You might also like
- Welder's Qualification Test - TemplateDocument2 pagesWelder's Qualification Test - TemplateDiosdado Mingi Jr.100% (3)
- Sae Ams5659p (2014)Document9 pagesSae Ams5659p (2014)Yeonggeun Lee50% (2)
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- Welder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)Document18 pagesWelder Performance Qualifications (WPQ) : (See QW-301, Section IX, ASME Boiler and Pressure Vessel Code)mahendraNo ratings yet
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Method Statement For Steel Structure & Erection PDFDocument16 pagesMethod Statement For Steel Structure & Erection PDFDomie Neil Bucag Salas83% (24)
- HandbookDocument446 pagesHandbookudaafNo ratings yet
- WPS-PQR Pengelasan (AA)Document12 pagesWPS-PQR Pengelasan (AA)Abrianto AkuanNo ratings yet
- WQTDocument1 pageWQTRamkunwar YadavNo ratings yet
- Detailing of Concrete Masonry-Solid-Units-140mmDocument40 pagesDetailing of Concrete Masonry-Solid-Units-140mmbrian1mugadzaNo ratings yet
- Ca6nm WPS/PQRDocument22 pagesCa6nm WPS/PQRDeepak0% (1)
- Knife SkillsDocument45 pagesKnife SkillsSheena Harrien100% (1)
- Saudi Aramco Pre-Commissioning Form: Instrument and Control CablesDocument2 pagesSaudi Aramco Pre-Commissioning Form: Instrument and Control Cableszahid1078No ratings yet
- Welder Performance Qualification Record (WPQ) : Testing Condition and Qualification LimitsDocument9 pagesWelder Performance Qualification Record (WPQ) : Testing Condition and Qualification Limitsahmed mohamed100% (1)
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- WPSDocument6 pagesWPSYASH BARDHAN SinghNo ratings yet
- Pt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionDocument1 pagePt. Vista Bangun Utama: in Accordance With Section IX, ASME Boiler and Pressure Vessel Code 2013 EditionHaryanto RNo ratings yet
- WpsDocument2 pagesWpssamer8saifNo ratings yet
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Welder Card - 6G and 3GDocument1 pageWelder Card - 6G and 3GRavi singhNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- PWPS WPS PQR WPQDocument21 pagesPWPS WPS PQR WPQcsolanki658688% (8)
- Welding Procedure SpecificationDocument4 pagesWelding Procedure SpecificationBhargav BbvsNo ratings yet
- Industrial Visit ReportDocument106 pagesIndustrial Visit ReportRushi GaikwadNo ratings yet
- CPE601 Material Design Tutorial Mohd Wis PDFDocument7 pagesCPE601 Material Design Tutorial Mohd Wis PDFJerlen LorañaNo ratings yet
- QW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectDocument6 pagesQW - 482 Welding Procedure Specification (WPS) Tankage Works at Dharmapuri Terminal of VDPL ProjectArijit GhoshNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Wps - Asme Ix - Gtaw - PipaDocument5 pagesWps - Asme Ix - Gtaw - PipaMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Weder Qualification Test Certificates-Part 2Document7 pagesWeder Qualification Test Certificates-Part 2Avijit DebnathNo ratings yet
- NSH-DALM-JERP-WPS-11-P2 Rev.00Document10 pagesNSH-DALM-JERP-WPS-11-P2 Rev.00Alam MD SazidNo ratings yet
- WPQ WeldCanada PDFDocument1 pageWPQ WeldCanada PDFAhmad DanielNo ratings yet
- Material Science Hardness Test Lab ReportDocument4 pagesMaterial Science Hardness Test Lab ReportJeremy Lim Choon Keat67% (21)
- Draft WPSDocument32 pagesDraft WPSAnilkumar G NairNo ratings yet
- WPQ Formats NEWDocument4 pagesWPQ Formats NEWMANABENDRA MAITRANo ratings yet
