You might also like
- Preparation of Glyptal Resin: Chemical Engineering DepartmentDocument2 pagesPreparation of Glyptal Resin: Chemical Engineering DepartmentnithansaNo ratings yet
- Building Services - Iii: 3 Year BS - Semester 1Document32 pagesBuilding Services - Iii: 3 Year BS - Semester 1TaanayaNo ratings yet
- CONDUCTORSDocument79 pagesCONDUCTORSniloNo ratings yet
- Presentation on Viscometer and its ApplicationsDocument21 pagesPresentation on Viscometer and its ApplicationsAlamin Saj EngineeringNo ratings yet
- Value Chain Management Process: Akij Poly FiberDocument29 pagesValue Chain Management Process: Akij Poly FiberShahriar Kabir100% (1)
- Glass ManufacturingDocument4 pagesGlass ManufacturingEM EZNo ratings yet
- Dyes For CelluloseDocument18 pagesDyes For CelluloseAhmad ButtNo ratings yet
- Flexible Circuit Technology and Its ApplicationsDocument59 pagesFlexible Circuit Technology and Its ApplicationsEstheban LeyNo ratings yet
- CH 5 Plastic ProcessingDocument23 pagesCH 5 Plastic ProcessingSahibsartaj Dhaliwal83% (6)
- Rubber Plastics Glass MCQ IppiDocument17 pagesRubber Plastics Glass MCQ IppiBien0% (1)
- Lecture 31 PDFDocument4 pagesLecture 31 PDFBhavesh Dilip ChanchlaniNo ratings yet
- Chapter OneDocument80 pagesChapter OneMurad Eltaher100% (1)
- 1.1. Industrial Wastewater Reuse - The Case of The Textile IndustryDocument52 pages1.1. Industrial Wastewater Reuse - The Case of The Textile Industrymalymdah100% (2)
- The Plastic Manufacturing ProcessDocument2 pagesThe Plastic Manufacturing Processskiran_56No ratings yet
- Pneumatic Injection Moulding Machine DesignDocument41 pagesPneumatic Injection Moulding Machine DesignAravind Aruchamy100% (4)
- DPT Syllabus 2016Document55 pagesDPT Syllabus 2016Sarita RaturiNo ratings yet
- Non-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningDocument24 pagesNon-Traditional Machining: Thermal Metal Removal Processes: Electric Discharge MachiningSatish SatiNo ratings yet
- 40 Silicone Rubbers Properties and Applications Hans MuellerDocument47 pages40 Silicone Rubbers Properties and Applications Hans MuellerSalihin FhooziNo ratings yet
- CENTURY RAYON Is A Division of Century TextilesDocument44 pagesCENTURY RAYON Is A Division of Century TextilesMukesh ManwaniNo ratings yet
- Dairy Waste N ManagementDocument11 pagesDairy Waste N ManagementMudit MisraNo ratings yet
- Internship ReportDocument7 pagesInternship ReportMoiz EhsanNo ratings yet
- Lecture Notes Chapter 4 PDFDocument50 pagesLecture Notes Chapter 4 PDFHui ShanNo ratings yet
- Ceramics, PolymersDocument7 pagesCeramics, PolymersArnab Saha100% (1)
- Report On A Visit To To BjriDocument16 pagesReport On A Visit To To BjriTalal HossainNo ratings yet
- Effect of Alkali Treatment On The Mechanical Properties of Raffia Palm Fibres/Oil Bean Pod Shell Reinforced Epoxy Hybrid CompositeDocument6 pagesEffect of Alkali Treatment On The Mechanical Properties of Raffia Palm Fibres/Oil Bean Pod Shell Reinforced Epoxy Hybrid CompositePremier PublishersNo ratings yet
- Industrial Visit Report to India Glycols LimitedDocument26 pagesIndustrial Visit Report to India Glycols LimitedVindhyavasini saroj100% (1)
