You might also like
- cobas8000-DataManager - Host Interface Manual10205 PDFDocument286 pagescobas8000-DataManager - Host Interface Manual10205 PDF박수희No ratings yet
- Pci 389Document2 pagesPci 389ZitaPNo ratings yet
- Maintenance Schedules: Technical BulletinDocument30 pagesMaintenance Schedules: Technical BulletinMohamed Sameer100% (1)
- RECORD - Crankshaft Alignment Wfi Wv98v036 06gbDocument1 pageRECORD - Crankshaft Alignment Wfi Wv98v036 06gbtomiNo ratings yet
- Deutz 444 Main and Big End Bearing SetsDocument2 pagesDeutz 444 Main and Big End Bearing SetsD.Poljachihin100% (1)
- The Future of Wastewater Treatment Is Here.: Taron RDD FilterDocument1 pageThe Future of Wastewater Treatment Is Here.: Taron RDD FilterSivakumar Selvaraj100% (1)
- EIA Technical Manual for DistilleriesDocument200 pagesEIA Technical Manual for DistilleriesRaviMukeshNo ratings yet
- The Columbian Exchange ReadingDocument3 pagesThe Columbian Exchange Readingapi-286657372No ratings yet
- No-Go Criteria For Wärtsilä W38B Engine PartsDocument11 pagesNo-Go Criteria For Wärtsilä W38B Engine PartsRonald Bienemi PaezNo ratings yet
- Data & Specifications: 3299N030 4-Stroke EnginesDocument9 pagesData & Specifications: 3299N030 4-Stroke EnginesShadi MuhammedNo ratings yet
- 3210Q011 - Cylinder Liner Maintenance - ExternalDocument6 pages3210Q011 - Cylinder Liner Maintenance - Externaloska150No ratings yet
- Camshaft Vibration Damper ''D 63''Document36 pagesCamshaft Vibration Damper ''D 63''AlexDor100% (1)
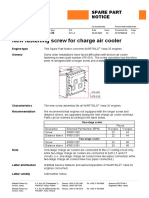
- New Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BDocument2 pagesNew Fastening Screw For Charge Air Cooler: PM Ob M Oq KLQF'BAlexander100% (1)
- Measurement Record AnalysisDocument1 pageMeasurement Record Analysistomi100% (1)
- Piston Ring Groove Height PDFDocument1 pagePiston Ring Groove Height PDFPoma100% (2)
- Cylinder Head Safety Valve: Pbosf'b IbqqboDocument4 pagesCylinder Head Safety Valve: Pbosf'b IbqqboAlexanderNo ratings yet
- Sulzer ZAV 40Document59 pagesSulzer ZAV 40Curtler Paquibot100% (1)
- 8Sjudglqjri6Fkdoohurloplvwghwhfwruv: (QJLQHW/SH HqhudoDocument1 page8Sjudglqjri6Fkdoohurloplvwghwhfwruv: (QJLQHW/SH HqhudoAlexanderNo ratings yet
- IM PAAE044212 13 InternalDocument496 pagesIM PAAE044212 13 InternalJulia KusovaNo ratings yet
- W46 Adjustment of Fuel Valve Opening Pressure 4616Q006 - 01gbDocument2 pagesW46 Adjustment of Fuel Valve Opening Pressure 4616Q006 - 01gbDP100% (1)
- Manual Vaasa 32 LNDocument350 pagesManual Vaasa 32 LNCihan YasarNo ratings yet
- No Go W38 Oi38-16 PDFDocument10 pagesNo Go W38 Oi38-16 PDFRonald Bienemi PaezNo ratings yet
- Engine Instruction Manual (2012)Document464 pagesEngine Instruction Manual (2012)rafael.eloidasilvaNo ratings yet
- Crankshaft Allignment AfterDocument1 pageCrankshaft Allignment AfterEka triyanto100% (1)
- Fuel Oil Specification For WÄRTSILÄ 32, Vasa 32 and 32LN EnginesDocument9 pagesFuel Oil Specification For WÄRTSILÄ 32, Vasa 32 and 32LN EnginesmohamedNo ratings yet
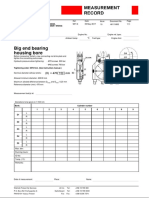
- Big End Bearing Housing Bore (Records)Document1 pageBig End Bearing Housing Bore (Records)Jose MarcialNo ratings yet
- Upgrading of Camshaft: Improved Performance For Old WÄRTSILÄ Vasa 32 Diesel EnginesDocument2 pagesUpgrading of Camshaft: Improved Performance For Old WÄRTSILÄ Vasa 32 Diesel EnginesAlexanderNo ratings yet
- 3405P369 - Tool For Tightness TestDocument4 pages3405P369 - Tool For Tightness TestSylvek91No ratings yet
