You might also like
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- Coal Mining Methods - EMFI SummaryDocument0 pagesCoal Mining Methods - EMFI SummaryCharles BinuNo ratings yet
- A Presentation On Underground Stoping Methods - IIDocument68 pagesA Presentation On Underground Stoping Methods - IIANSHUL YADAV100% (1)
- Cut & Fill StopingDocument13 pagesCut & Fill StopingJasmeet Singh SalujaNo ratings yet
- Tunnel PDFDocument24 pagesTunnel PDFea5380% (25)
- Conventional Shaft Sinking by Manual MeansDocument26 pagesConventional Shaft Sinking by Manual Meansmechanical0% (1)
- Tunneling On Soft SoilsDocument12 pagesTunneling On Soft Soilsdsananda50% (2)
- Cut and Fill MethodDocument26 pagesCut and Fill MethodANSHUL YADAVNo ratings yet
- Mining Methods Under Ground MetalDocument24 pagesMining Methods Under Ground MetalSidharth0% (1)
- Metal Mining Stoping MethodsDocument51 pagesMetal Mining Stoping MethodsSheshu BabuNo ratings yet
- Catalogo G3500Document9 pagesCatalogo G3500mario_r3604466No ratings yet
- Longwall MiningDocument48 pagesLongwall MiningAjeet Kumar100% (1)
- Longwall Methods (Mod 3)Document48 pagesLongwall Methods (Mod 3)Asikul Islam100% (1)
- Shrinkage Stoping by GurudevDocument22 pagesShrinkage Stoping by GurudevANSHUL YADAVNo ratings yet
- Report On Study of Power Generating System and Distribution in Captive Power PlantDocument30 pagesReport On Study of Power Generating System and Distribution in Captive Power PlantrajuNo ratings yet
- Raising Methods in Metal MinesDocument4 pagesRaising Methods in Metal MinesVidya Sagar83% (6)
- AVOCA Mining MethodDocument9 pagesAVOCA Mining MethodCarlos A. Espinoza M100% (2)
- Pipe JackingDocument0 pagesPipe JackingJc Aviles MartinezNo ratings yet
- Kiln Feed Dust LossesDocument2 pagesKiln Feed Dust Lossesv1963No ratings yet
- Transporting Ore: Pembahasan Soal Toefl Structure & Written ExpressionDocument10 pagesTransporting Ore: Pembahasan Soal Toefl Structure & Written ExpressionArnes Tata100% (6)
- Multilateral Well (Mohsin)Document10 pagesMultilateral Well (Mohsin)Mohsin ZiaNo ratings yet
- BWEDocument16 pagesBWEMas YoanNo ratings yet
- Bord and Pillar Method-HandoutsDocument42 pagesBord and Pillar Method-HandoutsDaud Khan67% (3)
- Metal Mining Stoping MethodsDocument51 pagesMetal Mining Stoping MethodsAjeet KumarNo ratings yet
- Method Sublevel CavingDocument16 pagesMethod Sublevel CavingAntonioJavierOstosMachadoNo ratings yet
- Method Statement - TBM SimpleDocument29 pagesMethod Statement - TBM SimpleMazhar BasaNo ratings yet
- Mining of Narrow Steeply Dipping VeinsDocument31 pagesMining of Narrow Steeply Dipping Veinstd__1985No ratings yet
- Stoping MethodDocument51 pagesStoping MethodRathnakar Reddy100% (1)
- UMM (Underground Mining Method)Document115 pagesUMM (Underground Mining Method)Irvan0% (1)
- Ash in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForDocument5 pagesAsh in The Analysis Sample of Coal and Coke From Coal: Standard Test Method ForJohn Alexander SabogalNo ratings yet
- NTPC Limited Anta Gas Power Station: First Prize Thermal Power StationsDocument20 pagesNTPC Limited Anta Gas Power Station: First Prize Thermal Power Stationsmaknu2827 Jain100% (1)
- Tunneling On Soft Soils PDFDocument12 pagesTunneling On Soft Soils PDFGourab MandalNo ratings yet
- Shrinkage StopingDocument14 pagesShrinkage StopingWilliam WatersNo ratings yet
- Enlargement of Live Line Tunnel by Drilling and BlastingDocument6 pagesEnlargement of Live Line Tunnel by Drilling and BlastingHarold TaylorNo ratings yet
- Direct Reduction of Iron ProcessDocument84 pagesDirect Reduction of Iron ProcessAmit Kumar SinghNo ratings yet
- Indian Institute of Engineering Science and Technology, ShibpurDocument6 pagesIndian Institute of Engineering Science and Technology, ShibpurAbhishekNo ratings yet
- Ent 1Document10 pagesEnt 1shivam raiNo ratings yet
- Tunneling Through Hard Rocks: Full Face MethodDocument5 pagesTunneling Through Hard Rocks: Full Face MethodYoga RajNo ratings yet
