You might also like
- Ford Edge Service and Repair ManualDocument3,110 pagesFord Edge Service and Repair Manualferran_alfonso83% (6)
- Yamaha Service Manual GP1300RDocument279 pagesYamaha Service Manual GP1300RCorey BarkerNo ratings yet
- Caterpillar3412 Manual Disassembly&Assembly PDFDocument181 pagesCaterpillar3412 Manual Disassembly&Assembly PDFlancaster2795% (22)
- Ford BSD-444 4.4L 8V L4Document1 pageFord BSD-444 4.4L 8V L4ferran_alfonso33% (3)
- Toyota Forklift Trucks 11Z - 12Z - 13Z - 14Z Engine Repair Manual C4615-1Document228 pagesToyota Forklift Trucks 11Z - 12Z - 13Z - 14Z Engine Repair Manual C4615-1Александр100% (11)
- Yanmar 3t90tj 1.7l 6vDocument3 pagesYanmar 3t90tj 1.7l 6vferran_alfonso0% (1)
- 5-116 Final PDFDocument342 pages5-116 Final PDFLeonardo Avila100% (1)
- Parts Manual: Shibaura Diesel EngineDocument44 pagesParts Manual: Shibaura Diesel EngineFelipe donosoNo ratings yet
- 3.0L DuratecDocument9 pages3.0L Duratecferran_alfonso100% (2)
- p3 5S-FE+ENGINE+REPAIR+MANUAL PDFDocument74 pagesp3 5S-FE+ENGINE+REPAIR+MANUAL PDFMuhammad Safdar100% (2)
- Hino H07C H07CT Valve Adjustment and Valve Lash Clearance SpecificationsDocument2 pagesHino H07C H07CT Valve Adjustment and Valve Lash Clearance Specificationsferran_alfonso0% (1)
- Circle TimingDocument3 pagesCircle TimingEldridgeNo ratings yet
- Specifications: Cat C7.1 ACERT™ Industrial Power Unit IndustrialDocument14 pagesSpecifications: Cat C7.1 ACERT™ Industrial Power Unit IndustrialAbo Achraf LaalawiNo ratings yet
- Agco Sisu 420DS 4.4L 8V Ohv L4Document2 pagesAgco Sisu 420DS 4.4L 8V Ohv L4ferran_alfonso0% (1)
- Cylinder Head: C15 On Highway EngineDocument11 pagesCylinder Head: C15 On Highway EngineJohan Ricardo HUANCA ESPINOZANo ratings yet
- Backhoe Loaders Backhoe LoadersDocument39 pagesBackhoe Loaders Backhoe Loadershamdi galipNo ratings yet
- Engine Performance Data at 1500 RPM: QSL 1 Cummins IncDocument4 pagesEngine Performance Data at 1500 RPM: QSL 1 Cummins Incmohsen_cummins100% (1)
- Engine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenDocument4 pagesEngine Valve Lash - Inspect/Adjust: Shutdown SIS Previous ScreenSteven Manuputty100% (1)
- Piston and Rings: C4.4 Engines For Caterpillar Built MachinesDocument4 pagesPiston and Rings: C4.4 Engines For Caterpillar Built MachinesDiego Alejandro QuinteroNo ratings yet
- Systems Operation Testing and Adjusting PDFDocument64 pagesSystems Operation Testing and Adjusting PDFsfsdffdsdfsdfsdfNo ratings yet
- Automotive FundamentalsDocument53 pagesAutomotive FundamentalssebsrayNo ratings yet
- PL80 S6D95L-1 22842-Or EG85Document50 pagesPL80 S6D95L-1 22842-Or EG85yosy prastiyo100% (1)
- Part Book Da Máquina GD655 5 S N B40001 UPDocument390 pagesPart Book Da Máquina GD655 5 S N B40001 UPkit101100% (1)
- Caterpillar 3204dt 5.2l 8vDocument3 pagesCaterpillar 3204dt 5.2l 8vferran_alfonso50% (2)
- Sm-Volkswagen Tdi 3.0l v6 Diesel Marine Engine Service Repair ManualDocument29 pagesSm-Volkswagen Tdi 3.0l v6 Diesel Marine Engine Service Repair ManualAlberto60% (5)
- Informacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297Document13 pagesInformacion Cat 236D Motor C3.3B Serie 8de2123 Serie Maquina 236dampw00297hector100% (3)
