You might also like
- 03 - 1 - Welding Terminology and Symbols - 0Document9 pages03 - 1 - Welding Terminology and Symbols - 0Taiil HANo ratings yet
- Section 2Document31 pagesSection 2Mohd Farid OsmanNo ratings yet
- Welding (18 02 20) PDFDocument96 pagesWelding (18 02 20) PDFEDISON OCHIENGNo ratings yet
- Rev 1 January 2010 Terms and Definitions © TWI LTD 2010Document18 pagesRev 1 January 2010 Terms and Definitions © TWI LTD 2010Srinivasa RaoNo ratings yet
- Welding terminology guideDocument18 pagesWelding terminology guidemahi1437100% (1)
- 7 C (Joint Design) (Sheila)Document44 pages7 C (Joint Design) (Sheila)jeonronbacurinNo ratings yet
- Arc Welding Terms and DefinitionsDocument4 pagesArc Welding Terms and DefinitionsRitwik SahooNo ratings yet
- Arc Gouging Process GuideDocument6 pagesArc Gouging Process GuideP Sandana NaraNo ratings yet
- 2 Terms and DefinitionsDocument19 pages2 Terms and DefinitionsSamerNo ratings yet
- Module 4 Welding Joints and SymbolsDocument68 pagesModule 4 Welding Joints and SymbolsAhmed Shaban KotbNo ratings yet
- Learning Objectives: 3.1 Basic Weld JointsDocument15 pagesLearning Objectives: 3.1 Basic Weld Jointsramabhpl100% (1)
- Cswip - Section 02-Terms and Definition PDFDocument19 pagesCswip - Section 02-Terms and Definition PDFNsidibe Michael EtimNo ratings yet
- Assembly & Welding LNDocument99 pagesAssembly & Welding LNfayzaNo ratings yet
- LESSON 7. Welded ConnectionDocument17 pagesLESSON 7. Welded ConnectionAdarsh bhatNo ratings yet
- Terminologies of WeldsDocument19 pagesTerminologies of WeldsAli AsgharNo ratings yet
- Lesson 2. Parts of Weld JointDocument1 pageLesson 2. Parts of Weld JointElla MaeNo ratings yet
- Types of WeldingDocument4 pagesTypes of WeldingMadhesh RajuNo ratings yet
- Advances in Welding Technology - BabariaDocument27 pagesAdvances in Welding Technology - BabariaRaj singhNo ratings yet
- TYPES OF WELDED JOINTS - DefinitionDocument11 pagesTYPES OF WELDED JOINTS - Definitionגרבר פליקס100% (1)
- Arc Welding NotesDocument9 pagesArc Welding Notespatrick kivutiNo ratings yet
- Welded Connection 7Document17 pagesWelded Connection 7radhe soniNo ratings yet
- MFG Processes WeldingDocument28 pagesMFG Processes WeldingSameer Ahmed 20 - MCE - 60No ratings yet
- Overview of Welding TechnologyDocument7 pagesOverview of Welding TechnologySeiji ShimazuNo ratings yet
- Machine Design 2 Chapter 8 JmrivetsDocument8 pagesMachine Design 2 Chapter 8 Jmrivetstest 2No ratings yet
- AWS - Terms and DefinitionsDocument15 pagesAWS - Terms and DefinitionsHagen_of_TronjeNo ratings yet
- Definitions: I) /60v, Where V Voltage, I Amperage, V Weld Travel Speed (In./min.)Document2 pagesDefinitions: I) /60v, Where V Voltage, I Amperage, V Weld Travel Speed (In./min.)Michael JohnsonNo ratings yet
- Mec 126 Lecture NoteDocument11 pagesMec 126 Lecture Notemboniface763No ratings yet
- Lade 15Document14 pagesLade 15Jose Intraboy Arais Tabugoc Jr.No ratings yet
- Ce 304 Lesson 6Document5 pagesCe 304 Lesson 6Lester Khiets RoaNo ratings yet
- Introduction Basic Welding TechnologyDocument17 pagesIntroduction Basic Welding TechnologyBenny Syahputra100% (1)
- محاضرة اولى ،تكنوDocument7 pagesمحاضرة اولى ،تكنوTabarak AbdulbastNo ratings yet
