You might also like
- F-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuDocument1 pageF-KGM-071 - 01 Kaynak Sonrasi Kontrol FormuFahrettin KOŞUCU100% (1)
- 4 - Kaynak Koordinasyon Personeli Egitimi Rev6Document126 pages4 - Kaynak Koordinasyon Personeli Egitimi Rev6EMRE50% (2)
- Iso en 10051 Sac Rulo ToleransıDocument4 pagesIso en 10051 Sac Rulo ToleransıAhmet ÖZTAŞÇINo ratings yet
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- TS en Iso 15614-1Document31 pagesTS en Iso 15614-1Emre YamanNo ratings yet
- Kaynak TeknigiDocument36 pagesKaynak Teknigicengizarda1979No ratings yet
- Churn Ve Müşteriyi Elde Tutma YönetimiDocument68 pagesChurn Ve Müşteriyi Elde Tutma YönetimiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- TS 7307 en ISO 4063 Kaynak Yontem AdlarıDocument11 pagesTS 7307 en ISO 4063 Kaynak Yontem AdlarıMustafa EyisoyNo ratings yet
- Kaynak Telleri Ve Koruyucu GazlarDocument12 pagesKaynak Telleri Ve Koruyucu GazlarbulentuygullNo ratings yet
- Kaynak Ders NotuDocument11 pagesKaynak Ders NotuUgur SenNo ratings yet
- Kaynak Hataları ÇizelgesiDocument12 pagesKaynak Hataları Çizelgesibekir kurtNo ratings yet
- 12.kaynak Teknolojisinin EsaslarıDocument12 pages12.kaynak Teknolojisinin EsaslarıGokhan TurhanNo ratings yet
- GSI SLV Kaynak YöntemleriDocument28 pagesGSI SLV Kaynak YöntemleriKadirOzturkNo ratings yet
- Toz Altı KaynakDocument28 pagesToz Altı Kaynakİbrahim Etem IşıkNo ratings yet
- TS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiDocument2 pagesTS EN ISO 14732 Kaynak Operatoru Belgelendirme ProgramiMertNo ratings yet
- Yatayda Köşe KaynağıDocument26 pagesYatayda Köşe KaynağıKadirOzturkNo ratings yet
- KM Gaz Altı Ark YurtisikDocument36 pagesKM Gaz Altı Ark YurtisikErsin AydınNo ratings yet
- Kaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - MediumDocument10 pagesKaynak Hataları - Nedenleri Ve Çözümleri - by Weld Wolf - Mediumunalal17No ratings yet
- 33 TS 79-26 en Iso 7093-2 - 1Document8 pages33 TS 79-26 en Iso 7093-2 - 1ozanNo ratings yet
- 08 - Kaynak Ve Percin BaglantilariDocument20 pages08 - Kaynak Ve Percin BaglantilariAren KayaNo ratings yet
- Iso 9692Document10 pagesIso 9692Onur Oskay SaatçıNo ratings yet
- TS en Iso 4014Document15 pagesTS en Iso 4014alifuat duyguNo ratings yet
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2Erdem AkçayNo ratings yet
- TS en Iso 6947 PDFDocument12 pagesTS en Iso 6947 PDFOzan PekelNo ratings yet
- Kaynak Dikişlerinin Mukavemet Hesabı PDFDocument14 pagesKaynak Dikişlerinin Mukavemet Hesabı PDFosman osmanNo ratings yet
- TS en Iso 5817-2014Document37 pagesTS en Iso 5817-2014Akademi NDTNo ratings yet
- Ark Kaynağı Elektrod Standartlari Oerlikon Yayınlar, Burhan Oğuz (Kısa Bilgi)Document6 pagesArk Kaynağı Elektrod Standartlari Oerlikon Yayınlar, Burhan Oğuz (Kısa Bilgi)Kadir KoyluNo ratings yet
- Kaynak SembolleriDocument7 pagesKaynak Sembolleriwelding163893No ratings yet
- Gazalti Kaynak YontemleriDocument78 pagesGazalti Kaynak YontemleriYiğit ÇolakNo ratings yet
- Kaynak prb2013Document25 pagesKaynak prb2013ozlem ozdemirNo ratings yet
- Kaynak BağlantılarıDocument72 pagesKaynak BağlantılarıAlpar DalgicNo ratings yet
- TS en 10020 Celik Tipleri Tarif Ve SiniflamaDocument8 pagesTS en 10020 Celik Tipleri Tarif Ve SiniflamaFaruk AtalarNo ratings yet
