You might also like
- 8D FormatDocument7 pages8D FormatPiyushNo ratings yet
- Precision Auto Daily Production ReportDocument2 pagesPrecision Auto Daily Production ReportVishal Deshmukh100% (1)
- PSW Signature TemplateDocument1 pagePSW Signature TemplateKM MuiNo ratings yet
- Temporary Deviation RequestDocument4 pagesTemporary Deviation Requestsathyabalaraman100% (1)
- Injection Molding SOP for Mini-Jector #55.1 MachineDocument12 pagesInjection Molding SOP for Mini-Jector #55.1 MachineYusuf SethNo ratings yet
- Defect History: Sr. No Typeof Defect Action StatusDocument22 pagesDefect History: Sr. No Typeof Defect Action StatusSameer SaxenaNo ratings yet
- Supplier Deviataion Request Form RevBDocument2 pagesSupplier Deviataion Request Form RevBwdavid81100% (1)
- Process Flow Chart Ext. RotorDocument6 pagesProcess Flow Chart Ext. RotorVasile MarculescuNo ratings yet
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSharmad TamhaneNo ratings yet
- FMEA - Design - TutorialDocument14 pagesFMEA - Design - TutorialTutis05No ratings yet
- Process For Process Failure Mode & Effect Analysis (PFMEA)Document11 pagesProcess For Process Failure Mode & Effect Analysis (PFMEA)Gourav SainiNo ratings yet
- ABC GROUP-Supplier-Quality-and-Development-Manual-2016-3Document43 pagesABC GROUP-Supplier-Quality-and-Development-Manual-2016-3Ajay Deshpande100% (1)
- Failure Mode and Effects Analysis (Process Fmea) : PotentialDocument2 pagesFailure Mode and Effects Analysis (Process Fmea) : Potentialjavier ortizNo ratings yet
- Procedure: Measurement System Analysis ExecutionDocument1 pageProcedure: Measurement System Analysis Executionaslam100% (1)
- Feasibility Report for New Part EnquiryDocument2 pagesFeasibility Report for New Part EnquiryaslamNo ratings yet
- Trouble Shooting Injection Molding ProcessDocument16 pagesTrouble Shooting Injection Molding ProcessKaya Eralp AsanNo ratings yet
- Fmea Sfe47.005 WeldingDocument8 pagesFmea Sfe47.005 Weldingkumaraswamy.kNo ratings yet
- Measuring Measurement: An Introduction to MSADocument134 pagesMeasuring Measurement: An Introduction to MSAVikram Billal100% (2)
- Quality Control PlanDocument1 pageQuality Control PlanScha Affin100% (1)
- QMS 140 Root Cause Analysis Investigation Procedure SampleDocument3 pagesQMS 140 Root Cause Analysis Investigation Procedure Samplex engineeringNo ratings yet
- Supplier Deviation Request FormDocument2 pagesSupplier Deviation Request Formjainik shahNo ratings yet
- Implementation of ISO Standard For Design of Coffee Vending Machine in An OrganizationDocument4 pagesImplementation of ISO Standard For Design of Coffee Vending Machine in An Organizationmilkbikis1114No ratings yet
- Company Process Flow and FMEA DiagramsDocument12 pagesCompany Process Flow and FMEA DiagramsDINESH SHARMA100% (1)
- Autocar Ppap Requirements Rev 5Document17 pagesAutocar Ppap Requirements Rev 5man hoNo ratings yet
- QMS-010 SampleDocument6 pagesQMS-010 SampleMostafa FawzyNo ratings yet
- Purpose:: Procedure Manual FifoDocument3 pagesPurpose:: Procedure Manual FifoartiNo ratings yet
- FMEA analysis of quality management processesDocument17 pagesFMEA analysis of quality management processesGowtham D'Night FoxNo ratings yet
- SM Wa430-6 65001-Up Sen00823-13Document1,807 pagesSM Wa430-6 65001-Up Sen00823-13Jimmy Morales GonzalesNo ratings yet
- Temporary Deviation RequestDocument3 pagesTemporary Deviation RequestSead ZejnilovicNo ratings yet
- Point 1 - B) Procedure For Managemet of ChangeDocument3 pagesPoint 1 - B) Procedure For Managemet of Changemahesh KhatalNo ratings yet
- Supplier Deviation Request FormDocument1 pageSupplier Deviation Request FormBESNo ratings yet