- 16.shortwall Mining-D M Gokhale, WCLDocument6 pages16.shortwall Mining-D M Gokhale, WCLkatta_sridharNo ratings yet
- Sublevel Stoping Method: (Orblastholestoping)Document11 pagesSublevel Stoping Method: (Orblastholestoping)Jóse AntonioNo ratings yet
- (Hal 1-49) UMM (Underground Mining Method)Document64 pages(Hal 1-49) UMM (Underground Mining Method)Andi Kurniawan100% (1)
- 4underground Coal Mining MethodsDocument14 pages4underground Coal Mining MethodsAkhil Sai KrishnaNo ratings yet
- Question No: 61: Room and Pillar MethodDocument12 pagesQuestion No: 61: Room and Pillar MethodashikNo ratings yet
- Ani Kilania PDFDocument4 pagesAni Kilania PDFShubham Kumar100% (1)
- 117MN0651Document12 pages117MN0651Prabhu PrasadNo ratings yet
- Horizon Mining Level Mining: Longwall & Other Methods of WorkingDocument14 pagesHorizon Mining Level Mining: Longwall & Other Methods of WorkingVamshiNo ratings yet
- Report 2Document3 pagesReport 2madherchodgroup1No ratings yet
- Cut and Fill Metodo ENDocument12 pagesCut and Fill Metodo ENNaitsirhc LewisNo ratings yet
- Cut and FillDocument12 pagesCut and FillNaitsirhc LewisNo ratings yet
- Thermal Properties of Concrete (24.03.10)Document22 pagesThermal Properties of Concrete (24.03.10)santhu256No ratings yet
- Mining of NarrowDocument31 pagesMining of NarrowWilliam HinostrozaNo ratings yet
- Caving Methods - Longwall MiningDocument19 pagesCaving Methods - Longwall Miningabhimanyu choudharyNo ratings yet
- Salvaging & Installation of Powered Support Longwall EquipmentDocument40 pagesSalvaging & Installation of Powered Support Longwall EquipmentRavi Kukreja100% (1)
- Sublevel CavingDocument16 pagesSublevel CavingVictor BalboaNo ratings yet
- Site Selection of An Incline or Pit:: R FurtherDocument6 pagesSite Selection of An Incline or Pit:: R FurtherSatyajeet ParidaNo ratings yet
- Block CavingDocument6 pagesBlock CavingMmm 123No ratings yet
- Board and PillarDocument21 pagesBoard and PillarMayur BawaneNo ratings yet
- Breast Stoping Lay OutDocument4 pagesBreast Stoping Lay OutTinozivasheNo ratings yet
- Casing Design: Drilling ReportDocument10 pagesCasing Design: Drilling Reportمحمد علي كريم شكر100% (1)
- Longwall MiningDocument6 pagesLongwall MiningGiancarlo Calderon AmesquitaNo ratings yet
- JETIRB006004Document7 pagesJETIRB006004Murtaza SaifyNo ratings yet
- Module 2: Solid Fossil Fuel (Coal) Lecture 8: Coal MiningDocument6 pagesModule 2: Solid Fossil Fuel (Coal) Lecture 8: Coal MiningBrijesh BhartiNo ratings yet
- Sequence of Development UmDocument3 pagesSequence of Development UmMariel Latido GalindezNo ratings yet
- Shrinkage Stoping Mining MethodDocument3 pagesShrinkage Stoping Mining MethodRyvan GibranNo ratings yet
- GeologyDocument16 pagesGeologyRonan MalacatNo ratings yet
- D Martin Et Al - Borehole Hoisting SystemsDocument14 pagesD Martin Et Al - Borehole Hoisting SystemsalunpjNo ratings yet
- Iptc 15267Document9 pagesIptc 15267Ralf JonesNo ratings yet
- Tunnel ConstructionDocument24 pagesTunnel ConstructionSugato PalNo ratings yet
- MN402 04Document21 pagesMN402 04UnknownNo ratings yet
- MN402 04Document21 pagesMN402 04UnknownNo ratings yet
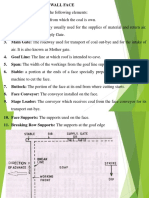
- A Longwall Face Comprises The Following ElementsDocument20 pagesA Longwall Face Comprises The Following ElementsUnknownNo ratings yet
- MN402 05Document27 pagesMN402 05UnknownNo ratings yet
- A Longwall Face Comprises The Following ElementsDocument20 pagesA Longwall Face Comprises The Following ElementsUnknownNo ratings yet
- MN402 03Document32 pagesMN402 03UnknownNo ratings yet
- MN402 05Document27 pagesMN402 05UnknownNo ratings yet
- MN402 01Document22 pagesMN402 01UnknownNo ratings yet
- MN402 03Document32 pagesMN402 03UnknownNo ratings yet
- MN402 04Document21 pagesMN402 04UnknownNo ratings yet
- MN402 05Document27 pagesMN402 05UnknownNo ratings yet
- Basic Mechanical Engineering (ME-405) : Machine Design ClutchesDocument32 pagesBasic Mechanical Engineering (ME-405) : Machine Design ClutchesUnknownNo ratings yet
- MN402 03Document32 pagesMN402 03UnknownNo ratings yet
