You might also like
- TS en 1371-1Document25 pagesTS en 1371-1Gökhan ÇiçekNo ratings yet
- TS en 12680-1Document31 pagesTS en 12680-1AgahNo ratings yet
- TS EN 1291 Kaynak Mt-Kabul Sev PDFDocument8 pagesTS EN 1291 Kaynak Mt-Kabul Sev PDFBurak ÖzbakirNo ratings yet
- TS en Iso 9934-1,2007Document17 pagesTS en Iso 9934-1,2007Gökhan TEZCANNo ratings yet
- TS en 970Document14 pagesTS en 970Burak LökNo ratings yet
- TS en 583-2Document33 pagesTS en 583-2AgahNo ratings yet
- 2 Ts en 13018 05 02 2003Document8 pages2 Ts en 13018 05 02 2003AvcıNo ratings yet
- TS en 1371-2Document14 pagesTS en 1371-2Gökhan Çiçek67% (3)
- TS en 10305-3 PDFDocument21 pagesTS en 10305-3 PDFmxnoxnNo ratings yet
- Kaynak Avrupa StandartlarıDocument8 pagesKaynak Avrupa StandartlarıMustafa önenNo ratings yet
- TS en Iso 5817 PDFDocument30 pagesTS en Iso 5817 PDFUfuk Gamze OkumuşNo ratings yet
- TS en Iso 3452 4 PDFDocument7 pagesTS en Iso 3452 4 PDFSüleyman ÖzkahramanNo ratings yet
- Katalogs-1343-TS en 13445 5 Basınçlı KaplarDocument70 pagesKatalogs-1343-TS en 13445 5 Basınçlı KaplarYusuf Yıldırım100% (1)
- TS en Iso 15614 11Document28 pagesTS en Iso 15614 11Emrah Akcay100% (1)
- 9013 TS en IsoDocument29 pages9013 TS en Isodepeche1modeNo ratings yet
- Tahribatsız MuayeneDocument15 pagesTahribatsız MuayeneÖzgür Berk Sarısakal100% (1)
- TS en Iso 3059Document15 pagesTS en Iso 3059Ahmet Şafak GençNo ratings yet
- TS en 10228-2Document7 pagesTS en 10228-2Gökhan ÇiçekNo ratings yet
- TS en Iso 3452-3Document8 pagesTS en Iso 3452-3Gökhan Çiçek0% (1)
- MT Güncel StandartlarDocument1 pageMT Güncel StandartlarOnur Oskay Saatçı100% (1)
- Ts en 571-1 (Penetrant Muayene)Document15 pagesTs en 571-1 (Penetrant Muayene)lalamed21No ratings yet
- TS en Iso 3834 3 PDFDocument11 pagesTS en Iso 3834 3 PDFFeratNo ratings yet
- TS en Iso 9712Document43 pagesTS en Iso 9712hanoguzdNo ratings yet
- TS en 10246-11Document9 pagesTS en 10246-11Gökhan ÇiçekNo ratings yet
- TS en Iso 9606-1-2017Document32 pagesTS en Iso 9606-1-2017Akademi NDTNo ratings yet
- TS en Iso 15613 PDFDocument10 pagesTS en Iso 15613 PDFFeratNo ratings yet
- TS 237 en 10233Document5 pagesTS 237 en 10233CEMRE YAŞLINo ratings yet
- TS en Iso 10042 PDFDocument32 pagesTS en Iso 10042 PDFFeratNo ratings yet
- TS en 287-1Document37 pagesTS en 287-1Ferdi DirekNo ratings yet
- Girdi Muayene Deney FormuDocument1 pageGirdi Muayene Deney FormuÖnder HançerNo ratings yet
- TS 6868 3 en Iso 9606 3 PDFDocument23 pagesTS 6868 3 en Iso 9606 3 PDFFeratNo ratings yet
- TS en Iso 5817Document30 pagesTS en Iso 5817Ahmet ÖZTAŞÇINo ratings yet
- TS en 10089Document34 pagesTS en 10089Anonymous 8bcfRFQhNo ratings yet
- Sivi Penetrant Muayene Prosedürü 01.06.2011 (En)Document9 pagesSivi Penetrant Muayene Prosedürü 01.06.2011 (En)XNo ratings yet
- TS en 10058Document9 pagesTS en 10058ÖZGÜRNo ratings yet
- TS en 10020 Celik Tipleri Tarif Ve SiniflamaDocument8 pagesTS en 10020 Celik Tipleri Tarif Ve SiniflamaFaruk AtalarNo ratings yet
- 9013 Ts en Iso PDFDocument29 pages9013 Ts en Iso PDFtekno foniNo ratings yet
- TS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağiDocument18 pagesTS 11429 en Iso 6520-2 Geometri̇k Kusurlarin Basinç KaynağitmtndtNo ratings yet
- TS en Iso 3506 4Document27 pagesTS en Iso 3506 4tmekanikNo ratings yet
- TS 7307 en ISO 4063 Kaynak Yontem AdlarıDocument11 pagesTS 7307 en ISO 4063 Kaynak Yontem AdlarıMustafa EyisoyNo ratings yet
- TS en ISO 5817-Kaynak Kabul KriterleriDocument39 pagesTS en ISO 5817-Kaynak Kabul KriterleriBasar100% (1)
- Tahribatsiz MuayeneDocument49 pagesTahribatsiz Muayenemetasla100% (1)
- TS en 10220 Çeli̇k Borular Bi̇ri̇m Uznluk Kütleleri̇Document11 pagesTS en 10220 Çeli̇k Borular Bi̇ri̇m Uznluk Kütleleri̇MericNo ratings yet