- Welding Symbol and Its PositionDocument12 pagesWelding Symbol and Its PositionKrishna PatelNo ratings yet
- Welded ConnectionsDocument15 pagesWelded ConnectionsMax MillianNo ratings yet
- Importance of welding design principlesDocument26 pagesImportance of welding design principlesPalani KarthiNo ratings yet
- IIW Welding Practitioner Module 1 - Processes & EquipmentDocument35 pagesIIW Welding Practitioner Module 1 - Processes & EquipmentSolomonNo ratings yet
- Mechanical Design Process Equipment Recap Previous Lecture Types Welds JointsDocument10 pagesMechanical Design Process Equipment Recap Previous Lecture Types Welds JointsPatel DhruvilNo ratings yet
- Reaction PaperDocument4 pagesReaction PaperDaryl EstanteNo ratings yet
- Course Note CSWIP 3.0Document168 pagesCourse Note CSWIP 3.0JohanSitorusNo ratings yet
- 1g Flat PositionDocument8 pages1g Flat PositionJose GlamayoNo ratings yet
- Permanent Mechanical Joints - Welding: Wending, Soldering, and BrazingDocument9 pagesPermanent Mechanical Joints - Welding: Wending, Soldering, and BrazingAaron PadreNo ratings yet
- Design of Permanent JointsDocument80 pagesDesign of Permanent JointsRayan IsranNo ratings yet
- Metal Joining Processes: List Types of Welding, Description With Sketches ofDocument19 pagesMetal Joining Processes: List Types of Welding, Description With Sketches ofeldhosekjnitNo ratings yet
- Chapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)Document5 pagesChapter 5 - Welded Connections: A Beginner's Guide To The Steel Construction Manual, 13 Ed. (Old)AngelTinocoNo ratings yet
- ME 3011D MD1 Welded JointsDocument49 pagesME 3011D MD1 Welded Jointsvivek geddamNo ratings yet
- Cswip 3.0 Course NotesDocument233 pagesCswip 3.0 Course Notescraig woolvine91% (11)
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingcfcshakerNo ratings yet
- Introduction To Welding TechnologyDocument9 pagesIntroduction To Welding Technologyibnu.asad984No ratings yet
- Welding JointDocument5 pagesWelding JointPrajwal BahekarNo ratings yet
- Q2-03, Smaw Teacher's Made LMTDocument6 pagesQ2-03, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- Steel Connections: Pre Pare D by Rayan Mohamme DDocument13 pagesSteel Connections: Pre Pare D by Rayan Mohamme DFAHD ABDUL RAHMANNo ratings yet
- Module 2 NotesDocument14 pagesModule 2 NotesSharad ValviNo ratings yet
- Teknologi Dan Rekayasa: Principles of WeldingDocument23 pagesTeknologi Dan Rekayasa: Principles of WeldingBouzaida MaherNo ratings yet
- Unit 3 & 4 Chapter 1 Welding Introduction by ARSDocument28 pagesUnit 3 & 4 Chapter 1 Welding Introduction by ARSEyob AdNo ratings yet
- PDFDocument15 pagesPDFMatthew HaleNo ratings yet
- Smaw 9 Q3 W2-3Document8 pagesSmaw 9 Q3 W2-3Words Wero MascarinasNo ratings yet
- Shielded Metal Arc Welding (SMAW) NC II: Worksheet Week 1Document9 pagesShielded Metal Arc Welding (SMAW) NC II: Worksheet Week 1Tommy Dela CruzNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Weld Defects Presentation FinalDocument14 pagesWeld Defects Presentation FinalFelix MilanNo ratings yet
- Research-Based Knowledge and Principles of Teaching and LearningDocument4 pagesResearch-Based Knowledge and Principles of Teaching and LearningFelix Milan100% (2)
