You might also like
- Automotive Air Conditioning and Climate Control SystemsFrom EverandAutomotive Air Conditioning and Climate Control SystemsRating: 4 out of 5 stars4/5 (6)
- Site Visit ReportDocument7 pagesSite Visit ReportAhmad0% (1)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- The Story of A Seagull and The Cat Who Taught Her To Fly PDFDocument46 pagesThe Story of A Seagull and The Cat Who Taught Her To Fly PDFYo Seven67% (3)
- LING-05 Assets and Liabilities of The English Language Prepared by Mario Pei and John Nist Edited by David F. MaasDocument17 pagesLING-05 Assets and Liabilities of The English Language Prepared by Mario Pei and John Nist Edited by David F. MaasDavid F Maas71% (7)
- CAE Proposal Expressions and SamplesDocument6 pagesCAE Proposal Expressions and SamplesKimLiênNguyễnNo ratings yet
- D3705Document6 pagesD3705rimi7alNo ratings yet
- 1zua5492-505 - Gas Detector Relay Model 11 and 12Document16 pages1zua5492-505 - Gas Detector Relay Model 11 and 12Hau Phung VanNo ratings yet
- Pompa VakumDocument45 pagesPompa VakumAnnisa MardhatillahNo ratings yet
- PVT831-E-10-34-Instrument and Alarm Point List (090116) - WorkingDocument34 pagesPVT831-E-10-34-Instrument and Alarm Point List (090116) - WorkingBui Duy ThanhNo ratings yet
- Information On The New Tier 4 Final / Stage 4 Engine InstallationDocument7 pagesInformation On The New Tier 4 Final / Stage 4 Engine InstallationMessi EmetievNo ratings yet
- D2882Document6 pagesD2882rimi7alNo ratings yet
- Lab Report Simulator (Task 3)Document7 pagesLab Report Simulator (Task 3)hilminroziNo ratings yet
- Dga Analysis For Transformer Condition MonitoringDocument37 pagesDga Analysis For Transformer Condition Monitoringpanchmahabhoot100% (1)
- Management of Transformers Through DGA AnalysisDocument35 pagesManagement of Transformers Through DGA AnalysisEngr Fahimuddin QureshiNo ratings yet
- Refrigeration NotesDocument4 pagesRefrigeration NotesWai Phyo AungNo ratings yet
- AIE MOGC IMS PROC 19 001 Crude Oil Sampling ProcedureDocument9 pagesAIE MOGC IMS PROC 19 001 Crude Oil Sampling Procedurefaraz_muslimNo ratings yet
- Orals For Marine EnggDocument82 pagesOrals For Marine EnggRegin100% (1)
- PM Kelompok 4Document21 pagesPM Kelompok 4hakimNo ratings yet
- Paper On DGA AnalysisDocument5 pagesPaper On DGA AnalysisMohammad AsifNo ratings yet
- Transformer Oil DGA Test Interpretation GlobecoreDocument39 pagesTransformer Oil DGA Test Interpretation GlobecoreMuhammad Ahmad HabibNo ratings yet
- National Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Document14 pagesNational Transportation Safety Board: Astm Standard D86: "Standard Test Method For Distillation of Petroleum Products."Arun RaoNo ratings yet
- Gas Turbine StartupDocument9 pagesGas Turbine Startuppawangwl100% (2)
- 400 KV MSDS-1, JSPL Angul: Title Department Maintenance Format For Transformer Department: Electrical &instrumentationDocument16 pages400 KV MSDS-1, JSPL Angul: Title Department Maintenance Format For Transformer Department: Electrical &instrumentationAnonymous vcadX45TD7No ratings yet
- Crane 3 GP160-0516-2Document222 pagesCrane 3 GP160-0516-2cengiz kutukcuNo ratings yet
- API Tech 03 Data BookDocument23 pagesAPI Tech 03 Data Book1965karanfil6No ratings yet
- MP12P02Document11 pagesMP12P02Bilel MarkosNo ratings yet
- CFM56 NDT ManualDocument103 pagesCFM56 NDT Manualmanishprajapati707100% (3)
- Product Bulletin No.: TDS-03-16 Release Top Drive Drilling SystemDocument8 pagesProduct Bulletin No.: TDS-03-16 Release Top Drive Drilling Systemahmedsaid85No ratings yet
