You might also like
- JIS H5202-1999 - Aluminum Alloy CastingsDocument20 pagesJIS H5202-1999 - Aluminum Alloy CastingsTuyen Nguyen75% (4)
- JIS H4100-2006 - Aluminium and Aluminium Alloy Extruded ShapeDocument36 pagesJIS H4100-2006 - Aluminium and Aluminium Alloy Extruded ShapeTuyen NguyenNo ratings yet
- The Welding Journal 1958 5Document150 pagesThe Welding Journal 1958 5Alexey100% (1)
- JIS H2118-2006 - Aluminum Alloy Ingots For Die CastingsDocument8 pagesJIS H2118-2006 - Aluminum Alloy Ingots For Die CastingsTuyen Nguyen100% (2)
- Inverter MIG/MAG/CO2 Welding Machines: NB-350/500/630HDDocument31 pagesInverter MIG/MAG/CO2 Welding Machines: NB-350/500/630HDJuan ortega castellarNo ratings yet
- Micro 171 PDFDocument8 pagesMicro 171 PDFTuyen NguyenNo ratings yet
- CigweldDocument128 pagesCigweldkazambo78No ratings yet
- Aluminium Alloys: Weldability of Materials Job Knowledge 21Document3 pagesAluminium Alloys: Weldability of Materials Job Knowledge 21kevin herryNo ratings yet
- Introduction To Brazing of Aluminium Alloys: TALAT Lecture 4601Document24 pagesIntroduction To Brazing of Aluminium Alloys: TALAT Lecture 4601fedeloquiNo ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Aluminum Welding GuideDocument35 pagesAluminum Welding Guidenavas100% (1)
- WeldingDocument84 pagesWeldingJigar DodiaNo ratings yet
- WeldingDocument19 pagesWeldingAlexander Muñoz SánchezNo ratings yet
- Lincoln Welding MachineDocument4 pagesLincoln Welding MachinemevansmetreelNo ratings yet
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- Murex Oxy Welding Poster 2008 PDFDocument1 pageMurex Oxy Welding Poster 2008 PDFPCNo ratings yet
- BOC Purging While Welding Brochure351 - 68116 PDFDocument16 pagesBOC Purging While Welding Brochure351 - 68116 PDFAl0611981No ratings yet
- Weld FinishesDocument3 pagesWeld FinishesDee DeeNo ratings yet
- Welding Nickle AlloyDocument2 pagesWelding Nickle AlloytuanNo ratings yet
- Welding Techniques NEWDocument95 pagesWelding Techniques NEWबंदनेश पाण्डेयNo ratings yet
- When Using SAW To Weld Creep-Resistence SteelsDocument2 pagesWhen Using SAW To Weld Creep-Resistence SteelsJames PhillipsNo ratings yet
- Joining Stainless Steel by Soldering, Brazing and Resistance WeldingDocument4 pagesJoining Stainless Steel by Soldering, Brazing and Resistance WeldingA K SinghNo ratings yet
- Electrode Converted Into TextDocument14 pagesElectrode Converted Into TextNeha NimbarkNo ratings yet
- Bend Testing: Job Knowledge 73Document3 pagesBend Testing: Job Knowledge 73kevin herryNo ratings yet
- Manufacturing Technology: Unit - IDocument12 pagesManufacturing Technology: Unit - Iapi-271354682No ratings yet
- Gen - Importance of Welding in L & T PDFDocument30 pagesGen - Importance of Welding in L & T PDFSivaNo ratings yet
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Weldability of Materials - Copper and Copper AlloysDocument5 pagesWeldability of Materials - Copper and Copper AlloysmanimaranNo ratings yet
- Maxal Guide For Aluminum (Guía para Aluminio)Document44 pagesMaxal Guide For Aluminum (Guía para Aluminio)Jose AntonioNo ratings yet
- Brazing and Soldering 1.0 Basics of Brazing and SolderingDocument4 pagesBrazing and Soldering 1.0 Basics of Brazing and SolderingDhananjay ParasharNo ratings yet
- Arc Welding Arc Welding Electrode Electrode: CCCCC CCCCCDocument36 pagesArc Welding Arc Welding Electrode Electrode: CCCCC CCCCCSantanu SarmahNo ratings yet
- Arc Welding of Copper Alloys: Technical UpdateDocument35 pagesArc Welding of Copper Alloys: Technical UpdateKamal ThummarNo ratings yet
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocument44 pagesArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNo ratings yet
- Lesson 1 - Basics of Arc WeldingDocument35 pagesLesson 1 - Basics of Arc WeldingBBGNo ratings yet
- MIG Welding Vs Oxy - Docx Aasiemnet 2Document9 pagesMIG Welding Vs Oxy - Docx Aasiemnet 2IsaiahNo ratings yet
- Projection WeldingDocument23 pagesProjection WeldingFernandoNo ratings yet
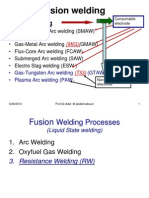
- Welding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Document30 pagesWelding Lecture 4 Fusion (Liquid) State Welding Processes (Resistance Welding)Adel AbdelmaboudNo ratings yet