- How To Read Your Ticket PDFDocument1 pageHow To Read Your Ticket PDFKarl MakoyNo ratings yet
- How To Read Your Welding TicketDocument1 pageHow To Read Your Welding TicketBala SingamNo ratings yet
- Slamet WPQRDocument1 pageSlamet WPQRChandra Bintang W.PNo ratings yet
- Abdul Muhid WPQRDocument1 pageAbdul Muhid WPQRChandra Bintang W.PNo ratings yet
- Wps Pqrwelding SCSP COUPON Phpapp02Document14 pagesWps Pqrwelding SCSP COUPON Phpapp02Oladimeji TaiwoNo ratings yet
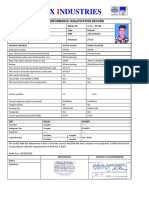
- NYX Ndustries ZC: Welder Performance Qualification RecordDocument1 pageNYX Ndustries ZC: Welder Performance Qualification RecordanoopkumarNo ratings yet
- Welder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Document1 pageWelder'S and Welding Operators Qualification Test Certificate ACCORDING TO ASME IX Edition 2017Ahmad Nabil ElsharkawyNo ratings yet
- Val Caraig WPQTDocument1 pageVal Caraig WPQTMark Jason M. BrualNo ratings yet
- WQT-SURIA ENGINEERING - Naveed WelderDocument1 pageWQT-SURIA ENGINEERING - Naveed Weldersuria qaqcNo ratings yet
- Negemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Document3 pagesNegemco For Engineering & Contracting Processing Equipment Welding Procedure Spcifications (Qw-482)Khaled GamalNo ratings yet
- Wqt-Suria Engineering-M.waqasDocument1 pageWqt-Suria Engineering-M.waqassuria qaqcNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- Wqt-Suria Engineering-M.rashidDocument1 pageWqt-Suria Engineering-M.rashidsuria qaqcNo ratings yet
- WPS Tsila 012Document2 pagesWPS Tsila 012AslaouiNo ratings yet
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- Wps Ausa Gtaw Smaw 002 2018 Ok RDocument2 pagesWps Ausa Gtaw Smaw 002 2018 Ok RIvan Dario Carrillo Rubio0% (1)
- WQT-SURIA ENGINEERING - SalmanDocument1 pageWQT-SURIA ENGINEERING - Salmansuria qaqcNo ratings yet
- Welder Performance Qualification (WPQ) According To ASME IX Hassan HussienDocument1 pageWelder Performance Qualification (WPQ) According To ASME IX Hassan HussienMahmoud shawkyNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
- 6gr Smaw WQTR - F. Edilo (Sn-189)Document1 page6gr Smaw WQTR - F. Edilo (Sn-189)hanz bermejoNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specification (WPS)Document2 pagesQw-482 Suggested Format For Welding Procedure Specification (WPS)ING HARRINSON FERREBUSNo ratings yet
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Welder Certificate UpdatedDocument25 pagesWelder Certificate Updatedm.aljhany18No ratings yet
- Computer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Document1 pageComputer Engineering, Inc.: WPQ D1.1 - C - 5.2.0 Form 2000 Rev. 0Erick GoyesNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- SampleDocument5 pagesSample이훈No ratings yet
- DEE-920-12 - Rev 0Document3 pagesDEE-920-12 - Rev 0Karim ZahranNo ratings yet
- WPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0Document1 pageWPQ Ix - C - WPW 7.0.4 Form 2007 Rev. 0คุณพ่อน้อง บิ๊กบอส100% (1)
- Request For Welding Procedure ApprovalDocument18 pagesRequest For Welding Procedure Approvalecsuperal100% (1)
- Qualification Tests For Shop Welding: Office of MaterialsDocument5 pagesQualification Tests For Shop Welding: Office of MaterialsMichael DanielNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Hammer Union: Pipe Size 3Document2 pagesHammer Union: Pipe Size 3Karl MakoyNo ratings yet
- DT PF Stabilizers 02Document2 pagesDT PF Stabilizers 02Karl MakoyNo ratings yet
