You might also like
- Ultrasonic Non-Destructive TestingDocument4 pagesUltrasonic Non-Destructive TestingEAGLESNo ratings yet
- 03 Structural AuditDocument94 pages03 Structural AuditAnupriya T MNo ratings yet
- UstDocument22 pagesUstraisNo ratings yet
- TOM Unit 3 PDFDocument20 pagesTOM Unit 3 PDFNikhil NagarajanNo ratings yet
- Unit III Final NotesDocument20 pagesUnit III Final NotesvizhideepaNo ratings yet
- Nondestructive Testing: Take This Link To Learn About The Background of NDT and NDEDocument4 pagesNondestructive Testing: Take This Link To Learn About The Background of NDT and NDEAdrian DavidNo ratings yet
- A Brief Review On Ndt&E Methods For Structural Aircraft ComponentsDocument9 pagesA Brief Review On Ndt&E Methods For Structural Aircraft ComponentskhabiranNo ratings yet
- Non-Destructive Methods in AviationDocument6 pagesNon-Destructive Methods in AviationAmeem TariqNo ratings yet
- Innovative Techniques in Non-Destructive Testing and Industrial Applications On Pressure EquipmentDocument13 pagesInnovative Techniques in Non-Destructive Testing and Industrial Applications On Pressure EquipmentJavier Alejandro RodriguezNo ratings yet
- Introduction To NDTDocument6 pagesIntroduction To NDTCepi Sindang KamulanNo ratings yet
- List NDT Techniques Commonly Used For Inspecting and ComponentsDocument12 pagesList NDT Techniques Commonly Used For Inspecting and ComponentscollinsNo ratings yet
- Destructive and Non-Destructive TestingDocument17 pagesDestructive and Non-Destructive TestingBhargav ChaitanyaNo ratings yet
- NDT HistoryDocument4 pagesNDT HistorygriselramoniNo ratings yet
- Basic Principles of Non-Destructive TestingDocument13 pagesBasic Principles of Non-Destructive TestingNDT Consultancy Services Inc0% (2)
- 4-Introduction To NDT-05!08!2021 (05-Aug-2021) Material I 05-Aug-2021 Module 1 - Introduction (12 Files Merged)Document56 pages4-Introduction To NDT-05!08!2021 (05-Aug-2021) Material I 05-Aug-2021 Module 1 - Introduction (12 Files Merged)Sachin kumar MaileNo ratings yet
- Seminar on Non-Destructive Testing MethodsDocument25 pagesSeminar on Non-Destructive Testing MethodsMahesh TamboliNo ratings yet
- SSRN Id2770922Document13 pagesSSRN Id2770922oelassal444No ratings yet
- Comparing Non-Destructive Inspection MethodsDocument6 pagesComparing Non-Destructive Inspection MethodsEdú CárdenasNo ratings yet
- Nondestructive Testing HHHDocument13 pagesNondestructive Testing HHHzidaaanNo ratings yet
- NDT SUMMARY – CÉSAR OMAR AGUIRRE SÁNCHEZDocument1 pageNDT SUMMARY – CÉSAR OMAR AGUIRRE SÁNCHEZCesar AguirreNo ratings yet
- 1 Introduction To Nondestructive TestingDocument26 pages1 Introduction To Nondestructive TestingsivasaNo ratings yet
- Nondestructive Testing - WikipediaDocument7 pagesNondestructive Testing - Wikipediaaniket waghNo ratings yet
- A Review of Non Destructive Evaluation Methods of Elements of Prototype Module of Drying Line Used To Receive RDF Fuel From Waste RecyclingDocument6 pagesA Review of Non Destructive Evaluation Methods of Elements of Prototype Module of Drying Line Used To Receive RDF Fuel From Waste RecyclingmortezaNo ratings yet
- 3.1 NDI Demonstration of Crack Detection CapabilityDocument28 pages3.1 NDI Demonstration of Crack Detection CapabilitypolistaNo ratings yet
- Non Destructive TestingDocument23 pagesNon Destructive TestingMohit SinghNo ratings yet