- Physics of WeldingDocument3 pagesPhysics of WeldingKhurram RehmanNo ratings yet
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- 9 Different Types of Welding Processes & Their AdvantagesDocument14 pages9 Different Types of Welding Processes & Their AdvantagesMohamedNo ratings yet
- Weld SolidificationDocument10 pagesWeld SolidificationRodrigo PrinceNo ratings yet
- 1.07 TIG Welding Part-2Document79 pages1.07 TIG Welding Part-2rohit mathanker100% (1)
- Arc Welding ProceduresDocument4 pagesArc Welding ProceduresatayxjsNo ratings yet
- Domestic Heating/MMA Welding Unit 3 - Manual Arc WeldingDocument68 pagesDomestic Heating/MMA Welding Unit 3 - Manual Arc WeldingcfcshakerNo ratings yet
- Chapter 5 Steel (23-24)Document41 pagesChapter 5 Steel (23-24)nyankyalps5No ratings yet
- Optimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeDocument11 pagesOptimization of Aluminium Alloy Using Mig Welding Process: Sri Ramakrishna Engineering CollegeVARUNBALAJI SELVAMNo ratings yet
- Optimization of MIG Welding ParametersDocument6 pagesOptimization of MIG Welding ParametersMario Antonio Araya MorosoNo ratings yet
- Principles of WeldingDocument19 pagesPrinciples of WeldingAekJayNo ratings yet
- Welding: Munther DiyabDocument113 pagesWelding: Munther DiyabMunther MohdNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Welding MachineDocument19 pagesWelding Machineashish sahaNo ratings yet
- Fabricating Techniques: Welding Aluminum: Different But Not DifficultDocument5 pagesFabricating Techniques: Welding Aluminum: Different But Not DifficultDee Dee0% (1)
- Submerged Arc Welding: by L D PoyyaraDocument35 pagesSubmerged Arc Welding: by L D Poyyaraanon_293243615No ratings yet
- Welding Processes: EN358 - Ship StructuresDocument27 pagesWelding Processes: EN358 - Ship Structuressuri345No ratings yet
- Welding: Basic Joints and WeldsDocument111 pagesWelding: Basic Joints and WeldsKamarul NizamNo ratings yet
- Non-Arc Welding ProcessesDocument30 pagesNon-Arc Welding ProcessesKhalid El MasryNo ratings yet
- The Nelson System Catalouge Version 2 2017 Shear StudsDocument8 pagesThe Nelson System Catalouge Version 2 2017 Shear StudsMacNo ratings yet
- Copper and Copper AlloysDocument3 pagesCopper and Copper Alloyskevin herryNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Welding Processes PDFDocument27 pagesWelding Processes PDFSarjitoNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Solid State WeldingDocument61 pagesSolid State Weldingakramakram123No ratings yet
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceFrom EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceNo ratings yet
- TC 132 - en 1592-3-1998Document10 pagesTC 132 - en 1592-3-1998Tuyen NguyenNo ratings yet
- TC 132 - en 12258-3-2003Document30 pagesTC 132 - en 12258-3-2003Tuyen NguyenNo ratings yet
- TC 132 - en 1592-4-1998Document10 pagesTC 132 - en 1592-4-1998Tuyen NguyenNo ratings yet
- TC 132 - en 14121-2009Document12 pagesTC 132 - en 14121-2009Tuyen NguyenNo ratings yet
- Aluxal 108Document2 pagesAluxal 108Tuyen Nguyen100% (1)
- 58497-175704 AluminumdoortechmanualabDocument35 pages58497-175704 AluminumdoortechmanualabTuyen NguyenNo ratings yet
- TC 132 - en 12258-2-2004Document42 pagesTC 132 - en 12258-2-2004Tuyen NguyenNo ratings yet
- Aluxal 108Document2 pagesAluxal 108Tuyen Nguyen100% (1)
- Jis H2211-1999Document8 pagesJis H2211-1999Tuyen NguyenNo ratings yet
- Ep 1980651 A2 20081015 (En) : (2006.01) (2013.01) (2013.01) Y10t 428/12 (2013.01) Y10t 428/12993 (2013.01)Document2 pagesEp 1980651 A2 20081015 (En) : (2006.01) (2013.01) (2013.01) Y10t 428/12 (2013.01) Y10t 428/12993 (2013.01)Tuyen NguyenNo ratings yet
- Elidron 201Document2 pagesElidron 201Tuyen NguyenNo ratings yet
- Packing Type 1 (11 Layer)Document2 pagesPacking Type 1 (11 Layer)Tuyen NguyenNo ratings yet
- Aluswirler Chips en 02 10Document2 pagesAluswirler Chips en 02 10Tuyen NguyenNo ratings yet
- Molten Metal Level ControlDocument2 pagesMolten Metal Level ControlTuyen NguyenNo ratings yet
