You might also like
- Proximate Analysis of CoalDocument30 pagesProximate Analysis of Coalvince coNo ratings yet
- Belzona 1111 (Super Metal) - Epoxy-Based CompositeDocument2 pagesBelzona 1111 (Super Metal) - Epoxy-Based CompositeVALJEANYNo ratings yet
- Mtap - Special Histopath TechniquesDocument21 pagesMtap - Special Histopath TechniquesK-idol LiveNo ratings yet
- High Performance Concrete With Czech MetakaolinDocument8 pagesHigh Performance Concrete With Czech MetakaolinRaja RajanNo ratings yet
- Final Project Report 2Document8 pagesFinal Project Report 2Mallesh MaranurNo ratings yet
- Cascudo Et Al., 2021, Effect-Of-MetakaolinDocument12 pagesCascudo Et Al., 2021, Effect-Of-MetakaolinÁlvaro MendozaNo ratings yet
- 1 s2.0 S221450952030098X MainDocument17 pages1 s2.0 S221450952030098X MainAshamar SankhNo ratings yet
- Title: Studies On Concrete Made of Recycled Materials For SustainabilityDocument7 pagesTitle: Studies On Concrete Made of Recycled Materials For SustainabilityJose RizalNo ratings yet
- Rakhimova 2020 IOP Conf. Ser. Mater. Sci. Eng. 890 012085Document11 pagesRakhimova 2020 IOP Conf. Ser. Mater. Sci. Eng. 890 012085luis carlos coloniaNo ratings yet
- Effects of Use of Metakaolin and Pond Ash in Different Types of ConcreteDocument5 pagesEffects of Use of Metakaolin and Pond Ash in Different Types of ConcreteNalina Amith VijayanandNo ratings yet
- Construction and Building MaterialsDocument16 pagesConstruction and Building MaterialsNasir ShafiqNo ratings yet
- Khftxs BHGFFDocument72 pagesKhftxs BHGFFfarhan sdNo ratings yet
- Construction and Building Materials: SK Syfur Rahman, Mohammad Jamal KhattakDocument17 pagesConstruction and Building Materials: SK Syfur Rahman, Mohammad Jamal KhattakJamman Shahid ShiblyNo ratings yet
- Polymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteDocument31 pagesPolymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteAmanda Camejo CoronaNo ratings yet
- Hydration, Shrinkage, and Durability of Ternary Binders Containing Portland Cement, Limestone Filler and MetakaolinDocument13 pagesHydration, Shrinkage, and Durability of Ternary Binders Containing Portland Cement, Limestone Filler and MetakaolinRaja RajanNo ratings yet
- Mechanical and Durability Properties of Mortars Prepar - 2016 - Construction andDocument13 pagesMechanical and Durability Properties of Mortars Prepar - 2016 - Construction andVincent PilienNo ratings yet
- Use of Recycled Concrete Aggregate in Fly-Ash ConcreteDocument11 pagesUse of Recycled Concrete Aggregate in Fly-Ash ConcretePurandhar ReddiNo ratings yet
- The Engineering Properties and Microstructure Development of Cementmortar Containing High Volume of Inter-Grinded GGBS and PFA Cured Atambient TemperatureDocument11 pagesThe Engineering Properties and Microstructure Development of Cementmortar Containing High Volume of Inter-Grinded GGBS and PFA Cured Atambient TemperatureLingLing TiongNo ratings yet
- Statistical Modeling of Mechanical and Transport Properties of Concrete Incorporating Glass PowderDocument19 pagesStatistical Modeling of Mechanical and Transport Properties of Concrete Incorporating Glass PowderAly Hussein AbdallaNo ratings yet
- 10 1016@j Conbuildmat 2020 121093Document17 pages10 1016@j Conbuildmat 2020 121093Noor Ul Amin AwanNo ratings yet
- Complex Characterization and Behavior of Waste FirDocument20 pagesComplex Characterization and Behavior of Waste FirKalsoom MansoorNo ratings yet
- Fuerza, Resistencia Al Cloruro y Permeabilidad Al Agua de Alto VolumenDocument12 pagesFuerza, Resistencia Al Cloruro y Permeabilidad Al Agua de Alto VolumengNo ratings yet
- Jaramillo-Murcia-et al.-UHPCDocument12 pagesJaramillo-Murcia-et al.-UHPCÁlvaro MendozaNo ratings yet
- Artigo nm2 (01 08)Document8 pagesArtigo nm2 (01 08)Antonio PantojaNo ratings yet