- Nde Development For Bonded Honeycomb Structures Produced Using Non-Autoclave Manufacturing ProcessesDocument15 pagesNde Development For Bonded Honeycomb Structures Produced Using Non-Autoclave Manufacturing ProcessesSebastian AndreoliNo ratings yet
- ASNT NDT Certification GuideDocument93 pagesASNT NDT Certification GuideVincent Vijayakumar33% (3)
- NDT Methods GuideDocument3 pagesNDT Methods GuideSUJITH G100% (2)
- Ultrasonic Case Hardening Depth TestingDocument9 pagesUltrasonic Case Hardening Depth Testingvipuljagrawal0% (1)
- Importance of NDTDocument17 pagesImportance of NDTMuhammadAnsNo ratings yet
- Mechatronics in Non Destructive TestingDocument8 pagesMechatronics in Non Destructive TestingAHMAD SYAZANINo ratings yet
- Amatconrep PPT 8 DT and NDTDocument30 pagesAmatconrep PPT 8 DT and NDTMark Jovince CardenasNo ratings yet
- Acoustic Emission Testing - 231130 - 142719Document3 pagesAcoustic Emission Testing - 231130 - 142719ST VANDECKANo ratings yet
- Non-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Document9 pagesNon-Destructive Testing For Non-Ferrous Materials Like Aluminium and Copper.Raushan JhaNo ratings yet
- Module 6 MaterialsDocument14 pagesModule 6 MaterialsRubio Billy JoeNo ratings yet
- Non Destructive Testing Experiment ReportDocument15 pagesNon Destructive Testing Experiment ReportsinabirecikNo ratings yet
- NDT MiDocument13 pagesNDT MijishnusajiNo ratings yet
- New Sensors and Processing ChainFrom EverandNew Sensors and Processing ChainJean-Hugh ThomasNo ratings yet
- AIRFRAME INSPECTION METHODSDocument6 pagesAIRFRAME INSPECTION METHODSAmiera NorazmiNo ratings yet
- Non-Destructive Testing Methods ExplainedDocument30 pagesNon-Destructive Testing Methods ExplainedRahul GajjeNo ratings yet
- Overview of NDT Methods & ApplicationsDocument7 pagesOverview of NDT Methods & Applicationsgeorgescribd1103No ratings yet
- 10 Non Destructive Testing PDFDocument8 pages10 Non Destructive Testing PDFGosaye DesalegnNo ratings yet
- Ndestructive TestingDocument6 pagesNdestructive TestingÅиU blÅckNo ratings yet
- Tech Solutions 05Document4 pagesTech Solutions 05primolasnorrisNo ratings yet
- NDT A Seminar ReportDocument24 pagesNDT A Seminar ReportSandesh S BhasriNo ratings yet
- Nondestructive Testing: Home - Education Resources - Community College - IntroductionDocument2 pagesNondestructive Testing: Home - Education Resources - Community College - IntroductionRakesh SrivastavaNo ratings yet
- Non Destructive Tests - 1Document14 pagesNon Destructive Tests - 1me0906840087No ratings yet
- Non-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentDocument40 pagesNon-Destructive Inspection Practical: NAME:-Amol Rajhans Talekar Roll No.: - Name of DepartmentAniket DhoneNo ratings yet
- NDT (Short Presentation)Document35 pagesNDT (Short Presentation)Ashish Panchal100% (1)
- Usth W2day1 Lec4 NDTDocument43 pagesUsth W2day1 Lec4 NDTTuan VuNo ratings yet
- VVVVVVVVVVVVVVVTDocument102 pagesVVVVVVVVVVVVVVVTHajer Al-KhazrajiNo ratings yet
- NDT Testing University of MauritiusDocument12 pagesNDT Testing University of MauritiusAadil Bo SpitzmausNo ratings yet
- Buildings: Ivan Ivanchev and Veselin SlavchevDocument15 pagesBuildings: Ivan Ivanchev and Veselin Slavchevjohn doeNo ratings yet
- Introduction To The NDI of The Equipment For Aircraft Cargo Holds and Containers CompartmentDocument30 pagesIntroduction To The NDI of The Equipment For Aircraft Cargo Holds and Containers CompartmentMi LengNo ratings yet