- I-W38B 0044 GB-01 Piston OverhaulDocument8 pagesI-W38B 0044 GB-01 Piston OverhaulRonald Bienemi Paez100% (1)
- Piston Rings: Limits (MM)Document1 pagePiston Rings: Limits (MM)Denim102No ratings yet
- WV98V036 06gb PDFDocument1 pageWV98V036 06gb PDFrpicho100% (1)
- Internal IM PAAE044210-11Document496 pagesInternal IM PAAE044210-11Julia KusovaNo ratings yet
- Connecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionDocument2 pagesConnecting Rod Screws For WÄRTSILÄ 20, Replacement Interval and New RevisionMykola Titov100% (2)
- Engines: Cylinder Head Studs For Wärtsilä 46Document3 pagesEngines: Cylinder Head Studs For Wärtsilä 46Fakir Mahadi Hasan100% (1)
- Undine & Cymbeline Wartsila Tech BulletinDocument3 pagesUndine & Cymbeline Wartsila Tech BulletinAlexis Barnabás CollinsNo ratings yet
- BULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02Document3 pagesBULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02enzobvNo ratings yet
- Cylinder Liner W32Document1 pageCylinder Liner W32Poma100% (1)
- Parts 22490Document196 pagesParts 22490Ronald Bienemi PaezNo ratings yet
- Maintenance Manual ZAL40S Int UseDocument313 pagesMaintenance Manual ZAL40S Int UseRocknRollerNo ratings yet
- W38B New Bolts For Charge Air CoolerDocument3 pagesW38B New Bolts For Charge Air CoolerD.PoljachihinNo ratings yet
- Fuel Leakage On LP Pipes W38B.0007.GB - 03Document2 pagesFuel Leakage On LP Pipes W38B.0007.GB - 03Ronald Bienemi PaezNo ratings yet
- Damper Offer WartsilaDocument2 pagesDamper Offer WartsilaapsNo ratings yet
- Tools SW280 PDFDocument8 pagesTools SW280 PDFRonald Bienemi Paez100% (2)
- Replacing Exhaust Valve Seat O-RingsDocument2 pagesReplacing Exhaust Valve Seat O-RingsAlexanderNo ratings yet
- Wärtsilä Engine Service ReportDocument1 pageWärtsilä Engine Service ReportBertan Chirim100% (1)
- 97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgDocument1 page97537xuerfkdujhuv &rpsuhvvruvlghehdulqjv: NjurxqgAlexanderNo ratings yet
- Gear Train Clearance-WBD-IEL-5C0196Document1 pageGear Train Clearance-WBD-IEL-5C0196tomi100% (1)
- WinGD 2S - Aligment - Guidelines For MeasurementsDocument32 pagesWinGD 2S - Aligment - Guidelines For MeasurementsfendynovapamelaNo ratings yet
- Maintaining Micro Pilot InjectorsDocument40 pagesMaintaining Micro Pilot InjectorsPeteNo ratings yet
- Crankshaft Damage and Overheating Leads To Replacing A Crankshaft On A Wartsila 32 PDFDocument4 pagesCrankshaft Damage and Overheating Leads To Replacing A Crankshaft On A Wartsila 32 PDFKurupath SidharthanNo ratings yet
- Cyl Liner Upper O-Ring PDFDocument2 pagesCyl Liner Upper O-Ring PDFDimitrijs SilinsNo ratings yet
- RainDocument8 pagesRainlwinooNo ratings yet
- Iston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkDocument2 pagesIston With Undulated Piston Crown: Lmbo QFKD Fkpqor'qflkRonald Bienemi Paez100% (2)
- WS23P257 FGL 1363 Inductive Sensor PDFDocument3 pagesWS23P257 FGL 1363 Inductive Sensor PDFmohamed0% (1)
- Wartsila o e W 50df PG PDFDocument182 pagesWartsila o e W 50df PG PDFRio WawoNo ratings yet
- Measurement Records: Geislinger Vibration DamperDocument3 pagesMeasurement Records: Geislinger Vibration Damper1988anu100% (1)
- Deutz 628 Bearing Repair Size TB628-99-224Document2 pagesDeutz 628 Bearing Repair Size TB628-99-224D.Poljachihin100% (1)
- Table of Contents For Maintenance Manual: SulzlrDocument40 pagesTable of Contents For Maintenance Manual: Sulzlrpendik kuswoyoNo ratings yet
