You might also like
- Comprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalDocument11 pagesComprehensive Study On Effect of Orthogonal Turn - 2021 - International JournalRaka Dika9No ratings yet
- Design and Dynamic Optimization of An Ultraprecision Diamond Ycutting Machine Tool For Large KDP Crystal MachiningDocument9 pagesDesign and Dynamic Optimization of An Ultraprecision Diamond Ycutting Machine Tool For Large KDP Crystal MachiningAlba Rebeca Velasquez FernandezNo ratings yet
- High Speed Machining of Inconel 718 Tool Wear and Surface Roughness AnalysisDocument6 pagesHigh Speed Machining of Inconel 718 Tool Wear and Surface Roughness AnalysispabloNo ratings yet
- A Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysDocument17 pagesA Review On Cutting Tool Technology in Machining of Ni-Based SuperalloysTaj mechNo ratings yet
- 1 s2.0 S2212827117303487 MainDocument5 pages1 s2.0 S2212827117303487 MainSanchit Kumar KhareNo ratings yet
- Experimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsDocument5 pagesExperimental Investigation of Surface Roughness and Tool Wear of Machining Rolled AA7075 Aluminium Alloy Using Advanced Cutting ToolsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Incremental Metal Forming Processes inDocument42 pagesIncremental Metal Forming Processes inmuhammad smadyNo ratings yet
- Material Today ElsevierDocument9 pagesMaterial Today ElsevierjanakNo ratings yet
- Technological and Simulative Analysis of Power SkivingDocument6 pagesTechnological and Simulative Analysis of Power SkivingFernando OteroNo ratings yet
- Wa0000.Document6 pagesWa0000.Quality DynamicNo ratings yet
- Edge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Document11 pagesEdge Trimming of CFRP With Diamond Interlocking Tools: SAE Technical Papers September 2006Anggi NandaniNo ratings yet
- Measurement: Ravindra Nath YadavDocument8 pagesMeasurement: Ravindra Nath Yadavkuba DefaruNo ratings yet
- Effect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsDocument11 pagesEffect of Cutting Edge Preparation On Tool Performance in Hard-Turning of DF-3 Tool Steel With Ceramic ToolsKrebs_1977No ratings yet
- An Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesDocument9 pagesAn Overview On Economic Machining of Hardened Steels by Hard Turning and Its Process VariablesMike RodeloNo ratings yet
- Hard Turning of Hot Work Tool Steel (Dac10)Document38 pagesHard Turning of Hot Work Tool Steel (Dac10)mohitkpatelNo ratings yet
- CIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonDocument4 pagesCIRP Annals - Manufacturing Technology: H. Coban, A.K.M. de Silva (2), D.K. HarrisonL RaculxkNo ratings yet
- Drilling Machine ProjectDocument18 pagesDrilling Machine ProjectVikas SalveNo ratings yet
- Optimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsDocument7 pagesOptimization of CNC End Milling Process Parameters For Aluminium 6061 Alloy Using Carbide Tool Material by Design of ExperimentsIJIRSTNo ratings yet
- Sciencedirect: Tool Wear Assessment During Machining of Inconel 718Document9 pagesSciencedirect: Tool Wear Assessment During Machining of Inconel 718Gopala Rao ThellaputtaNo ratings yet
- Acayaba 2015Document6 pagesAcayaba 2015Azaath AzuNo ratings yet
- 1 s2.0 S2351978916301512 MainDocument11 pages1 s2.0 S2351978916301512 MaintrikicncNo ratings yet
- The Integration of CAD/CAM and Rapid Prototyping in Product Development: A ReviewDocument8 pagesThe Integration of CAD/CAM and Rapid Prototyping in Product Development: A ReviewWangi Pandan SariNo ratings yet
- A Gear Cutting Predictive Model Using The Finite Element MethodDocument6 pagesA Gear Cutting Predictive Model Using The Finite Element Methodumesh vishwakarmaNo ratings yet
- 16581b4a68c72c4390b8af47e1ff84baDocument13 pages16581b4a68c72c4390b8af47e1ff84babahmanNo ratings yet
- 1 s2.0 S2212827116312987 MainDocument6 pages1 s2.0 S2212827116312987 Mainnferreira_245024No ratings yet
- Hard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersDocument12 pagesHard Turning of Hot Work Steel X38CRMOV5-3: Evaluation of Surface Roughness and Current Values Using Cutting ParametersCarlos Alfredo Gomez PerezNo ratings yet
- Experimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyDocument6 pagesExperimental Investigation of Machining Parameters For Aluminum 6061 T6 AlloyEditor IJTSRDNo ratings yet
- Performance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiDocument5 pagesPerformance of CBN Insert Over Internal Turning Operation: Wallyson Thomas, Anselmo Eduardo Diniz and Attila SzilágyiWallyson ThomasNo ratings yet