- Manual de Taller Geely CKDocument392 pagesManual de Taller Geely CKMerlin Huerta100% (3)
- Bronzinas 3114 3116 3126 STD e Sob MedidaDocument8 pagesBronzinas 3114 3116 3126 STD e Sob Medidapaimporcate67% (3)
- LG1165Document128 pagesLG1165Hisham Ahmad Alyan100% (1)
- Yanmar 3T90TJ 1.7L 6VDocument3 pagesYanmar 3T90TJ 1.7L 6Vferran_alfonso0% (1)
- Shop Manual BF75D - BF90D 2006-2011Document635 pagesShop Manual BF75D - BF90D 2006-2011megclay100% (2)
- Cummins QSB Tier 3 PresentationDocument59 pagesCummins QSB Tier 3 PresentationAnders Hedlöf100% (2)
- Volvo EC140B LC, EC140B LCM Excavator Parts Catalogue Manual (SN 10001 - 15000)Document25 pagesVolvo EC140B LC, EC140B LCM Excavator Parts Catalogue Manual (SN 10001 - 15000)Jose Luis CastilloNo ratings yet
- Cummins Isx Overhaul Kit Por CPL PDFDocument12 pagesCummins Isx Overhaul Kit Por CPL PDFAlexis Sanchez0% (1)
- 11 MiscellaneousDocument141 pages11 MiscellaneousDing DangNo ratings yet
- I C EngineDocument73 pagesI C EngineHarshit AgarwalNo ratings yet
- AX-BX Trucks H20-25 Gas Engine Parts Book - PM167Document86 pagesAX-BX Trucks H20-25 Gas Engine Parts Book - PM167Alejandro Maya0% (1)
- TM9 2320 260 34 1Document660 pagesTM9 2320 260 34 1ferran_alfonsoNo ratings yet
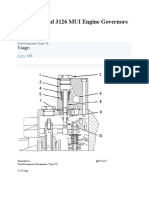
- 3114, 3116 and 3126 MUI Engine Governors Caterpillar: UsageDocument2 pages3114, 3116 and 3126 MUI Engine Governors Caterpillar: UsagezeljkoNo ratings yet
- CH 06 - Aircraft SystemsDocument40 pagesCH 06 - Aircraft SystemsFahmi Prayogi100% (1)
- Cylinder Head - Install: Cerrar SIS Pantalla AnteriorDocument21 pagesCylinder Head - Install: Cerrar SIS Pantalla AnteriorReymundo Enrique Dominguez Hernandez100% (1)
- Yammar 4TNV88 2.2L 8VDocument4 pagesYammar 4TNV88 2.2L 8Vferran_alfonsoNo ratings yet
- Carraro AXLE 28.32M 644686Document8 pagesCarraro AXLE 28.32M 644686KilluaR32No ratings yet
- WA180-3 S/N 53001-UP (M/C)Document392 pagesWA180-3 S/N 53001-UP (M/C)wiluxaju100% (1)
- RepairStats NEF67 MechEngines Mar05 PDFDocument20 pagesRepairStats NEF67 MechEngines Mar05 PDFpckey100% (1)
- E175BDocument640 pagesE175BLuzioNeto100% (1)
- Ec210b D6DDocument1 pageEc210b D6DTatiano BrolloNo ratings yet
- Cylinder Head - Install: Disassembly and AssemblyDocument8 pagesCylinder Head - Install: Disassembly and Assemblyhocine gherbiNo ratings yet
- Chery Sqre4g16 1.6L 16V Dohc L4 PDFDocument4 pagesChery Sqre4g16 1.6L 16V Dohc L4 PDFferran_alfonsoNo ratings yet
- Chery Sqre4g16 1.6L 16V Dohc L4 PDFDocument4 pagesChery Sqre4g16 1.6L 16V Dohc L4 PDFferran_alfonsoNo ratings yet
- Weichai Diesel Engine WD615-KatalogDocument55 pagesWeichai Diesel Engine WD615-KatalogВикторNo ratings yet
- Chrysler Edg-Ed3 Dohc 2.4L 16VDocument5 pagesChrysler Edg-Ed3 Dohc 2.4L 16Vferran_alfonso100% (1)
- Herramientas Puesta A Tiempo Motor Crafter 2.5LDocument7 pagesHerramientas Puesta A Tiempo Motor Crafter 2.5Lferran_alfonso100% (1)
- Disassemble Transmission PDFDocument38 pagesDisassemble Transmission PDFIvan Alex Escobar100% (2)
- Cabeçote Motor c7Document8 pagesCabeçote Motor c7Alaina SousaNo ratings yet