- Polymer Extrusion Experimental Report: April 2018Document9 pagesPolymer Extrusion Experimental Report: April 2018Mehmet Sarı100% (1)
- Chemistryinvestigatoryproject 170821161814Document18 pagesChemistryinvestigatoryproject 170821161814Arush TiwariNo ratings yet
- Class MercerizationDocument20 pagesClass Mercerizationbg2108100% (1)
- Textile WastewaterDocument6 pagesTextile WastewaternehaNo ratings yet
- Composite Materials 2marksDocument46 pagesComposite Materials 2marksHemaprasanthNo ratings yet
- Oxalicacidmanufacturing 201231154014Document18 pagesOxalicacidmanufacturing 201231154014Mg H100% (1)
- Industrial Training Presentation on 132KV Interlinking and 220/132KV SubstationDocument24 pagesIndustrial Training Presentation on 132KV Interlinking and 220/132KV SubstationVinay ChandelNo ratings yet
- Potato Cutting MachineDocument3 pagesPotato Cutting MachineRegine SagadNo ratings yet
- Lab Report 2Document21 pagesLab Report 2Cherif ChokeirNo ratings yet
- Unit Ii: Count of The YarnDocument9 pagesUnit Ii: Count of The YarngowriNo ratings yet
- Central Institute of Plastics Engineering and Technology, LucknowDocument12 pagesCentral Institute of Plastics Engineering and Technology, Lucknowkiran yadavNo ratings yet
- Dyeing Wool, Silk and Cotton with Malachite GreenDocument11 pagesDyeing Wool, Silk and Cotton with Malachite GreenakashNo ratings yet
- Tissue CultureDocument32 pagesTissue CultureYash WardhanNo ratings yet
- Homemade Vacuum Cleaner Mini Project ReportDocument20 pagesHomemade Vacuum Cleaner Mini Project ReportVijaya WamanNo ratings yet
- Working of Water Treatment PlantDocument19 pagesWorking of Water Treatment PlantJunaid Danish100% (1)
- Advanced Production and Process3Document35 pagesAdvanced Production and Process3christo royNo ratings yet
- Unit 1Document22 pagesUnit 1ShyamalaNo ratings yet
- Fabrication of Plastics, Ceramics, and Composites: (Review)Document34 pagesFabrication of Plastics, Ceramics, and Composites: (Review)Joshua StrykrNo ratings yet
- Inter LiningDocument24 pagesInter LiningblokeyesNo ratings yet
- Waste Water Management in Textile Processing IndustryDocument107 pagesWaste Water Management in Textile Processing IndustryDr. Akepati Sivarami Reddy100% (7)
- Chemistry: Preparation of Rayon From Filter PaperDocument26 pagesChemistry: Preparation of Rayon From Filter PaperakileshNo ratings yet
- Extrusion and Injection Molding of PolymersDocument4 pagesExtrusion and Injection Molding of PolymerssivaNo ratings yet
- Chapter Five PDFDocument24 pagesChapter Five PDFعبدالله رعد حران 32No ratings yet
- Manufacturing Tech-1Document6 pagesManufacturing Tech-1Vikram Rao0% (1)
- Carpet HandbookDocument59 pagesCarpet HandbookAghy Farid HidayatullahNo ratings yet
- Investigation of Mechanical and Electrical Properties of Kevlar/e-Glass and Basalt/e-Glass Reinforced Hybrid CompositesDocument8 pagesInvestigation of Mechanical and Electrical Properties of Kevlar/e-Glass and Basalt/e-Glass Reinforced Hybrid CompositesTJPRC PublicationsNo ratings yet
- Calendering in Paper IndustryDocument2 pagesCalendering in Paper IndustryLOKESHWARAN K CHEM-UG- 2017 BATCHNo ratings yet
- Tool Room Project ReportDocument49 pagesTool Room Project Reportlokeshkrkushwaha67% (3)
- Velox BoilerDocument16 pagesVelox BoilerDr. BIBIN CHIDAMBARANATHAN100% (1)