- Molten Metal Level Control: - Digital Camera SensorDocument2 pagesMolten Metal Level Control: - Digital Camera SensorTuyen NguyenNo ratings yet
- Molten Metal Level Control: - Digital Camera SensorDocument2 pagesMolten Metal Level Control: - Digital Camera SensorTuyen NguyenNo ratings yet
- TXP 2Document2 pagesTXP 2Tuyen Nguyen0% (1)
- Prolad: Molten Metal Level ControlDocument2 pagesProlad: Molten Metal Level ControlTuyen NguyenNo ratings yet
- Al WeldingDocument70 pagesAl WeldingTuyen NguyenNo ratings yet
- BK03PUB1 Table of ContentDocument10 pagesBK03PUB1 Table of ContentTuyen NguyenNo ratings yet
- MFX 01Document2 pagesMFX 01Tuyen NguyenNo ratings yet
- Astm B 449Document5 pagesAstm B 449Tuyen NguyenNo ratings yet
- TXP 6eDocument2 pagesTXP 6eTuyen NguyenNo ratings yet
- Alloy Elements: 3 Aluminum (Al) Solid 660 2,470 2.70 2.37Document1 pageAlloy Elements: 3 Aluminum (Al) Solid 660 2,470 2.70 2.37Tuyen NguyenNo ratings yet
- Welding Procedure Specification (WPS) (As Per EN / ISO 15609-1)Document1 pageWelding Procedure Specification (WPS) (As Per EN / ISO 15609-1)ramesh rajaNo ratings yet
- Wire Feed Arc Welder: DescriptionDocument48 pagesWire Feed Arc Welder: Description6at0No ratings yet
- ASME WPS-PQR-WQT CombinedDocument6 pagesASME WPS-PQR-WQT CombinedStan HonNo ratings yet
- Metal Inert Gas - Metal Active Gas - Gas Metal Arc Welder (MIG - MAG - GMAW) - (CSC - Q0209)Document88 pagesMetal Inert Gas - Metal Active Gas - Gas Metal Arc Welder (MIG - MAG - GMAW) - (CSC - Q0209)blank.usagiNo ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- General 4 AnsDocument7 pagesGeneral 4 AnsSobia KalsoomNo ratings yet
- Welding Guide Cast Lip 2019 PDFDocument38 pagesWelding Guide Cast Lip 2019 PDFRodolfoMarínNo ratings yet
- Notice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inDocument3 pagesNotice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inchepurthiNo ratings yet
- Welding Consumables - Part 1: Job KnowledgeDocument12 pagesWelding Consumables - Part 1: Job KnowledgeMuhammed SulfeekNo ratings yet
- Ador CWC Booklet WebDocument97 pagesAdor CWC Booklet Webreeet87No ratings yet
- MQF Level 3: Diploma in Mechanical EngineeringDocument9 pagesMQF Level 3: Diploma in Mechanical EngineeringA SNo ratings yet
- Equipment Catalogue 2014 - ENDocument48 pagesEquipment Catalogue 2014 - ENIonut SaucaNo ratings yet
- Prepared byDocument121 pagesPrepared byHead copperNo ratings yet
- Techalloy 99: Conformances Key FeaturesDocument2 pagesTechalloy 99: Conformances Key FeaturesDaniel Lvqve GarciaNo ratings yet
- (Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkDocument13 pages(Elearnica) - Hardfacing Technologies For Improvement of Wear Characteristics of Hot WorkelmiraNo ratings yet
- Automatic Welding and Cutting: Equipment, Processes and Solutions To Maximize Your ProductivityDocument86 pagesAutomatic Welding and Cutting: Equipment, Processes and Solutions To Maximize Your ProductivityIván BPNo ratings yet
- Basic Welding Knowledge and TechniquesDocument2 pagesBasic Welding Knowledge and Techniquesapi-390592034No ratings yet
- CSWIP3 1题目Document6 pagesCSWIP3 1题目龚勇勇No ratings yet
- Products Presentation MajorDocument47 pagesProducts Presentation MajorJuanita AndrewsNo ratings yet
- Previews 1554.6 2012 - PreDocument7 pagesPreviews 1554.6 2012 - PreRevan0% (1)
- Nittetsu High Efficiency Welding ProcessDocument16 pagesNittetsu High Efficiency Welding ProcessCarlos PadillaNo ratings yet
- Cam Operated HammerDocument52 pagesCam Operated HammerSRL MECHNo ratings yet
- 9 Cswip 3.1 Book 2010 Coloured BookDocument338 pages9 Cswip 3.1 Book 2010 Coloured BookBùi Công LộcNo ratings yet
- Er70S-3 Carbon Steel Welding Wire: Technical Specification SheetDocument2 pagesEr70S-3 Carbon Steel Welding Wire: Technical Specification Sheetrizviabbas2012No ratings yet
- Presentation 7 - Automated Welding in IndiaDocument40 pagesPresentation 7 - Automated Welding in IndiaTony JalemNo ratings yet
- 64-2103 Tweco Standard Classic VelocityDocument10 pages64-2103 Tweco Standard Classic VelocitycarlosNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- ssp239 - Audi A2 Body PDFDocument64 pagesssp239 - Audi A2 Body PDFJames ChoongNo ratings yet