- 7 - Sakshar ReportDocument47 pages7 - Sakshar ReportSakshar HNo ratings yet
- Effect of Mineral Admixtures On Properties of Self Compacting ConcreteDocument6 pagesEffect of Mineral Admixtures On Properties of Self Compacting ConcreteShamseldin AbdoNo ratings yet
- 2023 Improvement of The Mechanical - Kaolinitic Clays - BuildingsDocument16 pages2023 Improvement of The Mechanical - Kaolinitic Clays - Buildingsmanolo5555No ratings yet
- Calcinated Bentonite As Supplementary Cementitious Materials in CementBased MortarDocument10 pagesCalcinated Bentonite As Supplementary Cementitious Materials in CementBased MortarAli RazaNo ratings yet
- Metakaolin ReviewDocument22 pagesMetakaolin ReviewRAGHUNo ratings yet
- Ahmad Et Al-2021-Scientific ReportsDocument17 pagesAhmad Et Al-2021-Scientific ReportsShaker QaidiNo ratings yet
- 1 s2.0 S0950061819325577 MainDocument11 pages1 s2.0 S0950061819325577 MainAdji PutraNo ratings yet
- Performance of Portland/Silica Fume Cement Concrete Produced With Recycled Concrete AggregateDocument10 pagesPerformance of Portland/Silica Fume Cement Concrete Produced With Recycled Concrete AggregateMark HenriNo ratings yet
- Buildings: Physical and Mechanical Properties of Fly Ash Based Geopolymer Concrete Compared To Conventional ConcreteDocument14 pagesBuildings: Physical and Mechanical Properties of Fly Ash Based Geopolymer Concrete Compared To Conventional ConcreteSrToshiNo ratings yet
- Cement and Concrete Composites: SciencedirectDocument8 pagesCement and Concrete Composites: SciencedirectrakeshNo ratings yet
- Materials 16 07009Document15 pagesMaterials 16 07009Christian RAMADJINo ratings yet
- Construction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDocument15 pagesConstruction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDraganNo ratings yet
- Evaluation of Incorporating Metakaolin To Evaluate Durability and Mechanical Properties of ConcreteDocument15 pagesEvaluation of Incorporating Metakaolin To Evaluate Durability and Mechanical Properties of ConcreteParamveer Singh 17412No ratings yet
- 2.b.2.5. Mechanical Properties of Reactive Powder Concrete Containing Mineral Admixtures Under Different Curing Regimes - 3 PDFDocument9 pages2.b.2.5. Mechanical Properties of Reactive Powder Concrete Containing Mineral Admixtures Under Different Curing Regimes - 3 PDFHammad SalahuddinNo ratings yet
- Marchetti 2020Document12 pagesMarchetti 2020Maria DoxaNo ratings yet
- Physical and Mechanical Properties of Fly Ash and Slag GeopolymerDocument12 pagesPhysical and Mechanical Properties of Fly Ash and Slag Geopolymerankit raiNo ratings yet
- Properties of Self Leveling Mortars Incorporating A High - 2020 - Journal of BuDocument9 pagesProperties of Self Leveling Mortars Incorporating A High - 2020 - Journal of BuVincent PilienNo ratings yet
- Mix Design ReferenceDocument12 pagesMix Design ReferenceSmit KanzariyaNo ratings yet
- Ultra-High-Performance Geopolymer Concrete A ReviewDocument25 pagesUltra-High-Performance Geopolymer Concrete A ReviewShaker QaidiNo ratings yet
- 1-Supersulfated Cements Based On Pumice With Quicklime, Anhydrite and Hemihydrate-Characterization and Environmental ImpactDocument15 pages1-Supersulfated Cements Based On Pumice With Quicklime, Anhydrite and Hemihydrate-Characterization and Environmental ImpactquyNo ratings yet
- Cement and Concrete CompositesDocument7 pagesCement and Concrete CompositesquyNo ratings yet
- Effect of Temperature On Ogeopolymer ConcreteDocument12 pagesEffect of Temperature On Ogeopolymer ConcreteDUAA SALAHNo ratings yet
- Geopolymer: The Properties and Durability of Alkali-Activated Masonry UnitsDocument20 pagesGeopolymer: The Properties and Durability of Alkali-Activated Masonry Unitsjahremade jahremadeNo ratings yet