- An Overview of The Machinability of Alloy SteelDocument11 pagesAn Overview of The Machinability of Alloy SteelJotaNo ratings yet
- 1 s2.0 S2212827114002091 MainDocument6 pages1 s2.0 S2212827114002091 MainSevinc AgayevaNo ratings yet
- Predictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksDocument13 pagesPredictive Modeling of Surface Roughness and Tool Wear in Hard Turning Using Regression and Neural NetworksAshish ManwarNo ratings yet
- An Overview of Optimization Techniques For CNC Milling MachineDocument4 pagesAn Overview of Optimization Techniques For CNC Milling MachineArif NurrohmanNo ratings yet
- Optimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'Document3 pagesOptimization of Turning Process Parameters Through Doe For 'Surface Finish' and 'Tool Wear'sivaNo ratings yet
- Optimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersDocument10 pagesOptimisation of Machining Parameters For CNC Milling of Fibre Reinforced PolymersArunesh chandraNo ratings yet
- Crossmark: Robotics and Computer - Integrated ManufacturingDocument11 pagesCrossmark: Robotics and Computer - Integrated ManufacturingJohn Crister CañeteNo ratings yet
- Materials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanDocument8 pagesMaterials and Design: D.G. Thakur, B. Ramamoorthy, L. VijayaraghavanKavi ArasuNo ratings yet
- A Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Document10 pagesA Comparative Analysis of Ceramic and Cemented Carbide End Mills (Sharp and Rounded)Jo marNo ratings yet
- Comparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingDocument10 pagesComparative Analysis of Face Milling in Dry and Wet Condition of Al 8011 For Minimum Surface Roughness in Face MillingIJRASETPublicationsNo ratings yet
- Modeling of Surface Zone Influences in Generating Gear GrindingDocument6 pagesModeling of Surface Zone Influences in Generating Gear Grindingfeltor21No ratings yet
- Machinability Study of Steels in Precision OrthogoDocument8 pagesMachinability Study of Steels in Precision OrthogoAnis dakhlaouiNo ratings yet
- Numerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsDocument7 pagesNumerical Simulations of Friction Stir Welding of Dual Phase Titaniumalloy For Aerospace ApplicationsØussama BoutebelNo ratings yet
- Evaluation and Optimization of Machining Performance ForDocument6 pagesEvaluation and Optimization of Machining Performance Forsameterkan5864No ratings yet
- Fabrication, Characteristics and Analysis of Drill Bits Made of High HRC MaterialsDocument6 pagesFabrication, Characteristics and Analysis of Drill Bits Made of High HRC MaterialsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Casting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyDocument5 pagesCasting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyAkshayNo ratings yet
- Escholarship UC Item 7hd8r1ftDocument26 pagesEscholarship UC Item 7hd8r1ftAvadhoot RajurkarNo ratings yet
- Cmti 1228918957257618 1Document32 pagesCmti 1228918957257618 1Nhan LeNo ratings yet
- Sustainable MachiningDocument6 pagesSustainable MachiningDr. N. SenthilkumarNo ratings yet
- Machinability of Powder Metallurgy Steels Using PCBN InsertsDocument6 pagesMachinability of Powder Metallurgy Steels Using PCBN InsertsJotaNo ratings yet
- MF Review 210033Document11 pagesMF Review 210033Hugo CostaNo ratings yet
- Ring Rolling of Pre-Forms Made by Wire-Arc AdditivDocument7 pagesRing Rolling of Pre-Forms Made by Wire-Arc AdditivtruongtrungplhdNo ratings yet
- 1994 - Precision Forging Straight and Helical Spur GearsDocument6 pages1994 - Precision Forging Straight and Helical Spur GearsNguyen Hoang DungNo ratings yet
- A Review of New Strategies For Gear ProductionDocument6 pagesA Review of New Strategies For Gear ProductionVũ Minh TuấnNo ratings yet
- Improving The Quality of The Machining Process Through New TechnologiesDocument4 pagesImproving The Quality of The Machining Process Through New TechnologiesKaitlynNo ratings yet
- Materials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeDocument6 pagesMaterials Today: Proceedings: Sarayut Ngerntong, Suthep ButdeeJuan Pratama AnandikaNo ratings yet
- Gear Hobbing SimuationDocument22 pagesGear Hobbing SimuationleilaNo ratings yet
- KLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesDocument24 pagesKLOCKE Et Al, Capability Profile of Hard Cutting and Grinding ProcessesLuis Fillipe Lopes TorresNo ratings yet
- Influence of Process Parameters and Robot Postures On Surface Quality in Robotic MachiningDocument17 pagesInfluence of Process Parameters and Robot Postures On Surface Quality in Robotic Machining无名No ratings yet
