You might also like
- Yarn Twist FundamentalsDocument9 pagesYarn Twist FundamentalsFahima RashidNo ratings yet
- Welcome To Our PresentationDocument40 pagesWelcome To Our PresentationAbdul AzizNo ratings yet
- Cost Analysis: Quality Comes First, Rest Are ConsequencesDocument5 pagesCost Analysis: Quality Comes First, Rest Are ConsequencesAl AminNo ratings yet
- Yarn Numbering System Yarn Count Direct Count System Indirect Count SystemDocument3 pagesYarn Numbering System Yarn Count Direct Count System Indirect Count SystemTanmay JagetiaNo ratings yet
- Airjet PracDocument12 pagesAirjet PracJunaid SuhailNo ratings yet
- Toyota's Global Service Network Supports Customers WorldwideDocument6 pagesToyota's Global Service Network Supports Customers WorldwideHardik VavdiyaNo ratings yet
- Fabric IV PPT MahasinDocument12 pagesFabric IV PPT MahasinS.m. MahasinNo ratings yet
- Effect of Weaves On The Fabric PropertyDocument7 pagesEffect of Weaves On The Fabric Propertypuja_14100% (2)
- Modern Developments in WeavingDocument13 pagesModern Developments in WeavingRakeahkumarDabkeyaNo ratings yet
- 5-6 Winding Part 2Document28 pages5-6 Winding Part 2Md. Towfiq ImrozNo ratings yet
- The Spectacular Debut Will Lead The New Era of Weaving.: ZAX9100 Air Jet LoomDocument16 pagesThe Spectacular Debut Will Lead The New Era of Weaving.: ZAX9100 Air Jet LoomSyeda Fariya Nisar Ali67% (3)
- Yarn Count (Yarn Numbaring System)Document3 pagesYarn Count (Yarn Numbaring System)Mohammed Atiqul Hoque ChowdhuryNo ratings yet
- Ornamantation in SelvagesDocument18 pagesOrnamantation in SelvagesSatish Kulkarni100% (1)
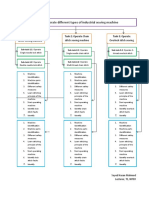
- Study of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineDocument12 pagesStudy of Loop Formation Process On 1x1 V-Bed Rib Knitting MachineIAEME PublicationNo ratings yet
- Determination of Loop Length, Tightness Factor and Porosity of Single Jersey Knitted FabricDocument6 pagesDetermination of Loop Length, Tightness Factor and Porosity of Single Jersey Knitted FabrictanveerhusseinNo ratings yet
- Evaluation of yarn diameter and its effect on fabric qualityDocument8 pagesEvaluation of yarn diameter and its effect on fabric qualitySabeeh Ul HassanNo ratings yet
- Study On Reduction of Air Consumption On Air-Jet Weaving MachinesDocument11 pagesStudy On Reduction of Air Consumption On Air-Jet Weaving MachinesNatraj kanaharajNo ratings yet
- 08 Wrap - YarnDocument39 pages08 Wrap - YarnShashwata BhowmikNo ratings yet
- Principles of Textile Testing and Statistics PDFDocument1 pagePrinciples of Textile Testing and Statistics PDFdiksha shaktawatNo ratings yet
- Mechanical Properties of Weft Knitted FabricsDocument6 pagesMechanical Properties of Weft Knitted FabricsAhmad SamerNo ratings yet
- Training Report of Gcti Tarinees MS WORDDocument55 pagesTraining Report of Gcti Tarinees MS WORDAakash NagpalNo ratings yet
- Pattern and Selection DevicesDocument18 pagesPattern and Selection DevicesAtaur RahmanNo ratings yet
- Moisture Transmission Through Textiles 1Document11 pagesMoisture Transmission Through Textiles 1Ahmad SamerNo ratings yet
- Revised List of Mechanics of Fibrous Structures (TET) 2k19Document35 pagesRevised List of Mechanics of Fibrous Structures (TET) 2k19RAZA Khn100% (1)
- Evenness: - Types of Irregularity - 1) Weight Per Unit LengthDocument69 pagesEvenness: - Types of Irregularity - 1) Weight Per Unit LengthArushi MishraNo ratings yet