- The Use of Blast Furnace Slag As A Supplementary CDocument13 pagesThe Use of Blast Furnace Slag As A Supplementary CCivil manNo ratings yet
- The Rheology of Cementitious MaterialsDocument6 pagesThe Rheology of Cementitious MaterialsAi VietNo ratings yet
- Düşük Kalite Kil MikroyapıDocument10 pagesDüşük Kalite Kil MikroyapıİMİRZA OKAY ALTUNTAŞNo ratings yet
- 06 - Chao Yao and All 2021Document12 pages06 - Chao Yao and All 2021Sahnoune Ben sahnouneNo ratings yet
- CH 054Document8 pagesCH 054MapeixNo ratings yet
- 1 s2.0 S0950061821014136 MainDocument11 pages1 s2.0 S0950061821014136 MainAlan SousaNo ratings yet
- Mechanical and Self Healing Behavior of Low Carvon Engineered Cementitious Composites Reinforced With PP Fibers CBM 2020Document12 pagesMechanical and Self Healing Behavior of Low Carvon Engineered Cementitious Composites Reinforced With PP Fibers CBM 2020Mirza BasitNo ratings yet
- Bernal 2011Document8 pagesBernal 2011Jamman Shahid ShiblyNo ratings yet
- Wanga Et Al., 2022 InglêsDocument9 pagesWanga Et Al., 2022 InglêsLuanna CamposNo ratings yet
- 1 s2.0 S0950061823013090 MainDocument17 pages1 s2.0 S0950061823013090 Mainpablo andres ponce gonzalezNo ratings yet
- Conference+2018+Pore Structure Characterization in Concrete Prepared With Carbonated Fly AshDocument7 pagesConference+2018+Pore Structure Characterization in Concrete Prepared With Carbonated Fly AshHaoyan LyuNo ratings yet
- 1 s2.0 S0950061820328518 MainDocument16 pages1 s2.0 S0950061820328518 Mainhuzi420No ratings yet
- Rfa 6Document11 pagesRfa 6tyagi rishabhNo ratings yet
- Strength and Transport Characteristics of Volcanic Pumice Powder Based High Strength Concrete - Zeyad Tayeh YusufDocument11 pagesStrength and Transport Characteristics of Volcanic Pumice Powder Based High Strength Concrete - Zeyad Tayeh Yusufseth HernanNo ratings yet
- Seminar Report FinalDocument22 pagesSeminar Report Finalshaaz v s m100% (1)
- Advances in Materials Science for Environmental and Energy Technologies VIFrom EverandAdvances in Materials Science for Environmental and Energy Technologies VITatsuki OhjiNo ratings yet
- Construction and Building Materials: Zemei Wu, Caijun Shi, Kamal Henri Khayat, Linbin XieDocument8 pagesConstruction and Building Materials: Zemei Wu, Caijun Shi, Kamal Henri Khayat, Linbin XieJoaquinNo ratings yet
- A Comparative Study of Flexural and Shear Behavior of Ultra-High-Performance Fiber-Reinforced Concrete BeamsDocument12 pagesA Comparative Study of Flexural and Shear Behavior of Ultra-High-Performance Fiber-Reinforced Concrete BeamsJoaquinNo ratings yet
- Effect of Materials Proportion On Rheology and Mechanical Strength and Microstructure of Ultra-High Performance Concrete (UHPC)Document10 pagesEffect of Materials Proportion On Rheology and Mechanical Strength and Microstructure of Ultra-High Performance Concrete (UHPC)JoaquinNo ratings yet
- Four-Layer Perceptron Approach For Strength Prediction of UHPCDocument15 pagesFour-Layer Perceptron Approach For Strength Prediction of UHPCJoaquinNo ratings yet
- Properties Prediction of Environmentally Friendly Ultra High Performance Concrete Using Artificial Neural NetwoDocument26 pagesProperties Prediction of Environmentally Friendly Ultra High Performance Concrete Using Artificial Neural NetwoJoaquinNo ratings yet
- Paramagnetic Lab - Farheen & MowDocument8 pagesParamagnetic Lab - Farheen & MowFarheenNo ratings yet
- Complexation and Protein BindingDocument15 pagesComplexation and Protein BindingShivraj JadhavNo ratings yet
- Chemistry Sk025 SESSION 2019/2020 Topic: ThermochemistryDocument3 pagesChemistry Sk025 SESSION 2019/2020 Topic: ThermochemistryHaiyi GohNo ratings yet
- An Overview of Food Adulteration: Concept, Sources, Impact, Challenges and DetectionDocument11 pagesAn Overview of Food Adulteration: Concept, Sources, Impact, Challenges and DetectionTalhaNo ratings yet