- Quality inspection plan for dyed and printed finished fabricDocument3 pagesQuality inspection plan for dyed and printed finished fabricITOPS TeamNo ratings yet
- Roadmap For ActivitiesDocument1 pageRoadmap For ActivitiesaslamNo ratings yet
- Volvo Global Deviation FormDocument3 pagesVolvo Global Deviation FormAnonymous oxdF07Ot0ENo ratings yet
- Form - Supplier Corrective Action RequestDocument1 pageForm - Supplier Corrective Action RequestDavidNo ratings yet
- 8D Process: D0: Prepare For Problem SolvingDocument4 pages8D Process: D0: Prepare For Problem SolvingBoby SaputraNo ratings yet
- Doosan Wheel Loader Dl160 Shop Manual K1040197eDocument20 pagesDoosan Wheel Loader Dl160 Shop Manual K1040197emary98% (48)
- Fmea (Failure Modes and Effects Analysis)Document11 pagesFmea (Failure Modes and Effects Analysis)Oswaldo VallesNo ratings yet
- DMAIC Methods Tools MapDocument1 pageDMAIC Methods Tools MapDana WilliamsNo ratings yet
- ESD Audit Check Sheet r1Document20 pagesESD Audit Check Sheet r1ecpuneetsharma01100% (1)
- Quality control and environmental activities overviewDocument13 pagesQuality control and environmental activities overviewGetu BerhanuNo ratings yet
- Repair and Modification of Printed Boards and Electronic AssembliesDocument6 pagesRepair and Modification of Printed Boards and Electronic AssembliesArvind NangareNo ratings yet
- 8d-Report (Ishikawa)Document12 pages8d-Report (Ishikawa)Miro Vincek100% (1)
- Work Environment SOP Free TemplateDocument2 pagesWork Environment SOP Free TemplateIftikhar KhanNo ratings yet
- BRKARC 2001 Cisco ASR1000 Series Routers System Solution Architectures 2013 Orlando 2 Hours PDFDocument115 pagesBRKARC 2001 Cisco ASR1000 Series Routers System Solution Architectures 2013 Orlando 2 Hours PDFSaptarshi BhattacharjeeNo ratings yet
- B515 TempDocument4 pagesB515 TempubraghuNo ratings yet
- Process FMEA for 6000 Series Casting at Nonfemet International XiLinDocument8 pagesProcess FMEA for 6000 Series Casting at Nonfemet International XiLinRonNo ratings yet
- Alsheet: Hot-Dip Aluminum-Coated Steel SheetsDocument12 pagesAlsheet: Hot-Dip Aluminum-Coated Steel SheetshadiNo ratings yet
- Plastic Omnium Implements 8D Non-Conformity SolutionDocument1 pagePlastic Omnium Implements 8D Non-Conformity Solutionhmp90100% (1)
- Asme Codes & Standards: Engineering Departemen By: RamadityaDocument34 pagesAsme Codes & Standards: Engineering Departemen By: RamadityaRamaditya Putera KlesindoNo ratings yet
- Design and Validation of A Low-Cost MicroscopeDocument3 pagesDesign and Validation of A Low-Cost Microscopeyousrazeidan1979No ratings yet
- Instruction Manual Water Chiller Model PRR 50 (N)Document18 pagesInstruction Manual Water Chiller Model PRR 50 (N)kasper kasperNo ratings yet
- Updates Dec09 AIAG FMEA-Ranking-TablesDocument3 pagesUpdates Dec09 AIAG FMEA-Ranking-TablesSuresh Velu100% (1)
- Electrical Overstress of Integrated CircuitsDocument8 pagesElectrical Overstress of Integrated CircuitsJarira DanghirunNo ratings yet
- Sintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormDocument1 pageSintex Bapl LTD Quality Procedure Manual: Customer Satisfaction Feedback FormJitesh KumarNo ratings yet
- Supplier First Article Inspection RequirementsDocument15 pagesSupplier First Article Inspection RequirementsSuresh Kumar Rana100% (1)
- PT Vs SOP 17 Tooling RepairDocument7 pagesPT Vs SOP 17 Tooling RepairRidwanNo ratings yet
- FMEA Chapter 6 and 7 SlidesDocument32 pagesFMEA Chapter 6 and 7 SlidesShree BiradarNo ratings yet
- Neptune Orthopaedics Standard Operating Procedure-ProductionDocument4 pagesNeptune Orthopaedics Standard Operating Procedure-Productiondhir.ankurNo ratings yet