- Chery - SQR477F 1.5L 16V Sohc L4Document4 pagesChery - SQR477F 1.5L 16V Sohc L4ferran_alfonso0% (2)
- Manual Motor JCB 444Document122 pagesManual Motor JCB 444Carlos Barbosa100% (1)
- 6BT5.9G2 CPL1189 So40147Document85 pages6BT5.9G2 CPL1189 So40147Alexis SanchezNo ratings yet
- Arrangement 231-0178 Perkins Part Numbers For CAT 3054CDocument133 pagesArrangement 231-0178 Perkins Part Numbers For CAT 3054CJorge Miranda100% (1)
- CAT 12g CHEABE 2Document9 pagesCAT 12g CHEABE 2lahcen boudaoudNo ratings yet
- M18 018 eDocument3 pagesM18 018 eFalgon IslamNo ratings yet
- Transmissao 938Document58 pagesTransmissao 938Jose De Moura CamaraNo ratings yet
- Main Bearing Journal: Shutdown SIS Previous ScreenDocument3 pagesMain Bearing Journal: Shutdown SIS Previous Screenariy yuli styawanNo ratings yet
- Transmission Oil Pump (3S2616) : EspecificaçõesDocument2 pagesTransmission Oil Pump (3S2616) : EspecificaçõesRaphael Bueno0% (1)
- Kubota V2402-M-E3B - CAT C2.4 304E & 305.5 E & 306E2 EngineDocument2 pagesKubota V2402-M-E3B - CAT C2.4 304E & 305.5 E & 306E2 EngineWai Min100% (1)
- Hyundai R210LC-7Document8 pagesHyundai R210LC-7Keron TrotzNo ratings yet
- Perkins: Engine: 1006E-6TW CC6.60Document2 pagesPerkins: Engine: 1006E-6TW CC6.60Apri Alhaddad100% (1)
- 3064 3066 Cylinder Head - InstallDocument4 pages3064 3066 Cylinder Head - InstallWilfer Grain100% (1)
- Cat 3114, 3116, 3126Document1 pageCat 3114, 3116, 3126arcazulproveeduria16No ratings yet
- BF4M 2011Document2 pagesBF4M 2011LUIS ANGEL50% (2)
- 3054c Pistons and Connecting Rods - RemoveDocument4 pages3054c Pistons and Connecting Rods - RemoveAlissontrin100% (1)
- Volvo D5 Engine 2011Document42 pagesVolvo D5 Engine 2011vd engineeringNo ratings yet
- C6.6 Connecting Rod FittingDocument5 pagesC6.6 Connecting Rod FittingsenNo ratings yet
- Catalogo Carreg Mich 75III PDFDocument278 pagesCatalogo Carreg Mich 75III PDFALPEL ALBISNo ratings yet
- Medidas y Torque Cilindros y BloqueDocument4 pagesMedidas y Torque Cilindros y BloqueIvan Castellanos100% (1)
- Catalogo Linha Truck Mte Thomson 2015Document44 pagesCatalogo Linha Truck Mte Thomson 2015Fabricio LimaNo ratings yet
- Massey Ferguson MF 185 TRACTOR (GB) Service Parts Catalogue Manual (Part Number 819615)Document14 pagesMassey Ferguson MF 185 TRACTOR (GB) Service Parts Catalogue Manual (Part Number 819615)hujiao6607280No ratings yet
- Motor PerkinsDocument2 pagesMotor PerkinsFredy Castro100% (1)
- Tractor Fiat 480 Firing OrderDocument2 pagesTractor Fiat 480 Firing OrderRehan RashidNo ratings yet
- Part Book KomatsuDocument12 pagesPart Book KomatsuEm sulistioNo ratings yet
- Fuel Injection Pump and Drive, 4-390 Engine, 4T-390 EngineDocument3 pagesFuel Injection Pump and Drive, 4-390 Engine, 4T-390 EngineJESUS100% (1)
- 3 Short Engine - Assembly (Rg40024)Document2 pages3 Short Engine - Assembly (Rg40024)Tyler Goodwin100% (1)
- lp750 NDDocument44 pageslp750 NDdiabalziabNo ratings yet
- Manual de Motor c1 1 Caterpillar LuminariasDocument36 pagesManual de Motor c1 1 Caterpillar LuminariasrobertNo ratings yet