- Yarn Tension Generators Different Types of Yarn Tension GeneratorsDocument5 pagesYarn Tension Generators Different Types of Yarn Tension GeneratorsMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Testing of Comfort Properties of Textiles and ApparelsDocument5 pagesTesting of Comfort Properties of Textiles and ApparelsJana Muthu100% (1)
- Textile Technology:: "Spinning": Rings and TravellersDocument10 pagesTextile Technology:: "Spinning": Rings and TravellersKuldeep SinghNo ratings yet
- Bobtex Spinning TechnologyDocument13 pagesBobtex Spinning Technologychinmay566679950% (1)
- 3rd Revise Introduction To YM (TE-2111 Fall 2019)Document17 pages3rd Revise Introduction To YM (TE-2111 Fall 2019)Aftab Amin0% (1)
- Study On CCI Warping Machine.Document5 pagesStudy On CCI Warping Machine.Naimul HasanNo ratings yet
- Ecoverde BrochureDocument12 pagesEcoverde BrochureRicardina Rosibel Rodriguez MendozaNo ratings yet
- Temple To Hold The Fabric Width Way On The LoomDocument7 pagesTemple To Hold The Fabric Width Way On The LoomTejas pimpleNo ratings yet
- Uster Statistics-50s CBD Compact ConeDocument6 pagesUster Statistics-50s CBD Compact Coneselvapdm100% (1)
- Friction SpinningDocument8 pagesFriction SpinningJoshi ParthNo ratings yet
- False Twist Texturing PDFDocument2 pagesFalse Twist Texturing PDFDutchess50% (2)
- Loom TimingDocument7 pagesLoom TimingMardiyya SuleimanNo ratings yet
- 2.5 Pirn WindersDocument5 pages2.5 Pirn WindersCraig MartinNo ratings yet
- Warp Knitting Process and ApplicationsDocument21 pagesWarp Knitting Process and Applicationsmike workuNo ratings yet
- Lap Former Machine - Features of Lap Former Machine - Textile LearnerDocument1 pageLap Former Machine - Features of Lap Former Machine - Textile LearnerTanmay JagetiaNo ratings yet
- U Z HL400 HairinessDocument16 pagesU Z HL400 HairinessarunmythreyeeNo ratings yet
- Yarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionDocument16 pagesYarn Manufacturing Technology Lab-1 (TXE 206) Final Exam SolutionAlif SheikhNo ratings yet
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaNo ratings yet
- Synthetic FibreDocument6 pagesSynthetic FibreswaroophoppyNo ratings yet
- Vortex FDocument2 pagesVortex FNipu SenNo ratings yet
- Course: Yarn Manufacturing 2Document24 pagesCourse: Yarn Manufacturing 2fekadeNo ratings yet
- Friction SpinningDocument8 pagesFriction SpinningVenkat Prasanna50% (2)
- Spinning Maths-1Document12 pagesSpinning Maths-1tsukuyomi03No ratings yet
- Practical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningDocument5 pagesPractical Observation of Material Flow On Ring-Fame, Auto Cone Rotor SpinningTalha saeedNo ratings yet
- Yarn EvennessDocument8 pagesYarn EvennessMuhammad Qamar TusiefNo ratings yet
- WPT 2Document141 pagesWPT 2SalimNo ratings yet
- Reduce Drum Pitch, Yarn Tension and Cradle LoadDocument16 pagesReduce Drum Pitch, Yarn Tension and Cradle LoadJigneshSaradavaNo ratings yet
- Textile Industry Guide - Fibers, Yarns, Count and Garment ProductionDocument15 pagesTextile Industry Guide - Fibers, Yarns, Count and Garment ProductionyuvaramrajNo ratings yet
- Manufacturing of Needle Punched NonwovenDocument14 pagesManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- Modern Cotton Spinning Machinery, Its Principles and ConstructionFrom EverandModern Cotton Spinning Machinery, Its Principles and ConstructionNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- Lec 3Document16 pagesLec 3ramzan aliNo ratings yet
- Chapter 1.3 Line BalancingDocument5 pagesChapter 1.3 Line BalancingRtr Hasan MahmudNo ratings yet