- Singh 2020Document13 pagesSingh 2020BornJustForDead AmenNo ratings yet
- International Journal of Refractory Metals & Hard Materials: ArticleinfoDocument8 pagesInternational Journal of Refractory Metals & Hard Materials: ArticleinfoAndres TorresNo ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Jurnal Prospro 2Document6 pagesJurnal Prospro 2I Gede Nengah Wika GunawanNo ratings yet
- The Study of High Speed Fine Turning of Austenitic Stainless SteelDocument4 pagesThe Study of High Speed Fine Turning of Austenitic Stainless SteelI Gede Nengah Wika GunawanNo ratings yet
- Jurnal 1Document6 pagesJurnal 1I Gede Nengah Wika GunawanNo ratings yet
- Junaidi 2017 J. Phys. Conf. Ser. 930 012044Document9 pagesJunaidi 2017 J. Phys. Conf. Ser. 930 012044I Gede Nengah Wika GunawanNo ratings yet
- Grinding Inconel 718using A Galvanic Grinding WheelDocument6 pagesGrinding Inconel 718using A Galvanic Grinding WheelI Gede Nengah Wika GunawanNo ratings yet
- RJD 2944769Document12 pagesRJD 2944769GesiNo ratings yet
- Chemistry (KV)Document8 pagesChemistry (KV)ImmortalNo ratings yet
- PPDDocument79 pagesPPDEddie ChangNo ratings yet
- Taylor Valve Technology, Inc: MC Series Throttling Choke ValveDocument17 pagesTaylor Valve Technology, Inc: MC Series Throttling Choke ValveFelix Julio Céspedes SotoNo ratings yet
- FFEDocument8 pagesFFEsarthak vyavhareNo ratings yet
- Ray P. Prasad (Auth.) - Surface Mount Technology - Principles and Practice-Springer Netherlands (1989)Document616 pagesRay P. Prasad (Auth.) - Surface Mount Technology - Principles and Practice-Springer Netherlands (1989)Muhammad Fatiyan RizkilahNo ratings yet
- CRA InspectionDocument13 pagesCRA InspectionMajeed RumaniNo ratings yet
- W 03312009004127OaVbjTgyClDocument89 pagesW 03312009004127OaVbjTgyCllilnunubabyboo100% (1)
- A10. D4767 PDFDocument14 pagesA10. D4767 PDFFaten Abou ShakraNo ratings yet
- Slurry Wall PDF 02Document15 pagesSlurry Wall PDF 02Syufri HakimNo ratings yet
- Introduction To Soil ScienceDocument193 pagesIntroduction To Soil ScienceRamya Kodali100% (1)
- Syllabus of Chemistry H NEP 96 105 1Document10 pagesSyllabus of Chemistry H NEP 96 105 1Vijay Kumar VishvakarmaNo ratings yet
- Pipe Color Code PDFDocument1 pagePipe Color Code PDFAllen EspeletaNo ratings yet
- Thermowise Storage Vessels IntDocument12 pagesThermowise Storage Vessels IntIrishadoreStevlandOliphantNo ratings yet
- Retaining Wall Counterfort DESIGN-BKSDocument48 pagesRetaining Wall Counterfort DESIGN-BKSBhavanishankar ShettyNo ratings yet
- Inspection and Test Plan For Steel StrucDocument6 pagesInspection and Test Plan For Steel Strucwawan gunawan100% (1)
- TERA Joint-Floor Joint System PDFDocument16 pagesTERA Joint-Floor Joint System PDFClaudioNo ratings yet
- A380 Astm Pickling & PassivationDocument94 pagesA380 Astm Pickling & Passivationpurav_patel200792320% (1)
- Lec.2 Mass Transfer PDFDocument18 pagesLec.2 Mass Transfer PDFاحمد حمید کارسول عزیزNo ratings yet
- Ar3421 - BCBM - U 2Document45 pagesAr3421 - BCBM - U 2LokeshNo ratings yet
- Zinc Coatings PDFDocument12 pagesZinc Coatings PDFMuhammadImaduddienSalamNo ratings yet
- Wastewater Characterization Lab 020409 FinalDocument9 pagesWastewater Characterization Lab 020409 FinalgiabrunNo ratings yet
- LIC & ApplicationsDocument92 pagesLIC & ApplicationsAbhiroop VermaNo ratings yet
- Ce2039 Municipal Solid Waste Management Lecture NotesDocument126 pagesCe2039 Municipal Solid Waste Management Lecture NotesBaskar Singh75% (4)
- Structural Effects of Various Commonly Used Disinfectant Solutions On Gutta-Percha: An Atomic Force Microscopic StudyDocument4 pagesStructural Effects of Various Commonly Used Disinfectant Solutions On Gutta-Percha: An Atomic Force Microscopic Studyrasagna reddyNo ratings yet
- Design of Doubly Reinforced BeamsDocument21 pagesDesign of Doubly Reinforced BeamsBhaskar BabiNo ratings yet
- Heat Exchangers: Heat Transfer Lectures Chemical Engineering Department University of Technology, IraqDocument20 pagesHeat Exchangers: Heat Transfer Lectures Chemical Engineering Department University of Technology, IraqChemical EngineeringNo ratings yet
- Municipal Solid Waste Management in Phnom Penh, Capital City of CambodiaDocument11 pagesMunicipal Solid Waste Management in Phnom Penh, Capital City of CambodiaSeavMeng SengNo ratings yet
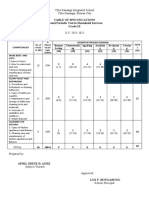
- 2nd Q Summative G9 With TOSDocument5 pages2nd Q Summative G9 With TOSAPRIL KOHNo ratings yet
- Chemguard C3Ib2 3% Afff Concentrate: DescriptionDocument2 pagesChemguard C3Ib2 3% Afff Concentrate: DescriptionBeshoy RedaNo ratings yet