- 1b. Introduction - Classification of InstrumentDocument30 pages1b. Introduction - Classification of Instrumenttkjing33% (6)
- Manufacturing of Plastic ComponentsDocument50 pagesManufacturing of Plastic ComponentsrameshwarmaNo ratings yet
- MWP11A - Learning Unit 8 PlasticsDocument17 pagesMWP11A - Learning Unit 8 PlasticsThapelo MokoenaNo ratings yet
- Module 2Document40 pagesModule 2PANKAJ KUMARNo ratings yet
- Unit v-mt1Document22 pagesUnit v-mt1Mareeswaran Maruthamuthu MNo ratings yet
- Tools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Document60 pagesTools Jigs and Die Design (Meng5323) : by Fisha Biruk (M.SC.)Tamirat NemomsaNo ratings yet
- Chapter 4 Die DesignDocument102 pagesChapter 4 Die DesignTamirat Nemomsa100% (3)
- Tools, Jigs and Die Design GuideDocument43 pagesTools, Jigs and Die Design GuideTamirat NemomsaNo ratings yet
- Chapter 2 Milling FixturesDocument15 pagesChapter 2 Milling FixturesTamirat NemomsaNo ratings yet
- Toolchapter 1 Tool JigDocument66 pagesToolchapter 1 Tool JigTamirat NemomsaNo ratings yet
- Toolchapter 1 Tool JigDocument66 pagesToolchapter 1 Tool JigTamirat NemomsaNo ratings yet
- Table B.2 Tolerance Limits For Selected Shafts (Shaft Basis)Document2 pagesTable B.2 Tolerance Limits For Selected Shafts (Shaft Basis)Tamirat NemomsaNo ratings yet
- Tools, Jigs and Die Design GuideDocument2 pagesTools, Jigs and Die Design GuideTamirat Nemomsa100% (1)
- Chapter 6Document4 pagesChapter 6Tamirat NemomsaNo ratings yet
- Bending DiesDocument31 pagesBending DiesTamirat Nemomsa100% (1)
- Course Outline-Introduction To Tribology-MEng5302Document2 pagesCourse Outline-Introduction To Tribology-MEng5302Tamirat NemomsaNo ratings yet
- Chapter 2 Design Part2-1Document52 pagesChapter 2 Design Part2-1Tamirat NemomsaNo ratings yet
- Die Design Fundamentals PDFDocument264 pagesDie Design Fundamentals PDFRajesh KumarNo ratings yet
- Data Tables For Design of Simple JigDocument4 pagesData Tables For Design of Simple JigTamirat NemomsaNo ratings yet
- Chapter 4Document10 pagesChapter 4Tamirat NemomsaNo ratings yet
- Chapter 4Document10 pagesChapter 4Tamirat NemomsaNo ratings yet
- Chapter 7Document6 pagesChapter 7Tamirat NemomsaNo ratings yet
- 07 Chapter2Document23 pages07 Chapter2Hari HaranNo ratings yet
- Bearing Materials: Selection Criteria For A Bearing MaterialDocument6 pagesBearing Materials: Selection Criteria For A Bearing MaterialTamirat NemomsaNo ratings yet
- Chapter 6Document4 pagesChapter 6Tamirat NemomsaNo ratings yet
- Hydrodynamic Lubrication ExplainedDocument41 pagesHydrodynamic Lubrication ExplainedTamirat NemomsaNo ratings yet
- Chapter 2 FinalDocument26 pagesChapter 2 FinalTamirat NemomsaNo ratings yet
- Chapter 1 FinalDocument37 pagesChapter 1 FinalTamirat NemomsaNo ratings yet
- GENCHEM1 12 Q2 WEEK8 MELC34 MOD Cajimat Maria Luz Marissa Areola 1Document19 pagesGENCHEM1 12 Q2 WEEK8 MELC34 MOD Cajimat Maria Luz Marissa Areola 1wencylle casilNo ratings yet
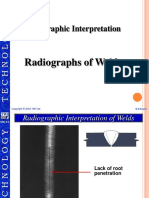
- Radiographic Interpretation: Radiographs of WeldsDocument22 pagesRadiographic Interpretation: Radiographs of WeldsManoj BallaNo ratings yet