- Turbine Oil Flushing ProcedureDocument25 pagesTurbine Oil Flushing Proceduresrigirisetty208No ratings yet
- Turbine Oil Condition Monitoring Training GuideDocument8 pagesTurbine Oil Condition Monitoring Training Guidemauriciojj100% (1)
- Compresor Sanden Service Guide Rev.2Document30 pagesCompresor Sanden Service Guide Rev.2adriantxeNo ratings yet
- Transformer Oil PurificationDocument7 pagesTransformer Oil PurificationAther AliNo ratings yet
- DGA or Dissolved Gas Analysis of Transformer OilDocument6 pagesDGA or Dissolved Gas Analysis of Transformer OilAmanda MarshallNo ratings yet
- Oil Flushing of Rotating EquipmentDocument9 pagesOil Flushing of Rotating Equipmentsrigirisetty208No ratings yet
- CCR REGENERATION UNIT OPERATING MANUALDocument338 pagesCCR REGENERATION UNIT OPERATING MANUALNinhHoàngHảiNo ratings yet
- TRANSFIX Users Guide MODBUS ProtocolDocument19 pagesTRANSFIX Users Guide MODBUS ProtocolsantoshkumarNo ratings yet
- D1264Document3 pagesD1264rpajaro75No ratings yet
- Dissolved Gas Analysis of Liquid Filled TransformersDocument5 pagesDissolved Gas Analysis of Liquid Filled Transformersnutchai2538No ratings yet
- 08E17KDocument2 pages08E17KRonny AndalasNo ratings yet
- User Manual: High Pressure Manifolds For Medical GasesDocument6 pagesUser Manual: High Pressure Manifolds For Medical GasesBashir MtwaklNo ratings yet
- APITECH 03 DecryptedDocument23 pagesAPITECH 03 Decryptedjokerveloz100% (2)
- MMEC-WI-1002 - Cooling Water Exchanger - 110-EP-091A To GDocument7 pagesMMEC-WI-1002 - Cooling Water Exchanger - 110-EP-091A To GRAJESH KUMAR RNo ratings yet
- D493046 en PDFDocument32 pagesD493046 en PDFJose ValenciaNo ratings yet
- Maintenance Manual of TransformerDocument19 pagesMaintenance Manual of TransformerSidhartha MallickNo ratings yet
- ARP4249A-Bearing Corrosion Test MethodDocument9 pagesARP4249A-Bearing Corrosion Test MethodJicheng PiaoNo ratings yet
- Copy of SCOPE OF WORK - SERVICE OFFERSDocument12 pagesCopy of SCOPE OF WORK - SERVICE OFFERSSandeep NikhilNo ratings yet
- 2f EngineDocument138 pages2f Engineryaneatsstringcheese50% (2)
- Volute Casing Pumps Installation Operation Servicing2Document49 pagesVolute Casing Pumps Installation Operation Servicing2Mario StrašniNo ratings yet
- Zaw Htun QuestionsDocument4 pagesZaw Htun Questions1989muhdNo ratings yet
- Transformer Oil DGADocument18 pagesTransformer Oil DGAMonir100% (1)
- MOTOR and MEPDocument46 pagesMOTOR and MEPAbhirup BandyopadhyayNo ratings yet
- Meo cl2 MMDDocument38 pagesMeo cl2 MMDAurvin SinghNo ratings yet
- Crane 1 2 HH400-1518-4Document244 pagesCrane 1 2 HH400-1518-4cengiz kutukcu100% (1)
- Circ SMS072020Document4 pagesCirc SMS072020ianloubert20No ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- Marine and Offshore Pumping and Piping SystemsFrom EverandMarine and Offshore Pumping and Piping SystemsRating: 4.5 out of 5 stars4.5/5 (2)
- Oil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsFrom EverandOil Spill Remediation: Colloid Chemistry-Based Principles and SolutionsNo ratings yet
- Operator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingFrom EverandOperator's Guide to General Purpose Steam Turbines: An Overview of Operating Principles, Construction, Best Practices, and TroubleshootingRating: 5 out of 5 stars5/5 (1)
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- Cryogenics Safety Manual: A Guide to Good PracticeFrom EverandCryogenics Safety Manual: A Guide to Good PracticeNo ratings yet
- CHAPTER 6 Operation of Sub-StationsDocument19 pagesCHAPTER 6 Operation of Sub-StationssorabhNo ratings yet