- Essentials of WeldingDocument11 pagesEssentials of WeldingFelix MilanNo ratings yet
- Q2-01, Smaw Teacher's Made LMTDocument8 pagesQ2-01, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- GAD-based Ic: Lesson ExemplarDocument5 pagesGAD-based Ic: Lesson ExemplarFelix MilanNo ratings yet
- LHT Q3-04-2Document4 pagesLHT Q3-04-2Felix MilanNo ratings yet
- Personal Protective Equipment (PPE)Document24 pagesPersonal Protective Equipment (PPE)Felix MilanNo ratings yet
- GAD-based iC Lesson on Weld Defect RemovalDocument3 pagesGAD-based iC Lesson on Weld Defect RemovalFelix Milan100% (1)
- Division of Cebu Province District of Balamban Ii: Curriculum GuideDocument6 pagesDivision of Cebu Province District of Balamban Ii: Curriculum GuideFelix MilanNo ratings yet
- Correct Arc Length, Correct Travel Speed and Correct Electrode AngleDocument6 pagesCorrect Arc Length, Correct Travel Speed and Correct Electrode AngleFelix MilanNo ratings yet
- Division of Cebu Province District of Balamban Ii: TLE - IAAW9WM-Ie-3)Document5 pagesDivision of Cebu Province District of Balamban Ii: TLE - IAAW9WM-Ie-3)Felix MilanNo ratings yet
- Division of Cebu Province District of Balamban Ii: TLE - IAAW9WM-Ie-3)Document5 pagesDivision of Cebu Province District of Balamban Ii: TLE - IAAW9WM-Ie-3)Felix MilanNo ratings yet
- Q2-04, Smaw Teacher's Made LMTDocument7 pagesQ2-04, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- Q2-03, Smaw Teacher's Made LMTDocument6 pagesQ2-03, Smaw Teacher's Made LMTFelix MilanNo ratings yet
- SMAW Straight Bead GuideDocument7 pagesSMAW Straight Bead GuideFelix MilanNo ratings yet
- Self-Learning Home Task (SLHT)Document6 pagesSelf-Learning Home Task (SLHT)Felix MilanNo ratings yet
- SMAW Straight Bead GuideDocument7 pagesSMAW Straight Bead GuideFelix MilanNo ratings yet
- Quarter 2 - First Summative Test: Department of EducationDocument4 pagesQuarter 2 - First Summative Test: Department of EducationFelix MilanNo ratings yet
- Division of Cebu Province District of Balamban Ii: Curriculum GuideDocument6 pagesDivision of Cebu Province District of Balamban Ii: Curriculum GuideFelix MilanNo ratings yet
- Smaw Module LHT-8 and 9Document7 pagesSmaw Module LHT-8 and 9Felix MilanNo ratings yet
- Self-Learning Home Task (SLHT)Document6 pagesSelf-Learning Home Task (SLHT)Felix MilanNo ratings yet
- Shielded Metal Arc Welding Summative TestDocument4 pagesShielded Metal Arc Welding Summative TestFelix MilanNo ratings yet
- DHVSU Steel Design Module on Tension MembersDocument17 pagesDHVSU Steel Design Module on Tension MembersEdrick BelerNo ratings yet
- Angle of ElevationDocument19 pagesAngle of ElevationRICK GUERRANo ratings yet
- Grizzly G0758 Mill Drill Manual PDFDocument52 pagesGrizzly G0758 Mill Drill Manual PDFMackn918No ratings yet
- DELUXDocument6 pagesDELUXAmit JainNo ratings yet
- Course Introduction:: Advanced Pump TechnologyDocument9 pagesCourse Introduction:: Advanced Pump TechnologyMoucha JustdoitNo ratings yet
- Rotary valves and airlocks guideDocument6 pagesRotary valves and airlocks guidegallowdrNo ratings yet
- Guidelines For Driven Machinery Regulations 2015Document29 pagesGuidelines For Driven Machinery Regulations 2015gNo ratings yet