- Tds Nitric Acid HuchemsDocument3 pagesTds Nitric Acid HuchemsB.R SinghNo ratings yet
- Customer-Specific Requirements: For Use With ISO/TS 16949 Second Edition March 2012Document4 pagesCustomer-Specific Requirements: For Use With ISO/TS 16949 Second Edition March 2012befoaNo ratings yet
- PSWDocument2 pagesPSWLinda G. CordovaNo ratings yet
- 8d's y 5 Por Que de NissanDocument8 pages8d's y 5 Por Que de NissanSergio RuizNo ratings yet
- Astm F1089-02 - Standard Test Method For Corrosion of Surgical InstrumentsDocument3 pagesAstm F1089-02 - Standard Test Method For Corrosion of Surgical InstrumentsmurleyjNo ratings yet
- POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEADocument3 pagesPOTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEAaslamNo ratings yet
- Potential Failure Mode and Effects Analysis (Design)Document12 pagesPotential Failure Mode and Effects Analysis (Design)PiyushNo ratings yet
- Process Control Analysis - New Plant... 15.11.21Document30 pagesProcess Control Analysis - New Plant... 15.11.21aslamNo ratings yet
- Crop DataDocument1 pageCrop DataaslamNo ratings yet
- Curing PM Daily Check List FT-MNT-03 - Copy - CopyDocument2 pagesCuring PM Daily Check List FT-MNT-03 - Copy - CopyaslamNo ratings yet
- Detection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionDocument1 pageDetection: Evaluation Criteria: Ref:As Per AIAG PFMEA Standards Ril/Pfmea/Annex-C Likelihood of DetectionaslamNo ratings yet
- Critical Analysis of The Acceptance Criteria UsedDocument9 pagesCritical Analysis of The Acceptance Criteria UsedaslamNo ratings yet
- POTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEADocument3 pagesPOTENTIAL FAILURE MODE AND EFFECTS ANALYSIS (PFMEAaslamNo ratings yet
- Defect Details and AnalysisDocument1 pageDefect Details and AnalysisaslamNo ratings yet
- Critical Analysis of The Acceptance Criteria UsedDocument9 pagesCritical Analysis of The Acceptance Criteria UsedaslamNo ratings yet
- Green Tube Extrusion SpecificationDocument4 pagesGreen Tube Extrusion SpecificationaslamNo ratings yet
- Potential Failure Mode and Effects Analysis (Pfmea)Document3 pagesPotential Failure Mode and Effects Analysis (Pfmea)aslamNo ratings yet
- Tube Scrap AnalysisDocument2 pagesTube Scrap AnalysisaslamNo ratings yet
- Tube Scrap AnalysisDocument2 pagesTube Scrap AnalysisaslamNo ratings yet
- Tube Scrap AnalysisDocument2 pagesTube Scrap AnalysisaslamNo ratings yet
- Defect Details and AnalysisDocument1 pageDefect Details and AnalysisaslamNo ratings yet
- Distribution MatrixDocument1 pageDistribution MatrixaslamNo ratings yet
- Valve Adhesion: Work Instructions-Testing of Physical PropertiesDocument1 pageValve Adhesion: Work Instructions-Testing of Physical PropertiesaslamNo ratings yet
- Non Confirmity Closer FourDocument1 pageNon Confirmity Closer FouraslamNo ratings yet
- Work Instructions-Testing of Physical Properties Specific GravityDocument1 pageWork Instructions-Testing of Physical Properties Specific GravityaslamNo ratings yet
- Work Instructions-Testing of Physical Properties Hardness of Cured TubeDocument1 pageWork Instructions-Testing of Physical Properties Hardness of Cured TubeaslamNo ratings yet
- Non Confirmity Closer Method-1Document1 pageNon Confirmity Closer Method-1aslamNo ratings yet
- Non Confirmity Closer OneDocument1 pageNon Confirmity Closer OneaslamNo ratings yet
- Non Confirmity Closer TwoDocument1 pageNon Confirmity Closer TwoaslamNo ratings yet
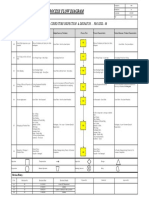