- Product Lines: Jesus Christ Alone SavesDocument1 pageProduct Lines: Jesus Christ Alone SavesSharmine AnibNo ratings yet
- 50 Contoh Soal Bahasa InggrisDocument12 pages50 Contoh Soal Bahasa InggrisArief RahmanNo ratings yet
- Acrylate Modification With Silicone Resin IntermediateDocument1 pageAcrylate Modification With Silicone Resin Intermediatem daneshpourNo ratings yet
- Automotive MaterialsDocument50 pagesAutomotive MaterialsFaber AndreiNo ratings yet
- Lecture 1: Introduction To Composite Materials Lecture 1: Introduction To Composite MaterialsDocument75 pagesLecture 1: Introduction To Composite Materials Lecture 1: Introduction To Composite MaterialsUtsho DasNo ratings yet
- Polyethylene (PE) - Properties, Uses & ApplicationDocument19 pagesPolyethylene (PE) - Properties, Uses & ApplicationMagamba MirandaNo ratings yet
- Backup-Ring 2018Document8 pagesBackup-Ring 2018RPINILLA (EICO S.A.)No ratings yet
- Dynisco Practical Rheology HandbookDocument120 pagesDynisco Practical Rheology Handbookashokbakshi207137No ratings yet
- Composite Materials - Final - Exam - M2R - ENSPD - May 2022Document2 pagesComposite Materials - Final - Exam - M2R - ENSPD - May 2022Landry LemsNo ratings yet
- Slide FypDocument8 pagesSlide FypSyamil NordinNo ratings yet
- Glass Fibre Reinforced Plastic: Kristine Jade ManaloDocument18 pagesGlass Fibre Reinforced Plastic: Kristine Jade ManaloKristine JadeNo ratings yet
- Influence of Temperature On Laminated Glass Performances Assembled With Various InterlayersDocument14 pagesInfluence of Temperature On Laminated Glass Performances Assembled With Various InterlayersDiego Vega HernándezNo ratings yet
- Masterbatch Processing - PT Kasakata KimiaDocument9 pagesMasterbatch Processing - PT Kasakata KimiaBith SMGNo ratings yet
- Vaes 2021Document42 pagesVaes 2021Fyllipe FelixNo ratings yet
- Thermoplastic Starch Blends - A Review of Recent WorksDocument12 pagesThermoplastic Starch Blends - A Review of Recent WorksCarolina Gali BarrosoNo ratings yet
- Mocap Catalog 2009 UkDocument48 pagesMocap Catalog 2009 UkGPNo ratings yet
- PVC Color Master Batch V3Document1 pagePVC Color Master Batch V3Mohmed GamalNo ratings yet
- News 30 Incromax 100 For PCDocument13 pagesNews 30 Incromax 100 For PCVởSạchChữĐẹpNo ratings yet
- Polymers: Pre-Medical: Chemistry AllenDocument5 pagesPolymers: Pre-Medical: Chemistry AllenAmbesh JhaNo ratings yet
- Rise and Shine AmE Level 4 Unit 2 TestDocument12 pagesRise and Shine AmE Level 4 Unit 2 TestTatiana DortaNo ratings yet
- Report Bioplastics - Market-Data - 2018Document4 pagesReport Bioplastics - Market-Data - 2018Jorge Alberto Cuellar BolivarNo ratings yet
- IkannnDocument7 pagesIkannnarya saNo ratings yet
- Sudhar PipesDocument5 pagesSudhar Pipesyashas sNo ratings yet
- MCW!!!Document9 pagesMCW!!!badshahsaadNo ratings yet
- Coefficient of Friction - PLASTIC On STEELDocument1 pageCoefficient of Friction - PLASTIC On STEELScooby DooNo ratings yet
- Reciclaje de PlasticoDocument23 pagesReciclaje de PlasticoOliver Ch CNo ratings yet
- What Those Plastic Numbers Really MeanDocument3 pagesWhat Those Plastic Numbers Really MeanFreddy VackleanNo ratings yet
- Chapter 18 Manufacturing With PlasticsDocument40 pagesChapter 18 Manufacturing With Plasticslance galorportNo ratings yet