You might also like
- Measurement While Drilling: Signal Analysis, Optimization and DesignFrom EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignNo ratings yet
- WFT 000483Document4 pagesWFT 000483Abboud KingNo ratings yet
- 16 BHA Tally FormatDocument2 pages16 BHA Tally FormatShraddhanand MoreNo ratings yet
- 7 X 9.625 With TSP, DWPDocument5 pages7 X 9.625 With TSP, DWPRahima RahoumaNo ratings yet
- Drilling BHA - General AssemblyDocument3 pagesDrilling BHA - General AssemblyAdel Ahmed AlkhaligyNo ratings yet
- Halliburton: VR Safety JointDocument2 pagesHalliburton: VR Safety Jointsaeed65No ratings yet
- Casing Cutting Procedure - WFDDocument5 pagesCasing Cutting Procedure - WFDprateek132106No ratings yet
- Workover Daily Report WQ1-039Document3 pagesWorkover Daily Report WQ1-039kareem100% (1)
- Santos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3Document13 pagesSantos 7'' HPC and TAMCAP Assembly - Running Procedure - Rev.3TonyNo ratings yet
- Shts & RPSB, HPSRDocument8 pagesShts & RPSB, HPSRAyman100% (1)
- Running Procedure 5Document2 pagesRunning Procedure 5Pesireron RoberthNo ratings yet
- 200 Drilling Engineering PDFDocument10 pages200 Drilling Engineering PDFJesus De la RosaNo ratings yet
- Cement PlugDocument7 pagesCement PlugJayesh ChavanNo ratings yet
- SOP Sidetracking Off A Cement PlugDocument2 pagesSOP Sidetracking Off A Cement PlugAnilNo ratings yet
- CT Coveyed PerforatingDocument4 pagesCT Coveyed PerforatingAdel Ahmed AlkhaligyNo ratings yet
- OMNI Roller ReamerDocument2 pagesOMNI Roller ReamerCaptain NematollahiNo ratings yet
- 00087167Document11 pages00087167JohnSmith100% (1)
- Game Plan Adc-12 at Shyb-479 16" Hole 06/20/2014Document2 pagesGame Plan Adc-12 at Shyb-479 16" Hole 06/20/2014Mohamed AbozeimaNo ratings yet
- Optimizing bit hydraulics and hole cleaning calculationsDocument1 pageOptimizing bit hydraulics and hole cleaning calculationsDian SikumbangNo ratings yet
- Fishing Tools For 17 and Half Inch HoleDocument2 pagesFishing Tools For 17 and Half Inch Holehamid0% (1)
- 1 - Hydra Jar - Technical DataDocument3 pages1 - Hydra Jar - Technical DataJoseMi Vacaflor IllanesNo ratings yet
- Fishing Tools ListDocument6 pagesFishing Tools Listกัญญารัตน์ พูลทองNo ratings yet
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigreNo ratings yet
- Alaska Drilling and Wells Recommended Practice: CTD Drilling FluidDocument4 pagesAlaska Drilling and Wells Recommended Practice: CTD Drilling FluidAdel Ahmed AlkhaligyNo ratings yet
- Cement Plug SidetrackDocument2 pagesCement Plug SidetrackAnilNo ratings yet
- TCP-DST-01 String Diagram Rajian-07 PDFDocument1 pageTCP-DST-01 String Diagram Rajian-07 PDFRizwan FaridNo ratings yet
- Brochure - NCS Multistage-Unlimited-Pin-point Fracturing - CompressedDocument8 pagesBrochure - NCS Multistage-Unlimited-Pin-point Fracturing - CompressedNightNo ratings yet
- Milling Guidlines in DrillingDocument1 pageMilling Guidlines in DrillingJevi SeptiawanNo ratings yet
- Shock Tool Manual PDFDocument23 pagesShock Tool Manual PDFAbboud KingNo ratings yet
- Chap EDocument44 pagesChap ERANJITH K PNo ratings yet
- Model "Jyq" Mechanical-Hydraulic Drilling Jar: Instruction ManualDocument8 pagesModel "Jyq" Mechanical-Hydraulic Drilling Jar: Instruction ManualMarvin William Montes Cristo100% (1)
- Tg-374 18.625in Cement Rev No. 1Document3 pagesTg-374 18.625in Cement Rev No. 1Lessly Lorena Apala RamirezNo ratings yet
- 13.375 Inter I - 68 PPFDocument12 pages13.375 Inter I - 68 PPFAnonymous XbmoAFtINo ratings yet
- Mud/Gas Separator Sizing and Evaluation: G.R. MacdougallDocument6 pagesMud/Gas Separator Sizing and Evaluation: G.R. MacdougallDiego AraqueNo ratings yet
