% (1)
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- Maintenance Tools WartsilaDocument31 pagesMaintenance Tools WartsilaPaul Jason OctobreNo ratings yet
- Maintaining Micro Pilot InjectorsDocument40 pagesMaintaining Micro Pilot InjectorsPeteNo ratings yet
- Valve Seat Grinding Machine Type MSDDocument57 pagesValve Seat Grinding Machine Type MSDSamer SalibaNo ratings yet
- 06 - Adjustments, Clearances and Wear Limits Updated 11302020Document11 pages06 - Adjustments, Clearances and Wear Limits Updated 11302020Sofwat SanjayaNo ratings yet
- Cyl Liner Upper O-Ring PDFDocument2 pagesCyl Liner Upper O-Ring PDFDimitrijs SilinsNo ratings yet
- WV23Q093GBDocument4 pagesWV23Q093GBAlexanderNo ratings yet
- Fuel Oil Specification For WÄRTSILÄ 32, Vasa 32 and 32LN EnginesDocument9 pagesFuel Oil Specification For WÄRTSILÄ 32, Vasa 32 and 32LN EnginesmohamedNo ratings yet
- WV98V036 06gb PDFDocument1 pageWV98V036 06gb PDFrpicho100% (1)
- Wartsila Tools Guide TCSPC PDFDocument159 pagesWartsila Tools Guide TCSPC PDFcengiz kutukcu50% (2)
- Service Information M20Document72 pagesService Information M20Alexander100% (1)
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- Fuel Leakage On LP Pipes W38B.0007.GB - 03Document2 pagesFuel Leakage On LP Pipes W38B.0007.GB - 03Ronald Bienemi PaezNo ratings yet
- Instruction Operation Mainteance For Turbocharger Abb VTR 354-11 Glory StarDocument39 pagesInstruction Operation Mainteance For Turbocharger Abb VTR 354-11 Glory StarHuy Lễ NguyễnNo ratings yet
- Caterpillar 3408C, 3412C and 3412D High Performance Marine Engine GuideDocument6 pagesCaterpillar 3408C, 3412C and 3412D High Performance Marine Engine GuideYudha GaganNo ratings yet
- Manual ABBDocument234 pagesManual ABBSesFasabiSaavedraNo ratings yet
- CIWS 2020 Brochure 004Document15 pagesCIWS 2020 Brochure 004Ronald BienemiNo ratings yet
- Broschuere KBB Turbo ProdukteDocument12 pagesBroschuere KBB Turbo ProdukteRonald BienemiNo ratings yet
- Our Range of Turbochargers PDFDocument15 pagesOur Range of Turbochargers PDFDandy MartinNo ratings yet
- Wärtsilä 50DF: Key Benefits Typical Application AreasDocument2 pagesWärtsilä 50DF: Key Benefits Typical Application AreasMuhammad Arsyad El FarobbyNo ratings yet
- Brochure o e DF Engines 2015 PDFDocument4 pagesBrochure o e DF Engines 2015 PDFVictor Macedo AchancarayNo ratings yet
- Project GuideDocument256 pagesProject GuideDwiko RiyonoNo ratings yet
- Broschuere KBB Turbo ProdukteDocument12 pagesBroschuere KBB Turbo ProdukteRonald BienemiNo ratings yet
- Water TankDocument10 pagesWater TankRameswar PradhanNo ratings yet
- Go electric with the Kia EV6Document8 pagesGo electric with the Kia EV6General Qasim BajwaNo ratings yet
- Oakland Public Works Safety First - PPE Minimum Standards Guidelines - 2014Document1 pageOakland Public Works Safety First - PPE Minimum Standards Guidelines - 2014Borislav VulićNo ratings yet
- Autokoi Pricelist - 00015Document2 pagesAutokoi Pricelist - 00015amitNo ratings yet