- Me367 Non-Destructive Testing Module-1 (As Per Apj Ktu Syllabus)Document40 pagesMe367 Non-Destructive Testing Module-1 (As Per Apj Ktu Syllabus)okoro matthewNo ratings yet
- 1 - NDT Basics Ut, MT.,PT, RiDocument20 pages1 - NDT Basics Ut, MT.,PT, RiGMNo ratings yet
- NDT Devices SummaryDocument16 pagesNDT Devices SummaryLearn SAPNo ratings yet
- Intro To NDTDocument33 pagesIntro To NDTLeo LionNo ratings yet
- Non-Destructive Testing: MME 131: Lecture 32Document18 pagesNon-Destructive Testing: MME 131: Lecture 32Anonymous NGBgXVq1xNo ratings yet
- Guidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersFrom EverandGuidelines for the Determination of Standardized Semiconductor Radiation Hardness ParametersNo ratings yet
- FACTSHEET - Track Surface TypesDocument9 pagesFACTSHEET - Track Surface Typesznadeem2No ratings yet
- Differential, Final Drive and Drive AxlesDocument2 pagesDifferential, Final Drive and Drive Axlesznadeem2No ratings yet
- Entrepreneurship: Dr. Faheem Qaisar JamalDocument26 pagesEntrepreneurship: Dr. Faheem Qaisar Jamalznadeem2No ratings yet
- Dr. Muhammad Zeeshan Mirza: Department of Engineering Management (DEM) - NUST-CEMEDocument15 pagesDr. Muhammad Zeeshan Mirza: Department of Engineering Management (DEM) - NUST-CEMEznadeem2No ratings yet
- Barrel DefectsDocument31 pagesBarrel Defectsznadeem2No ratings yet
- Cost Overrun Analysis: Dry Zone Urban Water and Sanitation Project - Additional Financing (RRP SRI 37351)Document4 pagesCost Overrun Analysis: Dry Zone Urban Water and Sanitation Project - Additional Financing (RRP SRI 37351)znadeem2No ratings yet
- Endoscopy in Automotive Technology - Chosen Aspects: TechnikaDocument7 pagesEndoscopy in Automotive Technology - Chosen Aspects: Technikaznadeem2No ratings yet
- TM 9-3305 Army Principles of Artillery WeaponsDocument131 pagesTM 9-3305 Army Principles of Artillery WeaponsExo MxyzptlcNo ratings yet
- 201-250 TOP MOST Automobile Engineering Multiple Choice Interview Questions - Preparation For GATE Exams 5Document10 pages201-250 TOP MOST Automobile Engineering Multiple Choice Interview Questions - Preparation For GATE Exams 5znadeem2No ratings yet
- Automatic fault diagnosis of internal combustion engines using spectrogram analysis and neural networksDocument8 pagesAutomatic fault diagnosis of internal combustion engines using spectrogram analysis and neural networksznadeem2No ratings yet
- Traction Control System ExplainedDocument6 pagesTraction Control System Explainedznadeem2No ratings yet
- Introduction to Vehicle Transmission ComponentsDocument21 pagesIntroduction to Vehicle Transmission ComponentsManohara ErlaNo ratings yet
- Anuj Ag AbstractDocument1 pageAnuj Ag Abstractznadeem2No ratings yet
- Evolution, Trends and Applications of Endoscopy in Internal Combustion EnginesDocument11 pagesEvolution, Trends and Applications of Endoscopy in Internal Combustion Enginesznadeem2No ratings yet
- PIV Analysis of In-Cylinder Flow Structures Over ADocument13 pagesPIV Analysis of In-Cylinder Flow Structures Over Aznadeem2No ratings yet
- Science q2 w3Document16 pagesScience q2 w3Pauline ZholeykaNo ratings yet
- 1-Introduction To Spectrochemical MethodsDocument36 pages1-Introduction To Spectrochemical MethodsWahyuni EkaNo ratings yet
- Personnel Monitoring Services (PMS) Providers For Radiation FacilitiesDocument1 pagePersonnel Monitoring Services (PMS) Providers For Radiation FacilitiesSudhir ShindeNo ratings yet