- Process Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08Document1 pageProcess Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08aslamNo ratings yet
- Process Flow Diagram for Green Tube Curing AreaDocument1 pageProcess Flow Diagram for Green Tube Curing AreaaslamNo ratings yet
- Process Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08Document1 pageProcess Flow Diagram: Area: Cured Tube Inspection & Despatch Process - 08aslamNo ratings yet
- Five Meter Radio TelescopeDocument17 pagesFive Meter Radio TelescopeaishaNo ratings yet
- Pycharm TutorialDocument9 pagesPycharm Tutorialrashed44No ratings yet
- Product Manual For Line Operated Three Phase A.C. Motors (Ie Code) "Efficiency Classes and Performance Specification" ACCORDING TO IS 12615:2018Document8 pagesProduct Manual For Line Operated Three Phase A.C. Motors (Ie Code) "Efficiency Classes and Performance Specification" ACCORDING TO IS 12615:2018Arun ArumugamNo ratings yet
- 77-005666 Landslide 16.8 Release Notes RevADocument23 pages77-005666 Landslide 16.8 Release Notes RevAFlorin Flu CojocaruNo ratings yet
- John Sloman EconomicsDocument4 pagesJohn Sloman Economicsdevyansh.dhall2807No ratings yet
- Multi-Stage Amplifier GainDocument28 pagesMulti-Stage Amplifier Gainhaitham78h100% (1)
- Facilities ManagementDocument23 pagesFacilities ManagementAhmed SamyNo ratings yet
- Rec 7003 eDocument88 pagesRec 7003 eJason BellNo ratings yet
- Labconco-4028910 Rev A Cell Logic+ A2 Users Manual PDFDocument77 pagesLabconco-4028910 Rev A Cell Logic+ A2 Users Manual PDFAlberto Cabrera MoralesNo ratings yet
- VMware Compatibility Guide Servidores DELL R720 - Vmware 6.5Document2 pagesVMware Compatibility Guide Servidores DELL R720 - Vmware 6.5Emanuel TavaresNo ratings yet
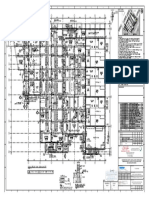
- Key Plan:: North True NorthDocument1 pageKey Plan:: North True Northraj vaddiNo ratings yet
- A Process Story in Firozabad ClusterDocument257 pagesA Process Story in Firozabad ClustersudshkNo ratings yet
- Koessler Francis1 EDocument36 pagesKoessler Francis1 Eklcy1987No ratings yet
- Final Report WDD3Document41 pagesFinal Report WDD3Laiba FaizNo ratings yet
- Manual PDFDocument486 pagesManual PDFMin MinNo ratings yet
- DX 5000 Plus User Manual NewDocument17 pagesDX 5000 Plus User Manual NewclaudiodelbiancoNo ratings yet
- B&R 2005 Modules - Cpus - Cp260: Model Number Short Description Image CpuDocument9 pagesB&R 2005 Modules - Cpus - Cp260: Model Number Short Description Image CpuahmedcoNo ratings yet
- VLAN routing and OSPF configurationDocument18 pagesVLAN routing and OSPF configurationShili WalaNo ratings yet
- Study of Unified Power Quality Conditioner For Power Quality ImprovementDocument76 pagesStudy of Unified Power Quality Conditioner For Power Quality Improvementraghav4life8724No ratings yet
- Accumulator Technology. Accumulator Ator at Te Te T Chnolog: Product CatalogueDocument148 pagesAccumulator Technology. Accumulator Ator at Te Te T Chnolog: Product CatalogueJamin SmtpngNo ratings yet
- Android Log Events CapturedDocument16 pagesAndroid Log Events Capturedsaqlain aNo ratings yet
- Engineering Design (II) - Sheet 3Document2 pagesEngineering Design (II) - Sheet 3Mohamed SaidNo ratings yet
- Address Smart Building Cybersecurity With Iec 62443: Isasecure WebinarDocument18 pagesAddress Smart Building Cybersecurity With Iec 62443: Isasecure WebinarUsman SyedNo ratings yet
- Detailed Description - Chiller Optimization - HVAC - Abb.Document4 pagesDetailed Description - Chiller Optimization - HVAC - Abb.mattiturboNo ratings yet
- FdeosinfoDocument18 pagesFdeosinfowhacky LiloNo ratings yet
- Understanding SelfDocument16 pagesUnderstanding SelfCharlie P Calibuso Jr.No ratings yet