- Connecting Rod Measurement RecordDocument1 pageConnecting Rod Measurement RecordPoma100% (2)
- Ss-đã Chuyển ĐổiDocument10 pagesSs-đã Chuyển ĐổiTrần Hoài VinhNo ratings yet
- Cooling Water Treatment and Analysing: Operating InstructionDocument7 pagesCooling Water Treatment and Analysing: Operating Instructionamin32No ratings yet
- Cooling Water Treatment and Analysing: Lmbo QFKD Fkpqor'qflkDocument7 pagesCooling Water Treatment and Analysing: Lmbo QFKD Fkpqor'qflkRonald Bienemi Paez100% (1)
- Cooling Water Treatment - Bulletins - WartsilaDocument9 pagesCooling Water Treatment - Bulletins - WartsilaAfsanul TanveerNo ratings yet
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- COD & TOC AnalyserDocument24 pagesCOD & TOC AnalyserSivakumar SelvarajNo ratings yet
- Effect of Viscosity On C Sugar in Beet Sugar FactoriesDocument5 pagesEffect of Viscosity On C Sugar in Beet Sugar FactoriesSivakumar SelvarajNo ratings yet
- Indian Dairy Dairy Products Industry - June 2020Document13 pagesIndian Dairy Dairy Products Industry - June 2020Sivakumar SelvarajNo ratings yet
- Indian Dairy Dairy Products Industry - June 2020Document13 pagesIndian Dairy Dairy Products Industry - June 2020Sivakumar SelvarajNo ratings yet
- Nalcool 2000: Diesel Engine Corrosion InhibitorDocument2 pagesNalcool 2000: Diesel Engine Corrosion InhibitorTan KokkiangNo ratings yet
- E&H Analyser ComparsionDocument1 pageE&H Analyser ComparsionSivakumar SelvarajNo ratings yet
- Ammonia FDA 173.184Document2 pagesAmmonia FDA 173.184Sivakumar SelvarajNo ratings yet
- W Watert T Alk: Amine RegulationsDocument4 pagesW Watert T Alk: Amine RegulationsSivakumar SelvarajNo ratings yet
- Nalcool 2000: Diesel Engine Corrosion InhibitorDocument2 pagesNalcool 2000: Diesel Engine Corrosion InhibitorTan KokkiangNo ratings yet
- Water Soluble Polymers PDFDocument57 pagesWater Soluble Polymers PDFarchanaNo ratings yet
- CFR - Code of Federal Regulations Title 21 BoilerDocument3 pagesCFR - Code of Federal Regulations Title 21 BoilerSivakumar SelvarajNo ratings yet
- Boiler Treatment Capabilities: SUEZ Water Technologies and SolutionsDocument25 pagesBoiler Treatment Capabilities: SUEZ Water Technologies and SolutionsSivakumar SelvarajNo ratings yet
- CFR 2009 Title21 Vol3 Sec173 310 Waterfeed BoilerDocument3 pagesCFR 2009 Title21 Vol3 Sec173 310 Waterfeed BoilerMufti AhmadNo ratings yet
- BOYDEL Case Study BlueTech Forum 2020 Innovation Showcase - Olga FINALDocument1 pageBOYDEL Case Study BlueTech Forum 2020 Innovation Showcase - Olga FINALSivakumar SelvarajNo ratings yet
- BromineChlorine by DPDDocument3 pagesBromineChlorine by DPDSivakumar SelvarajNo ratings yet
- Widening of Pat Sectors - Distillery PDFDocument45 pagesWidening of Pat Sectors - Distillery PDFVIVEKNo ratings yet
- Complete guide to privacyDocument287 pagesComplete guide to privacySivakumar SelvarajNo ratings yet
- Lee R. Madsen II, Research Associate /doctoral StudentDocument19 pagesLee R. Madsen II, Research Associate /doctoral StudentSivakumar SelvarajNo ratings yet
- Drimax 1234 MSDSDocument8 pagesDrimax 1234 MSDSSivakumar SelvarajNo ratings yet
- Using Bio Organic Catalysts Reduce Fouling Industrial CoolingDocument16 pagesUsing Bio Organic Catalysts Reduce Fouling Industrial CoolingSivakumar SelvarajNo ratings yet
- KJHGDocument18 pagesKJHGSandeep Yäðäv100% (1)
- M/S. Ponni Sugars (Erode) Limtied (Distillery Plant)Document21 pagesM/S. Ponni Sugars (Erode) Limtied (Distillery Plant)Sivakumar SelvarajNo ratings yet