- Significance of Report WritingDocument3 pagesSignificance of Report WritingManal JhaNo ratings yet
- Traditional ConstumeDocument1 pageTraditional ConstumeRtr Hasan MahmudNo ratings yet
- Chapter 2 Tools of PlanningDocument34 pagesChapter 2 Tools of PlanningRtr Hasan MahmudNo ratings yet
- Regression, Co, Ano, Role of Stat in ResearchDocument3 pagesRegression, Co, Ano, Role of Stat in ResearchRtr Hasan MahmudNo ratings yet
- Pedagogy AssignmentDocument1 pagePedagogy AssignmentRtr Hasan MahmudNo ratings yet
- Report WrittingDocument3 pagesReport WrittingRtr Hasan MahmudNo ratings yet
- Diff - Questionaries - Schedule Data CollectionDocument4 pagesDiff - Questionaries - Schedule Data CollectionRtr Hasan MahmudNo ratings yet
- Significance of Report WritingDocument3 pagesSignificance of Report WritingManal JhaNo ratings yet
- 24oct201912101307 Neetu Rani 192-197Document6 pages24oct201912101307 Neetu Rani 192-197Rtr Hasan MahmudNo ratings yet
- Primary Secondary DataDocument3 pagesPrimary Secondary DataRtr Hasan MahmudNo ratings yet
- Diff - Questionaries - Schedule Data CollectionDocument4 pagesDiff - Questionaries - Schedule Data CollectionRtr Hasan MahmudNo ratings yet
- Textured Yarn Technology OverviewDocument21 pagesTextured Yarn Technology OverviewRtr Hasan MahmudNo ratings yet
- Flame Resistance of Cotton-Elastane DenimDocument14 pagesFlame Resistance of Cotton-Elastane DenimRtr Hasan MahmudNo ratings yet
- Influence of World's Fashion On Bangladeshi Fashion Trends From The 1950s To 2018Document7 pagesInfluence of World's Fashion On Bangladeshi Fashion Trends From The 1950s To 2018Rtr Hasan MahmudNo ratings yet
- TexturingDocument25 pagesTexturingRtr Hasan MahmudNo ratings yet
- Air Jet Textured Yarn ProcessDocument20 pagesAir Jet Textured Yarn ProcessRtr Hasan MahmudNo ratings yet
- Hydrogen-Containing Silicone Oil Surface Graft Modified PET Fabric Water RepellencyDocument6 pagesHydrogen-Containing Silicone Oil Surface Graft Modified PET Fabric Water RepellencyRtr Hasan MahmudNo ratings yet
- Development of Polyester Fabric Waterproof, Moisture-Permeable and Water - and Oil-Repellent FinishingDocument6 pagesDevelopment of Polyester Fabric Waterproof, Moisture-Permeable and Water - and Oil-Repellent FinishingRtr Hasan MahmudNo ratings yet
- Nandi Garments ReportDocument42 pagesNandi Garments ReportShashikala ShashiNo ratings yet
- <!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=pilling.ppt HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 447cf3288df1dd989d922e56a01523c5ad58edc9 User-Agent: Mozilla/5.0 (Windows NT 6.1) AppleWebKit/537.36 (KHTML, like Gecko) Chrome/29.0.1547.76 Safari/537.36 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=47022268&metadata=%7B%22actioDocument15 pages<!DOCTYPE HTML PUBLIC "-//W3C//DTD HTML 4.01 Transitional//EN" "http://www.w3.org/TR/html4/loose.dtd"> <HTML><HEAD><META HTTP-EQUIV="Content-Type" CONTENT="text/html; charset=iso-8859-1"> <TITLE>ERROR: The requested URL could not be retrieved</TITLE> <STYLE type="text/css"><!--BODY{background-color:#ffffff;font-family:verdana,sans-serif}PRE{font-family:sans-serif}--></STYLE> </HEAD><BODY> <H1>ERROR</H1> <H2>The requested URL could not be retrieved</H2> <HR noshade size="1px"> <P> While trying to process the request: <PRE> TEXT http://www.scribd.com/titlecleaner?title=pilling.ppt HTTP/1.1 Host: www.scribd.com Proxy-Connection: keep-alive Accept: */* Origin: http://www.scribd.com X-CSRF-Token: 447cf3288df1dd989d922e56a01523c5ad58edc9 User-Agent: Mozilla/5.0 (Windows NT 6.1) AppleWebKit/537.36 (KHTML, like Gecko) Chrome/29.0.1547.76 Safari/537.36 X-Requested-With: XMLHttpRequest Referer: http://www.scribd.com/upload-document?archive_doc=47022268&metadata=%7B%22actiovishnuvardhinikjNo ratings yet