- Material Safety Data Sheet Tapmatic Dual Action Plus #1 Cutting FluidDocument10 pagesMaterial Safety Data Sheet Tapmatic Dual Action Plus #1 Cutting FluidKarl MakoyNo ratings yet
- OB Afety Nalysis: Perating A Rill RessDocument3 pagesOB Afety Nalysis: Perating A Rill RessKarl Makoy100% (1)
- REED Tapping Compound: Safety Data SheetDocument8 pagesREED Tapping Compound: Safety Data SheetKarl MakoyNo ratings yet
- Chemical Composition - Is 2062 - Anx - BDocument2 pagesChemical Composition - Is 2062 - Anx - BTuhin Subhra Mondal100% (4)
- VDM Data Sheet Nicrofer 6025 HT - e PDFDocument0 pagesVDM Data Sheet Nicrofer 6025 HT - e PDFeugenio.gutenbertNo ratings yet
- Mlion-Catalogue (2020)Document28 pagesMlion-Catalogue (2020)M.ariefiryuqoriNo ratings yet
- Astm C635 - Apendix R - Comentarios PDFDocument6 pagesAstm C635 - Apendix R - Comentarios PDFEnque01No ratings yet
- Chapter 13 Assertion-Reason QuestionsDocument3 pagesChapter 13 Assertion-Reason Questionsteresa tsoiNo ratings yet
- C2Kht: C2Kht Internationally Approved, Ex E, Explosive Atmosphere Cable Gland For All Types of Armoured CablesDocument1 pageC2Kht: C2Kht Internationally Approved, Ex E, Explosive Atmosphere Cable Gland For All Types of Armoured Cablesmhrdd222No ratings yet
- BTFY Keystone Ar1 Ar2Document4 pagesBTFY Keystone Ar1 Ar2tali011971No ratings yet
- Material Take Off (MTO) For Grounding & Lightning ProtectionDocument5 pagesMaterial Take Off (MTO) For Grounding & Lightning ProtectionRince OktavianaNo ratings yet
- Allotropy of Iron PDFDocument1 pageAllotropy of Iron PDFKaran AggarwalNo ratings yet
- FFS-0638 EBW Series Spill Containers DatasheetDocument4 pagesFFS-0638 EBW Series Spill Containers Datasheetj8164322No ratings yet
- Sculptures: Bronze Sculpture OrmoluDocument2 pagesSculptures: Bronze Sculpture OrmoluGrayNo ratings yet
- G65 Data Sheet: PropertiesDocument6 pagesG65 Data Sheet: PropertiesNicko RizqienggalNo ratings yet
- Cement IntroDocument29 pagesCement IntroNitish KumarNo ratings yet
- FT - F0233-300 - v. Compuerta NRS PDFDocument1 pageFT - F0233-300 - v. Compuerta NRS PDFDaniel AlvarezNo ratings yet
- RMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedDocument3 pagesRMS - UHS - Misch Metal Steel - 19x2.49mm - 24MAR22 - SignedNirmal WiresNo ratings yet
- Product Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityDocument1 pageProduct Code Threaded Rod Size (R) Lenght (L) MM Pitch (MM) Minimum Proof Load (N) Microns ( ) Bundle QuantityKABIR CHOPRANo ratings yet
- Datasheet Pattress Plates 2012Document4 pagesDatasheet Pattress Plates 2012Anil KumarNo ratings yet
- Machining and Machine Tool Operation PI GATE 2020 Previous Year With Ans KeyDocument21 pagesMachining and Machine Tool Operation PI GATE 2020 Previous Year With Ans Keyhyper meshNo ratings yet
- Jfe Cold Rolled Steel SheetDocument26 pagesJfe Cold Rolled Steel SheetaayopercivalNo ratings yet
- Float Valve: (Sizes 1/2"-6") (Sizes 3"-8")Document4 pagesFloat Valve: (Sizes 1/2"-6") (Sizes 3"-8")Abubakar Ashraf AnjumNo ratings yet
- Niobium in Centrifugally Cast Tubes For Petrochemical ApplicationsDocument14 pagesNiobium in Centrifugally Cast Tubes For Petrochemical ApplicationsAntonios VasiliadisNo ratings yet
- Astm B 30 06a Standard Specification For Copper Alloys in inDocument13 pagesAstm B 30 06a Standard Specification For Copper Alloys in inpablojorgesilvaNo ratings yet
- Tipuri de Otel Inoxidabil CalitatiDocument2 pagesTipuri de Otel Inoxidabil CalitatiCorina MarcuNo ratings yet