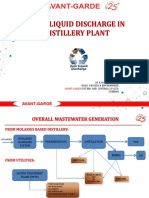
- Avant-Garde Mr. K Mohan KumarDocument46 pagesAvant-Garde Mr. K Mohan KumarSivakumar SelvarajNo ratings yet
- Distillery SectorDocument36 pagesDistillery SectorSivakumar SelvarajNo ratings yet
- Daily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDDocument2 pagesDaily Manufacturing Report: Shreenath Mhaskoba Sakhar Karkhana LTDSivakumar SelvarajNo ratings yet
- Distillery Sector1Document32 pagesDistillery Sector1Sivakumar SelvarajNo ratings yet
- Bannari - Dis - Eia - Eng StartupDocument12 pagesBannari - Dis - Eia - Eng StartupSajeevNo ratings yet
- 5fc56cb37a6847288b78b547 - Using Kobo ToolboxDocument4 pages5fc56cb37a6847288b78b547 - Using Kobo Toolboxpouya rahmanyNo ratings yet
- MEL - Math 10C Item Writing - MC & NR ReviewDocument71 pagesMEL - Math 10C Item Writing - MC & NR ReviewMya TseNo ratings yet
- Tecnolatinas en PDF 170116Document45 pagesTecnolatinas en PDF 170116AaronUrdanetaNo ratings yet
- ISC 2023 English Language Question PaperDocument5 pagesISC 2023 English Language Question PaperMohit JoshiNo ratings yet
- 404handler PDFDocument33 pages404handler PDFAnonymous JijwlW7No ratings yet
- Silent Spring: What's InsideDocument22 pagesSilent Spring: What's InsideDelina TedrosNo ratings yet
- Acros Organics Acta N°006Document20 pagesAcros Organics Acta N°006Atomer FormationNo ratings yet
- Actma Batch 14 Quiz..Document3 pagesActma Batch 14 Quiz..Mark Tozuka100% (1)
- Nouveau Document TexteDocument6 pagesNouveau Document Texteamal mallouliNo ratings yet
- MVC PaperDocument14 pagesMVC PaperManal MkNo ratings yet
- Carbon TaxDocument24 pagesCarbon Taxasofos100% (1)
- Chap 7Document35 pagesChap 7Nizar TayemNo ratings yet
- DQFAQsDocument8 pagesDQFAQsBhagyashree kawaleNo ratings yet
- ADC0804 Datasheet - ADC 0804 Pin Diagram & Description - EngineersGarageDocument3 pagesADC0804 Datasheet - ADC 0804 Pin Diagram & Description - EngineersGarageMehanathan Maggie MikeyNo ratings yet
- Iranian Food Enquiries ReportDocument22 pagesIranian Food Enquiries Reportswapnilrane03100% (1)
- Blogger TemplateDocument15 pagesBlogger TemplateSteffi Jasmyn BelderolNo ratings yet
- South - American HerbsDocument22 pagesSouth - American HerbsNicolás Robles100% (1)
- Anna University Project Work Submission FormDocument1 pageAnna University Project Work Submission FormaddssdfaNo ratings yet
- 21st Century Literature Quarter 2 Week 7Document5 pages21st Century Literature Quarter 2 Week 7SHERRY MAE MINGONo ratings yet
- Crescent Moon InstructionsDocument7 pagesCrescent Moon InstructionsSARANo ratings yet
- Post Office Challan - RRB RECRUITMENT PDFDocument1 pagePost Office Challan - RRB RECRUITMENT PDFGaurav KashyapNo ratings yet
- Gas Turbine Flow MeterDocument33 pagesGas Turbine Flow MeterKhabbab Hussain K-hNo ratings yet
- Input Interfaces - Locate LPN LockDocument22 pagesInput Interfaces - Locate LPN LockSatyanarayana NekkantiNo ratings yet
- Detecting Voltage Differences Between Two Points With A Phase ComparatorDocument1 pageDetecting Voltage Differences Between Two Points With A Phase ComparatorContract 42154No ratings yet
- Jurnal SinusitisDocument49 pagesJurnal SinusitisAramanda Dian100% (1)
- Biology of Tooth MovementDocument22 pagesBiology of Tooth MovementsakshiNo ratings yet
- ReadmeDocument7 pagesReadmeLogan SilvaNo ratings yet
- Cram v. The Fanatic Group - ComplaintDocument44 pagesCram v. The Fanatic Group - ComplaintSarah BursteinNo ratings yet