- Dated: 2thlzol": Punjab State Transmission Corporation LimitedDocument3 pagesDated: 2thlzol": Punjab State Transmission Corporation LimitedsorabhNo ratings yet
- General Instructions For Maintenance Procedures of Switchyard EquipmentDocument39 pagesGeneral Instructions For Maintenance Procedures of Switchyard EquipmentsorabhNo ratings yet
- DiplomaanskeylectDocument1 pageDiplomaanskeylectsorabhNo ratings yet
- LecturerdiplomaDocument18 pagesLecturerdiplomasorabhNo ratings yet
- 66 KV CL2 Panel Drawing First PageDocument1 page66 KV CL2 Panel Drawing First PagesorabhNo ratings yet
- Manual 2Document12 pagesManual 2sorabhNo ratings yet
- Manual 2Document12 pagesManual 2sorabhNo ratings yet
- Call For Applications To JASTIP-Net 2021 Guidelines For ApplicantsDocument6 pagesCall For Applications To JASTIP-Net 2021 Guidelines For ApplicantsNadya IrsalinaNo ratings yet
- Device Test ModeDocument14 pagesDevice Test ModeNay SoeNo ratings yet
- 3gpp Cdrs Specs AlcatelDocument337 pages3gpp Cdrs Specs AlcatelPatrick AdinaNo ratings yet
- Detailed 200L Course OutlineDocument8 pagesDetailed 200L Course OutlineBoluwatife OloyedeNo ratings yet
- DocxDocument5 pagesDocxFelicya Angel Ivy LynnNo ratings yet
- Manual - Nokia - AirScale - System Module - Presentation NokiaDocument29 pagesManual - Nokia - AirScale - System Module - Presentation NokiaAndres Obando100% (1)
- Vampire Stories in GreeceDocument21 pagesVampire Stories in GreeceΓιώργος ΣάρδηςNo ratings yet
- Sam's Melancholic MorningDocument4 pagesSam's Melancholic Morningali moizNo ratings yet
- Integrating JasperReports To PHPDocument10 pagesIntegrating JasperReports To PHPrupinder_3061463No ratings yet
- BSNL Cda RulesDocument3 pagesBSNL Cda RulesAlexander MccormickNo ratings yet
- Curative Petition Draft TutorialDocument4 pagesCurative Petition Draft TutorialBhavya SinghNo ratings yet
- An Introduction To Insurance AccountingDocument86 pagesAn Introduction To Insurance AccountingTricia PrincipeNo ratings yet
- Administrator Guide: Document Version 3.6.1Document76 pagesAdministrator Guide: Document Version 3.6.1App PackNo ratings yet
- Anglo Agriparts Trade CatalogueDocument609 pagesAnglo Agriparts Trade CatalogueJoanne Champion100% (1)
- Kyle Capodice Ecet Candidate ResumeDocument1 pageKyle Capodice Ecet Candidate Resumeapi-394690479No ratings yet
- Neco Catlog 4 FoldDocument2 pagesNeco Catlog 4 FoldSanket PhatangareNo ratings yet
- XMLvsJSON-40charDocument7 pagesXMLvsJSON-40charPrakashNo ratings yet
- UntitledDocument421 pagesUntitledtunggal KecerNo ratings yet
- Bending MomentDocument4 pagesBending MomentNicholas TedjasukmanaNo ratings yet
- TwistiesDocument2 pagesTwistiesHazwan Hj YusofNo ratings yet
- 5-Page Proposal Writing GuideDocument2 pages5-Page Proposal Writing GuideJason McCoyNo ratings yet
- Walo Dict 12 2007Document194 pagesWalo Dict 12 2007Yad ElNo ratings yet
- How To Cook Indian: More Than 500 Classic Recipes For The Modern KitchenDocument431 pagesHow To Cook Indian: More Than 500 Classic Recipes For The Modern Kitchenbingoteam100% (1)
- ED Review Test 4Document2 pagesED Review Test 4Huyen KimNo ratings yet
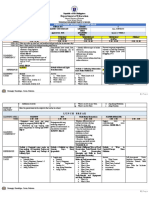
- Grade 6 Quarter 3 WHLP WEEK 4Document3 pagesGrade 6 Quarter 3 WHLP WEEK 4JaneDandanNo ratings yet
- NIMS University Jaipur - Ph.D. Economics Selection Process, Course Fee, PlacementDocument6 pagesNIMS University Jaipur - Ph.D. Economics Selection Process, Course Fee, PlacementstepincollegeNo ratings yet
- Bca SYNOPSISDocument31 pagesBca SYNOPSISjigyasha oarmarNo ratings yet