- 13.2.kaynak Yöntemleri 2Document8 pages13.2.kaynak Yöntemleri 2blgndllNo ratings yet
- TS en 10025 3 PDFDocument25 pagesTS en 10025 3 PDFFeratNo ratings yet
- Kaynakta KatilasmaDocument30 pagesKaynakta KatilasmaOrhan BAYLANNo ratings yet
- TS 432-11-2000 Civatalar Bölüm 11Document10 pagesTS 432-11-2000 Civatalar Bölüm 11melseNo ratings yet
- Kaynak YöntemleriDocument18 pagesKaynak Yöntemleribull39No ratings yet
- Kaynak ParametreleriDocument161 pagesKaynak ParametreleriUğur ErkenNo ratings yet
- Örnek Kaynak İş TalimatıDocument2 pagesÖrnek Kaynak İş TalimatıAslıhan YıldırımNo ratings yet
- Kaynak Türleri Kaynak Bağlantıları PDFDocument89 pagesKaynak Türleri Kaynak Bağlantıları PDFKadirOzturkNo ratings yet
- Kaynak Agizlarinin Hazirlanmasi-2Document18 pagesKaynak Agizlarinin Hazirlanmasi-2Ömer TAŞNo ratings yet
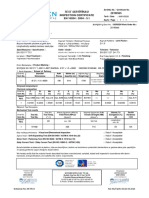
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Oksi-Asetilen Boru KaynağıDocument103 pagesOksi-Asetilen Boru KaynağıgkutNo ratings yet
- Tozaltı Kaynağı-Submerged Arc WeldingDocument37 pagesTozaltı Kaynağı-Submerged Arc WeldingOrhan BAYLAN100% (3)
- Ekonomi̇k Mali̇yet Anali̇zi̇-20180502 (4266)Document32 pagesEkonomi̇k Mali̇yet Anali̇zi̇-20180502 (4266)akın ersözNo ratings yet
- Kaynakli BirlestirmelerDocument26 pagesKaynakli BirlestirmeleroddomancanNo ratings yet
- API 5l 43 (Turkce)Document76 pagesAPI 5l 43 (Turkce)HakanNo ratings yet
- Kaynak HatalariDocument39 pagesKaynak HatalariAliAkarNo ratings yet
- E MEP 03.2014 9606 1 Kiyaslama KEDocument11 pagesE MEP 03.2014 9606 1 Kiyaslama KEÜmit UçakNo ratings yet
- Tozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFDocument150 pagesTozaltı Kaynak Yönteminde Altlık Olarak Kullanılan Kaynak Yöntemlerinin Kaynak Yeterliliklerinin Ve PDFHakanNo ratings yet
- TS 88-20 en Iso 128-20Document13 pagesTS 88-20 en Iso 128-20asgorosNo ratings yet
- Kaynak SembolleriDocument39 pagesKaynak SembollerifecriiletkenNo ratings yet
- En 15610Document10 pagesEn 15610zaferugur4No ratings yet
- 02 Lehim-Yapış-KaynakDocument75 pages02 Lehim-Yapış-Kaynakghostdragon 1907No ratings yet
- TS 563 en 499Document12 pagesTS 563 en 499AgahNo ratings yet
- Kaynaklı Imalat Teknik BilgilerDocument72 pagesKaynaklı Imalat Teknik BilgileruguraydemirNo ratings yet
- Zirh Çeli̇ği̇ Malzemeleri̇ne Ark Saplama Kaynaği PDFDocument8 pagesZirh Çeli̇ği̇ Malzemeleri̇ne Ark Saplama Kaynaği PDFAhmetNo ratings yet
- Kaynak ElektrotlariDocument14 pagesKaynak ElektrotlariasturemNo ratings yet
- TS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağiDocument18 pagesTS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağitmtndtNo ratings yet
- Çeli̇k Yapilarda Bi̇rleşi̇m AraçlariDocument42 pagesÇeli̇k Yapilarda Bi̇rleşi̇m AraçlariMurat CKNo ratings yet
- En 9692 1 Kaynak Ağzı HazırlığıDocument19 pagesEn 9692 1 Kaynak Ağzı Hazırlığıosman osmanNo ratings yet
- 190 Motosikletli KuryeDocument15 pages190 Motosikletli KuryeİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Inspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiDocument1 pageInspection Certificate EN 10204: 2004 - 3.1: Test SertifikasiİCON KAYNAK ENDÜSTRİSİNo ratings yet
- Pazarlama - Satış Proses HaritasıDocument1 pagePazarlama - Satış Proses HaritasıİCON KAYNAK ENDÜSTRİSİNo ratings yet