- Dynapac CP275 Dynapac CP275: Pneumatic Rollers Pneumatic RollersDocument2 pagesDynapac CP275 Dynapac CP275: Pneumatic Rollers Pneumatic RollersIrfan SaeedNo ratings yet
- Early Strength Development of Emulsion-Treated BaseDocument11 pagesEarly Strength Development of Emulsion-Treated BaseVishnu RNo ratings yet
- Transmission Assembly, Oil Pump 181199a4, Two Wheel or Four Wheel DriveDocument3 pagesTransmission Assembly, Oil Pump 181199a4, Two Wheel or Four Wheel DriveLUIS FERNANDO JOAQUINNo ratings yet
- TFG Rodrigo Vazquez CasillasDocument181 pagesTFG Rodrigo Vazquez CasillasJhon Jaider Suarez MonsalveNo ratings yet
- Body Repair ManualDocument121 pagesBody Repair ManualLacatusu MirceaNo ratings yet
- Tires and Wheels: Section 2EDocument10 pagesTires and Wheels: Section 2EAagonNo ratings yet
- Road Development in India - MagazineDocument5 pagesRoad Development in India - MagazineRavindra Varma PvsNo ratings yet
- Engine Model Alternator Model LL5014F Engine Build: 1306A-E87TAG4 WSDocument2 pagesEngine Model Alternator Model LL5014F Engine Build: 1306A-E87TAG4 WSGuido Emanuel SteinbachNo ratings yet
- Ford 24 Month Vehicle Warranty GuideDocument103 pagesFord 24 Month Vehicle Warranty GuideShreyas TamhanNo ratings yet
- Flying DetailDocument17 pagesFlying Detailชายไทย ไร้ชื่อNo ratings yet
- 2021 Jolion Brochure WebDocument9 pages2021 Jolion Brochure WebLindo Hidalgo Emerson DavidNo ratings yet
- XC Series Lithium Battery Forklift 2 - 3.5 TNDocument6 pagesXC Series Lithium Battery Forklift 2 - 3.5 TNcsmokNo ratings yet
- Enraf-Nonius Manumed Basic ENDocument16 pagesEnraf-Nonius Manumed Basic ENFlexxxy SssNo ratings yet
- LBC150 V2 (2) 1Document11 pagesLBC150 V2 (2) 1Barangay San AntonioNo ratings yet
- Grade 8 HL June ExamDocument9 pagesGrade 8 HL June ExamMadeline KrielNo ratings yet
- Development of Guidelines For Asphalt Recycling in PakistanDocument35 pagesDevelopment of Guidelines For Asphalt Recycling in Pakistankhitruilong100% (1)
- Astm D6690-15Document4 pagesAstm D6690-15Budhi KurniawanNo ratings yet
- Manual Chain Hoist Hand Pallet Truck Electric Chain Hoist (SSDHL - Model)Document2 pagesManual Chain Hoist Hand Pallet Truck Electric Chain Hoist (SSDHL - Model)Muhammed ShamseerNo ratings yet
- Kent Cams Fitting and Timing InstructionsDocument2 pagesKent Cams Fitting and Timing InstructionsPeter QuinnNo ratings yet
- Penentuan Pusat-Pusat Kegiatan Baru Sebagai Alternatif Di BogorDocument11 pagesPenentuan Pusat-Pusat Kegiatan Baru Sebagai Alternatif Di BogorHeryanni Dwi RahayuNo ratings yet
- Microsoft Word - ELA9 - Released 2008 ENGLISHDocument37 pagesMicrosoft Word - ELA9 - Released 2008 ENGLISHElia HajjNo ratings yet
- Traffic Sign RecognitionDocument6 pagesTraffic Sign RecognitionGlaizel MorcillaNo ratings yet
- NOx SENSOR CATALOGUE 2021Document12 pagesNOx SENSOR CATALOGUE 2021mike kuhlmannNo ratings yet
- Katalog List Auction VehiclesDocument4 pagesKatalog List Auction VehiclesAddrian SyahNo ratings yet
- Catalogo ContinentalDocument255 pagesCatalogo ContinentalGabriel Castillo MuñozNo ratings yet