- Refractive Index of Different Liquids Using Hollow PrismDocument16 pagesRefractive Index of Different Liquids Using Hollow Prismkashifkhan4568% (31)
- Science Quarter 2 Module 3Document3 pagesScience Quarter 2 Module 3Christian AlbosNo ratings yet
- Operating Instructions P30 P40 enDocument45 pagesOperating Instructions P30 P40 enadigorgan0% (1)
- Analytical TechniquesDocument31 pagesAnalytical Techniquesapi-26041653No ratings yet
- Molecular Spectroscopy ClassDocument2 pagesMolecular Spectroscopy ClassDrHamdy KhameesNo ratings yet
- OPTI510R Photonics Planar Waveguide ModesDocument29 pagesOPTI510R Photonics Planar Waveguide ModesKuldeep kumarNo ratings yet
- ICRP Publishes Updated Radiological Protection RecommendationsDocument328 pagesICRP Publishes Updated Radiological Protection RecommendationsShiyama Swaminathan100% (1)
- Gen EdDocument69 pagesGen EdnailahbasaeNo ratings yet
- Test Method for Measurement of Stress in GlassDocument14 pagesTest Method for Measurement of Stress in GlassMatheus TeixeiraNo ratings yet
- FCJJ-16 Light PH StudentDocument6 pagesFCJJ-16 Light PH StudentHermes Polanco J.No ratings yet
- Light Reflection and RefractionDocument5 pagesLight Reflection and RefractionNorlyn RunesNo ratings yet
- Region 7 - 101 To 180Document95 pagesRegion 7 - 101 To 180Ronald TorresNo ratings yet
- Journal On Observation of The Refraction of Light Using An Optical DiskDocument3 pagesJournal On Observation of The Refraction of Light Using An Optical DiskJuvinch R. VicenteNo ratings yet
- CBRN Incident Reporting ManualDocument448 pagesCBRN Incident Reporting Manualeliastc76100% (1)
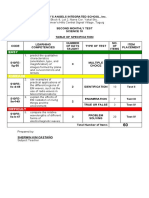
- Second Monthly Test Science 10Document4 pagesSecond Monthly Test Science 10Sher Sherwin100% (3)
- EtherDocument6 pagesEthercabralherreraNo ratings yet
- Chemistry ProjectDocument19 pagesChemistry Projectskyswan7No ratings yet
- Theoretical Accuracy of Radar Measurements-Xd3Document7 pagesTheoretical Accuracy of Radar Measurements-Xd3julio perezNo ratings yet
- JEE Advanced 2018 Paper 1 Physics, Chemistry, Maths Full TestDocument23 pagesJEE Advanced 2018 Paper 1 Physics, Chemistry, Maths Full TestSohini RoyNo ratings yet
- Integrating Sphere Theory Apps Tech GuideDocument22 pagesIntegrating Sphere Theory Apps Tech GuideAnil KumarNo ratings yet
- CLS Aipmt-18-19 XII Phy Study-Package-6 SET-2 Chapter-8 PDFDocument17 pagesCLS Aipmt-18-19 XII Phy Study-Package-6 SET-2 Chapter-8 PDFAhinsaNo ratings yet
- Bifocal Add: Image Jump and Image Displacement: Basic Optics, Chapter 24Document45 pagesBifocal Add: Image Jump and Image Displacement: Basic Optics, Chapter 24PAM ALVARADONo ratings yet
- Spectroscopy: Zainab Khalid (FA17-BPH-033) Sadia Tufail (FA17-BPH-067) DR - Shahid NazirDocument11 pagesSpectroscopy: Zainab Khalid (FA17-BPH-033) Sadia Tufail (FA17-BPH-067) DR - Shahid NazirBeenish HassanNo ratings yet
- Atom Atom: Electron, The Proton and The NeutronDocument29 pagesAtom Atom: Electron, The Proton and The Neutronrehab ebraheemNo ratings yet
- Ozone Depletion Fact Sheet SeriesDocument69 pagesOzone Depletion Fact Sheet SeriesSujan MallickNo ratings yet
- Kinetic Theory of GassesDocument8 pagesKinetic Theory of GassesAziz Khan SultanNo ratings yet
- MSDS Pelicula AA 400 Film-DataDocument4 pagesMSDS Pelicula AA 400 Film-DataPercy Junior Berrios Muñoz100% (1)