- Cummins Engine Datasheet: Engine Model 4Bt3.9-G2 Performance Curve FR L003Document5 pagesCummins Engine Datasheet: Engine Model 4Bt3.9-G2 Performance Curve FR L003Encep Zaenal MNo ratings yet
- Section 6-2Document80 pagesSection 6-2Raidul WafiNo ratings yet
- 3500 ENGINE Specifications Pistons and RingsDocument5 pages3500 ENGINE Specifications Pistons and RingsVan Phuc ThaiNo ratings yet
- Overhaul: 1. Remove Oil Pump Strainer SetDocument3 pagesOverhaul: 1. Remove Oil Pump Strainer SetHenry SilvaNo ratings yet
- Oil Pump Assy (1Az-Fe) : OverhaulDocument2 pagesOil Pump Assy (1Az-Fe) : OverhaulHenry SilvaNo ratings yet
- Especificaciones 3304Document196 pagesEspecificaciones 3304insano008No ratings yet
- Spesifikasi Conrod C6.4Document3 pagesSpesifikasi Conrod C6.4JebrodNo ratings yet
- 61SNC01 - 07 - Engine Mechanical - BlockDocument30 pages61SNC01 - 07 - Engine Mechanical - BlockangelvalladaresNo ratings yet
- Yamaha 6D9 1.6L 16VDocument2 pagesYamaha 6D9 1.6L 16Vferran_alfonsoNo ratings yet
- Yamaha 3D91 0.125L 2VDocument2 pagesYamaha 3D91 0.125L 2Vferran_alfonsoNo ratings yet
- Chrysler Pentastar 3.6l v6 24vDocument10 pagesChrysler Pentastar 3.6l v6 24vferran_alfonso100% (5)
- Chapter 2 Part C 3.OL V6 Engine: GeneralDocument16 pagesChapter 2 Part C 3.OL V6 Engine: Generalferran_alfonsoNo ratings yet
- Chery SQR372 0.8LDocument8 pagesChery SQR372 0.8Lferran_alfonsoNo ratings yet
- Betico SB1Document1 pageBetico SB1Jefferson Humberto HerreraNo ratings yet
- 1100 Buggy Service ManualDocument54 pages1100 Buggy Service Manualferran_alfonsoNo ratings yet
- SB 10044035 5193 PDFDocument5 pagesSB 10044035 5193 PDFferran_alfonsoNo ratings yet
- Crafter 2.5LDocument60 pagesCrafter 2.5Lferran_alfonsoNo ratings yet
- ABC Catalog Part5 DZC in VDocument4 pagesABC Catalog Part5 DZC in VYves DelandmeterNo ratings yet
- 2007 85 SX 1714 EngineDocument24 pages2007 85 SX 1714 EnginecharlesNo ratings yet
- Ruggerini RD180-181, RD200-201, RD220-240, RD270-278Document19 pagesRuggerini RD180-181, RD200-201, RD220-240, RD270-278Paky PakicNo ratings yet
- Cummins CELECT Electronic Injector Parts PDFDocument6 pagesCummins CELECT Electronic Injector Parts PDFLuis Alberto Gutierrez LeyvaNo ratings yet
- Electronic Parts Catalog - Option DetailDocument3 pagesElectronic Parts Catalog - Option DetailmunhNo ratings yet
- 噴射發動機原理Theory of Jet EngineDocument6 pages噴射發動機原理Theory of Jet Engineeric1961lkNo ratings yet
- UntitledDocument64 pagesUntitledEngine Parts ShanNo ratings yet
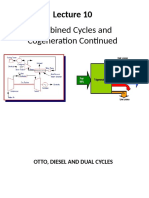
- Lecture 10xx 2Document66 pagesLecture 10xx 2King Cyruz PabloNo ratings yet
- Cummins WFDocument2 pagesCummins WFavinashNo ratings yet
- UNIT I: Basic of I C EngineDocument142 pagesUNIT I: Basic of I C EngineAnand KesarkarNo ratings yet
- Referencia 0052-1601 0056-1600 010200 010402 010404 010406Document112 pagesReferencia 0052-1601 0056-1600 010200 010402 010404 010406thehorsecrewNo ratings yet
- MTD Big Bore Engines 78 277cc 83 357cc 90 420cc Repair Manual PDFDocument136 pagesMTD Big Bore Engines 78 277cc 83 357cc 90 420cc Repair Manual PDFGiedrius MalinauskasNo ratings yet
- Инструменты CfrDocument34 pagesИнструменты CfruimbergNo ratings yet