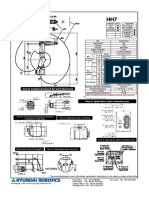
- Hh7 CatalogDocument1 pageHh7 Catalogjitender kumarNo ratings yet
- CG 2020004 01 CHEMGUARD OscillatingMonitorsDocument4 pagesCG 2020004 01 CHEMGUARD OscillatingMonitorsbhima irabattiNo ratings yet
- Technical Data Sheet For The HUS3 Screw Anchor Technical Information ASSET DOC 3357463Document21 pagesTechnical Data Sheet For The HUS3 Screw Anchor Technical Information ASSET DOC 3357463znaky1No ratings yet
- REEDDocument8 pagesREEDWilliam EvansNo ratings yet
- Air Needle Valve - Air Poppets For Plastic InjectionDocument1 pageAir Needle Valve - Air Poppets For Plastic Injectionjkpolino85No ratings yet
- Dodec Spinning Wheel Brochure PDFDocument5 pagesDodec Spinning Wheel Brochure PDFamanda grovesNo ratings yet
- Q35Y-16-List of Technical DocumentDocument3 pagesQ35Y-16-List of Technical DocumentkinfegetaNo ratings yet
- Pulley Dimensions and Belt Specifications TableDocument1 pagePulley Dimensions and Belt Specifications TableyokelomeNo ratings yet
- Heat Transfer Data BookDocument23 pagesHeat Transfer Data BookYeabsraNo ratings yet
- Mechanical Operations Chemical Engineering NotesDocument18 pagesMechanical Operations Chemical Engineering NotesJatin Sharma100% (1)
- Juk LH-3128-7 3128Document48 pagesJuk LH-3128-7 3128RHoska100% (1)
- Shut-Off Valve - Add On Pieces - 20230308 - 075400Document7 pagesShut-Off Valve - Add On Pieces - 20230308 - 075400Mohammad AlmafarjehNo ratings yet
- TerremotoDocument24 pagesTerremotoMurilo Gomes GonçalvesNo ratings yet
- Certificate: Stani Memorial College of Engineering & Technology PHAGI, JAIPUR-303005 Department of Computer EngineeringDocument22 pagesCertificate: Stani Memorial College of Engineering & Technology PHAGI, JAIPUR-303005 Department of Computer EngineeringAmit Choudhary0% (2)
- Boundary Box (Plastic) Standpipes (See List) - Vernon MorrisDocument4 pagesBoundary Box (Plastic) Standpipes (See List) - Vernon MorrisSAIB BRAHIMNo ratings yet
- Commercial Valves: For Safe and Healthy SurroundingsDocument4 pagesCommercial Valves: For Safe and Healthy SurroundingsAntony MylvaganamNo ratings yet
- Cylindrical Mandrel Bending Tester Model 266: Testing Equipment For Quality ManagementDocument2 pagesCylindrical Mandrel Bending Tester Model 266: Testing Equipment For Quality Managementgregorius_williantoNo ratings yet
- Chap14: Metal Forging Processes and EquipmentDocument49 pagesChap14: Metal Forging Processes and EquipmentazemmmNo ratings yet
- How to Use a Thread Die for Cutting ThreadsDocument2 pagesHow to Use a Thread Die for Cutting ThreadsSulthan WildanNo ratings yet
- FMC Fluid Control Systems Ball ValvesDocument8 pagesFMC Fluid Control Systems Ball ValvesleonardoportocNo ratings yet
- Engineers Guide To Shaft Alignment 1661215823Document192 pagesEngineers Guide To Shaft Alignment 1661215823Michael SanchezNo ratings yet
- Robotic Collision Sensor: Engineered Products For Robotic ProductivityDocument23 pagesRobotic Collision Sensor: Engineered Products For Robotic ProductivityChristian FernandezNo ratings yet
- SAE-J1926 Port Reference DimensionsDocument1 pageSAE-J1926 Port Reference DimensionsSamuel RochetteNo ratings yet