- A Longwall Face Comprises The Following ElementsDocument20 pagesA Longwall Face Comprises The Following ElementsUnknownNo ratings yet
- MN402 01Document22 pagesMN402 01UnknownNo ratings yet
- Basic Mechanical Engineering (ME-405) : Machine Design GearsDocument43 pagesBasic Mechanical Engineering (ME-405) : Machine Design GearsUnknownNo ratings yet
- Dgms Circular Upto June 2017Document1,342 pagesDgms Circular Upto June 2017Ranjan KumarNo ratings yet
- A Study of The Workload of Underground Trammers inDocument10 pagesA Study of The Workload of Underground Trammers inUnknownNo ratings yet
- TensorDocument53 pagesTensorUnknownNo ratings yet
- Basic Mechanical Engineering (ME-405) : Machine Design CouplingsDocument15 pagesBasic Mechanical Engineering (ME-405) : Machine Design CouplingsUnknownNo ratings yet
- Basic Mechanical EngineeringDocument52 pagesBasic Mechanical EngineeringUnknownNo ratings yet
- UG Mid Semester ExaminationDocument7 pagesUG Mid Semester ExaminationUnknownNo ratings yet
- MMR 1961Document139 pagesMMR 1961Hari PidikitiNo ratings yet
- TensorDocument53 pagesTensorUnknownNo ratings yet
- Tensor PDFDocument53 pagesTensor PDFCristhian ValladaresNo ratings yet
- Dynamics PracticeDocument16 pagesDynamics PracticeUnknownNo ratings yet
- ES Chem 101 Lesson 1 Fuel and CombustionDocument51 pagesES Chem 101 Lesson 1 Fuel and CombustionInstructor JL Cuizon, RChENo ratings yet
- CFD Applications For Performance Improvement in Power PlantsDocument36 pagesCFD Applications For Performance Improvement in Power Plantsdillipsh123No ratings yet
- Pakistani Coal BlendingDocument5 pagesPakistani Coal BlendingstufftufailNo ratings yet
- Coal Sampling IndiaDocument27 pagesCoal Sampling IndiaMed Amine RessadNo ratings yet
- Final FSR Cum DPR - Chhabra - 4x250 MW RRVUN - BDocument146 pagesFinal FSR Cum DPR - Chhabra - 4x250 MW RRVUN - BAnonymous 5XvUbWynnNo ratings yet
- CH3010 - Power Plant Engineering Notes .Document75 pagesCH3010 - Power Plant Engineering Notes .VijayNo ratings yet
- Coal Quality and SLagDocument35 pagesCoal Quality and SLagclparkNo ratings yet
- S.1 Short Title of Commencement: Kolkata Port Trust Scale of Rates Gazette No.65 Dated 26.02.2014 GeneralDocument42 pagesS.1 Short Title of Commencement: Kolkata Port Trust Scale of Rates Gazette No.65 Dated 26.02.2014 GeneralAbhishek KumarNo ratings yet
- Mark Scheme Geography Mock - Salman HashmiDocument14 pagesMark Scheme Geography Mock - Salman HashmiSarim AbdullahNo ratings yet
- LAG-285 Modification-I Engro Powergen 14-10-2019Document15 pagesLAG-285 Modification-I Engro Powergen 14-10-2019nooralhudNo ratings yet
- Continuous MinerDocument3 pagesContinuous MinerbhsbxbmNo ratings yet
- Position On Strategic GraphiteDocument26 pagesPosition On Strategic GraphitemcnpopaNo ratings yet
- Power Quality Issues of Distorted and Weak DistribDocument20 pagesPower Quality Issues of Distorted and Weak Distribvasu1984No ratings yet
- Lecture 01-03: Study of Sources of Energy: Conventional and Renewable, Environmental PollutionDocument41 pagesLecture 01-03: Study of Sources of Energy: Conventional and Renewable, Environmental PollutionMasudur RahmanNo ratings yet
- Barsingsar TPSDocument31 pagesBarsingsar TPSkarthik achudhanNo ratings yet
- The Extraction of IronDocument2 pagesThe Extraction of IronAshleigh JarrettNo ratings yet
- Unit-Iii Oce551 Apce Typed Notes PDFDocument9 pagesUnit-Iii Oce551 Apce Typed Notes PDFammian790% (1)
- Col A50Document1 pageCol A50Bryn rpNo ratings yet
- E 9018-B9 Product-SheetDocument1 pageE 9018-B9 Product-SheetjuanNo ratings yet
- Low Carbon Operation of Super-Large Blast Furnaces in China: ReviewDocument11 pagesLow Carbon Operation of Super-Large Blast Furnaces in China: ReviewROWHEITNo ratings yet
- Optimization of Fuel Additive Utilisation at Boiler of Paiton Coal Fired Steam Power Plant Unit 1& 2Document12 pagesOptimization of Fuel Additive Utilisation at Boiler of Paiton Coal Fired Steam Power Plant Unit 1& 2fajar noviantoNo ratings yet
- Board and PillarDocument21 pagesBoard and PillarMayur BawaneNo ratings yet