- Simple and Complex CarbohydratesDocument78 pagesSimple and Complex CarbohydratesRonald GyezahoNo ratings yet
- Reaffirmed 1996Document10 pagesReaffirmed 1996prashantkothariNo ratings yet
- Ginseng in VitroDocument5 pagesGinseng in Vitrosafeer uddinNo ratings yet
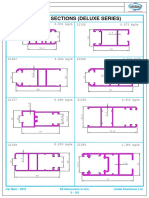
- Slidingwindowsections (Deluxe)Document14 pagesSlidingwindowsections (Deluxe)Farseena O.MNo ratings yet
- Price List: Flange GasketsDocument4 pagesPrice List: Flange GasketsAiskel PazNo ratings yet
- Pengolahan Kimia Hasil HutanDocument6 pagesPengolahan Kimia Hasil HutanKim TonNo ratings yet
- Epple - MSDS - RED 131758Document7 pagesEpple - MSDS - RED 131758Annie KasNo ratings yet
- List of Materials: Session II: The Narrative Language in Drawing: An Online Mixed Media Drawing WorkshopDocument2 pagesList of Materials: Session II: The Narrative Language in Drawing: An Online Mixed Media Drawing WorkshopAlison De Sando ManzoniNo ratings yet
- Questions On ISE Choose The Correct AnswerDocument3 pagesQuestions On ISE Choose The Correct Answerنيرمين احمدNo ratings yet
- Xii English Reading Text Ten Life in The UniverseDocument3 pagesXii English Reading Text Ten Life in The UniverseNiketa LakhwaniNo ratings yet
- Determination of Concentration of Active Pharmaceutical Ingredients in Different Brands of ArtemetherLumefantrine Tablets Sold in The Pharmacies in UgandaDocument8 pagesDetermination of Concentration of Active Pharmaceutical Ingredients in Different Brands of ArtemetherLumefantrine Tablets Sold in The Pharmacies in UgandaKIU PUBLICATION AND EXTENSIONNo ratings yet
- Comparative Evaluation of Antibacterial Efficacy and Effect On Dentin Microhardness of Triple Antibiotic Paste Modified With Nano Zinc Oxide and Nano Titanium DioxideDocument5 pagesComparative Evaluation of Antibacterial Efficacy and Effect On Dentin Microhardness of Triple Antibiotic Paste Modified With Nano Zinc Oxide and Nano Titanium DioxideInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Effects of Biocementation On Some Properties of Cement-Based Materials Incorporating Bacillus Species Bacteria - A ReviewDocument17 pagesEffects of Biocementation On Some Properties of Cement-Based Materials Incorporating Bacillus Species Bacteria - A Reviewmr robartNo ratings yet
- AEC - Community Service Project Report - FormatDocument47 pagesAEC - Community Service Project Report - FormatLakshmi PithaniNo ratings yet
- CH-1 UGSemsterSyllabus 1YEAR Chemistry English 1sem114chemistry English Inorganic Organic&Physicalchemistry-1 (Core)Document205 pagesCH-1 UGSemsterSyllabus 1YEAR Chemistry English 1sem114chemistry English Inorganic Organic&Physicalchemistry-1 (Core)Mtensus StarkNo ratings yet
- Industrial Bimetal Thermometer Bottom Connection: Since 1971Document6 pagesIndustrial Bimetal Thermometer Bottom Connection: Since 1971Phượng NguyễnNo ratings yet
- Mahesh Resume-ChennaiDocument66 pagesMahesh Resume-ChennaiMahesh KumarNo ratings yet
- Aggregate FLOATING HEADDocument26 pagesAggregate FLOATING HEADszNo ratings yet
- Official Report Practicum of Chemical Separation Principles Fracsination DestilationDocument22 pagesOfficial Report Practicum of Chemical Separation Principles Fracsination DestilationFitriyah AbidinNo ratings yet
- 2 Struktur KeramikDocument93 pages2 Struktur KeramikMichael Robert Tua NababanNo ratings yet
- Lichen Secondary Metabolites As Potential Antibiotic Agents: 3.1 Needing For New Antibiotics From NatureDocument24 pagesLichen Secondary Metabolites As Potential Antibiotic Agents: 3.1 Needing For New Antibiotics From NatureIrfaan SalzabilNo ratings yet
- AxisCap - Sumitomo Chemicals - 24 Nov 2020Document26 pagesAxisCap - Sumitomo Chemicals - 24 Nov 2020Sriram RanganathanNo ratings yet
- 9b Quick QuizDocument3 pages9b Quick QuizNafiul Munsur Year 7No ratings yet