- TS en ISO 17025 AkreditasyonDocument28 pagesTS en ISO 17025 AkreditasyonYalnizgezenNo ratings yet
- TS en Iso 5817Document30 pagesTS en Iso 5817Burak Özbakir100% (3)
- TS en Iso 3452-2 PDFDocument31 pagesTS en Iso 3452-2 PDFBurak Özbakir100% (1)
- TS 4313 en Iso 2409-1999Document13 pagesTS 4313 en Iso 2409-1999Gökhan ÇiçekNo ratings yet
- TS en Iso 15614-1Document31 pagesTS en Iso 15614-1sortancil67% (3)
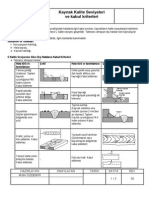
- Kaynak Kalite SeviyeleriDocument3 pagesKaynak Kalite SeviyelerierenbasaraNo ratings yet
- TS 2023-1 en Iso 2566-1 PDFDocument35 pagesTS 2023-1 en Iso 2566-1 PDFmemoNo ratings yet
- 537 TS en 12681Document21 pages537 TS en 12681duygu89No ratings yet
- TS en Iso 12944-1Document10 pagesTS en Iso 12944-1Delil Ozan0% (1)
- TS en 583-1Document11 pagesTS en 583-1AgahNo ratings yet
- TS en 10228-3Document18 pagesTS en 10228-3AgahNo ratings yet
- TS en 12668-1Document41 pagesTS en 12668-1AgahNo ratings yet
- TS en 12680-3Document18 pagesTS en 12680-3AgahNo ratings yet
- TS en 1289Document9 pagesTS en 1289wefewfwefNo ratings yet
- TS en 12223Document10 pagesTS en 12223AgahNo ratings yet
- C5-TS en 10160 2006 PDFDocument13 pagesC5-TS en 10160 2006 PDFDelil OzanNo ratings yet
- TS en Iso 15630 1Document19 pagesTS en Iso 15630 1Sana NeNo ratings yet
- TS en 12668-1Document41 pagesTS en 12668-1AgahNo ratings yet
- TS en 12680-3Document18 pagesTS en 12680-3AgahNo ratings yet
- TS en 27963Document9 pagesTS en 27963AgahNo ratings yet
- Excel'e GirişDocument3 pagesExcel'e GirişankamehmetNo ratings yet
- TS en 12668-2Document46 pagesTS en 12668-2AgahNo ratings yet
- TS en 12668-1Document41 pagesTS en 12668-1AgahNo ratings yet
- TS en 10228-3Document18 pagesTS en 10228-3AgahNo ratings yet
- TS en 10228-4Document19 pagesTS en 10228-4AgahNo ratings yet
- TS en 10228-3Document18 pagesTS en 10228-3AgahNo ratings yet
- TS en 1713Document15 pagesTS en 1713AgahNo ratings yet
- TS en 12223Document10 pagesTS en 12223AgahNo ratings yet
- TS en 583-2Document33 pagesTS en 583-2AgahNo ratings yet
- TS en 1714Document26 pagesTS en 1714AgahNo ratings yet
- TS en 583-3Document8 pagesTS en 583-3AgahNo ratings yet
- 1418 PDFDocument16 pages1418 PDFsmylmrNo ratings yet
- 11-Kaynak Kosullari Altinda Sertlik-Soguma Parametreleri E..2Document7 pages11-Kaynak Kosullari Altinda Sertlik-Soguma Parametreleri E..2AgahNo ratings yet
- TS en 1712Document12 pagesTS en 1712AgahNo ratings yet
- TS 2535-1 EN 10088-1 Paslanmaz ÇeliklerDocument17 pagesTS 2535-1 EN 10088-1 Paslanmaz ÇeliklerGökhan TEZCANNo ratings yet
- En Ok Kullanilan Ngilizce KelimelerDocument54 pagesEn Ok Kullanilan Ngilizce KelimelerJordache RamsonNo ratings yet
- TS en 583-1Document11 pagesTS en 583-1AgahNo ratings yet
- 10 - Austenitik Krom-Nikel Paslanmaz CeliklerDocument20 pages10 - Austenitik Krom-Nikel Paslanmaz CeliklerAgahNo ratings yet
- İngİlİzce DerslerİDocument113 pagesİngİlİzce DerslerİAgahNo ratings yet
- 11-Kaynak Kosullari Altinda Sertlik-Soguma Parametreleri E..2Document7 pages11-Kaynak Kosullari Altinda Sertlik-Soguma Parametreleri E..2AgahNo ratings yet
- 1-2-3-4-Bolum II - Kaynakli Birlestirme Yerlerinin Ic YapisiDocument10 pages1-2-3-4-Bolum II - Kaynakli Birlestirme Yerlerinin Ic YapisiAgahNo ratings yet
- 09 - Kromlu CeliklerDocument9 pages09 - Kromlu CeliklerAgahNo ratings yet
- İngilizce Zamanlar - English Tenses - 1Document9 pagesİngilizce Zamanlar - English Tenses - 1a_metin_130% (1)
- Kaynaklarin Gaz AbrorbsiyonuDocument15 pagesKaynaklarin Gaz Abrorbsiyonubedo.chemicalNo ratings yet
- 01-Demir Disi Metallerin Kaynagina GirisDocument11 pages01-Demir Disi Metallerin Kaynagina GirisAgahNo ratings yet