- Rinkal Soni Sip Report1Document81 pagesRinkal Soni Sip Report1Pratik NaikNo ratings yet
- Industry ProfileDocument13 pagesIndustry ProfileMukesh kannan MahiNo ratings yet
- OS at GTN TextilesDocument88 pagesOS at GTN TextilesEldhose NpNo ratings yet
- 3352905Document5 pages3352905Sher Hai HamNo ratings yet
- Ls No 3 Fibre To Fabric.Document7 pagesLs No 3 Fibre To Fabric.drjri100% (1)
- Textiles FinalDocument22 pagesTextiles Finalapi-666610712No ratings yet
- Polyester Fiber Manufacturing and PropertiesDocument20 pagesPolyester Fiber Manufacturing and Propertiesamala31100% (1)
- Vortex SpinningDocument35 pagesVortex SpinningAditya ShrivastavaNo ratings yet
- Which of The Fabrics Is Most Suitable For Winters? - Cotton - Silk - WoolDocument80 pagesWhich of The Fabrics Is Most Suitable For Winters? - Cotton - Silk - Woolvishnuvardhinikj100% (1)
- An Overview of Hemp Fibre PDFDocument4 pagesAn Overview of Hemp Fibre PDFscribbddNo ratings yet
- Organizational Study of Mannan Cotton Spinning MillDocument35 pagesOrganizational Study of Mannan Cotton Spinning MillShaik Yaseen100% (3)
- Impact of Cotton Parameters On Yarn QualityDocument4 pagesImpact of Cotton Parameters On Yarn Qualityغلام جیلانی100% (6)
- Tangling With Wool - Woollen or Worsted?Document3 pagesTangling With Wool - Woollen or Worsted?Anonymous Pt7NHkat9No ratings yet
- Organic Cotton Potential in Lao PDRDocument22 pagesOrganic Cotton Potential in Lao PDRraoshahbazNo ratings yet
- PSCP Mills List 2020 - India and Bangladesh FinalDocument6 pagesPSCP Mills List 2020 - India and Bangladesh FinalMd. Emam Hasan86% (14)
- The Study On Employee Motivation at Super Spinning Mill LTDDocument13 pagesThe Study On Employee Motivation at Super Spinning Mill LTDpb_sruthi2006No ratings yet
- Company Profile of SM Knitwears LTDDocument30 pagesCompany Profile of SM Knitwears LTDSakib MahmudNo ratings yet
- 13 - Evenness NumericalDocument29 pages13 - Evenness NumericalIrshad AhmadNo ratings yet
- Students Notes - AFD - I Year - 03 - Textile Fibers Yarns and FabricsDocument12 pagesStudents Notes - AFD - I Year - 03 - Textile Fibers Yarns and Fabricsmaya_muthNo ratings yet
- Aditya Birla Group Company ProfileDocument8 pagesAditya Birla Group Company ProfileMayank BhardwajNo ratings yet
- An Organization Study On The Rajlakshmi Cotton Mills PVT LTD, KolkataDocument67 pagesAn Organization Study On The Rajlakshmi Cotton Mills PVT LTD, Kolkataniranjana rameshNo ratings yet
- CupramonniumDocument5 pagesCupramonniumAditya ShrivastavaNo ratings yet
- Bamboo FabricDocument12 pagesBamboo FabricSweta Saha100% (1)
- Internship Program at Ayka Addis TextileDocument109 pagesInternship Program at Ayka Addis TextileOUSMAN SEIDNo ratings yet
- Full Final VisakaDocument77 pagesFull Final VisakaJaspreet SinghNo ratings yet
- Fabric World: (This Definition Was Kindly Provided by Karen At)Document106 pagesFabric World: (This Definition Was Kindly Provided by Karen At)Vikas SoodNo ratings yet
- Jute Spinning and Processing StepsDocument19 pagesJute Spinning and Processing StepsMilon Hossain0% (1)
- Eco-Friendly Lotus Fiber Paper ReviewDocument18 pagesEco-Friendly Lotus Fiber Paper ReviewEshetu DeribNo ratings yet