- Drilling FluidsDocument19 pagesDrilling FluidsBenjamin HaganNo ratings yet
- Slip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationDocument1 pageSlip Type Elevator - YT - HYT - YC - HYC Slip Type Elevator For Drilling or Work-Over OperationHanyNo ratings yet
- Dog Leg Severity CalculationDocument30 pagesDog Leg Severity CalculationChristian LianNo ratings yet
- Example 7in Liner 2 Stage Cementing ProcedureDocument2 pagesExample 7in Liner 2 Stage Cementing ProcedureYougchu LuanNo ratings yet
- Trex 01157Document17 pagesTrex 01157OSDocs2012No ratings yet
- Plaster & Wald Consulting Corp.: Fill in Shaded AreasDocument2 pagesPlaster & Wald Consulting Corp.: Fill in Shaded AreasmarvinNo ratings yet
- Operating manual for Wenzel double acting hydraulic drilling jarDocument10 pagesOperating manual for Wenzel double acting hydraulic drilling jarDanciulescu Mircea GabrielNo ratings yet
- DRILPLEX - Casing MillingDocument5 pagesDRILPLEX - Casing MillingPablo Martínez BerenguerNo ratings yet
- SPE Rig SelectionDocument8 pagesSPE Rig SelectionEyoma EtimNo ratings yet
- AccumulatorDocument12 pagesAccumulatorNaser Khan100% (1)
- Kill Sheet: Prerecorded Infromation Pump Strokes RequiredDocument16 pagesKill Sheet: Prerecorded Infromation Pump Strokes RequiredAbdul Hameed OmarNo ratings yet
- Handing Tools CPMCDocument32 pagesHanding Tools CPMCcristinelb100% (1)
- SOP 829-019 Rig Out The Mud Tanks and Pumps.Document2 pagesSOP 829-019 Rig Out The Mud Tanks and Pumps.Anonymous XbmoAFtINo ratings yet
- JarPro Users Manual PDFDocument16 pagesJarPro Users Manual PDFSergeyNo ratings yet
- BOP BoltsDocument5 pagesBOP BoltsHadirah DunglahNo ratings yet
- Rig Crew Night Shift AttendanceDocument56 pagesRig Crew Night Shift Attendanceezi gusfiaNo ratings yet
- MR86L - Drilling MontageDocument1 pageMR86L - Drilling MontageGabriel PlazasNo ratings yet
- Tubulars and Tubular Services Catalog: DrilcoDocument29 pagesTubulars and Tubular Services Catalog: DrilcoDoni KurniawanNo ratings yet
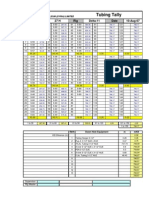
- Tubing Tally: Delta-11 Well 27 H Rig Date 10-Aug-07Document1 pageTubing Tally: Delta-11 Well 27 H Rig Date 10-Aug-07Saer OklaNo ratings yet
- Remedial Cementing TechniquesDocument4 pagesRemedial Cementing TechniquesColor RougeNo ratings yet
- Mizzen L-11 - End of Well Report - INV - 032042 642 PDFDocument1 pageMizzen L-11 - End of Well Report - INV - 032042 642 PDFKevin MuellerNo ratings yet
- Off-Bottom Drilling PracticesDocument3 pagesOff-Bottom Drilling PracticesAdel Ahmed AlkhaligyNo ratings yet
- Well Control Worksheet For A Surface Bop Stack: CANNON 1-21Document2 pagesWell Control Worksheet For A Surface Bop Stack: CANNON 1-21scrbdgharaviNo ratings yet
- RTTS Packer: Technical Data SheetDocument5 pagesRTTS Packer: Technical Data SheetHamid Reza Babaei100% (1)
- Side TrackingDocument1 pageSide TrackingAnilNo ratings yet
- NS-9 Drilling Jars and AcceleratorsDocument23 pagesNS-9 Drilling Jars and AcceleratorsAnilNo ratings yet
- Directional CalculationsDocument10 pagesDirectional CalculationsAnilNo ratings yet
- Rotary BHA Design PrinciplesDocument41 pagesRotary BHA Design PrinciplesAnilNo ratings yet
- Open Hole Sidetracking in Lateral SectionsDocument2 pagesOpen Hole Sidetracking in Lateral SectionsAnilNo ratings yet
- World Oil - 2008 Drill Bit ClassificationDocument18 pagesWorld Oil - 2008 Drill Bit ClassificationAnilNo ratings yet
- Under Balance Drilling OperationDocument2 pagesUnder Balance Drilling OperationAnilNo ratings yet
- Teoria SidetrackDocument5 pagesTeoria SidetrackAndres LojaNo ratings yet
- Under Balance Drilling OperationDocument2 pagesUnder Balance Drilling OperationAnilNo ratings yet
- Wenzel HydMech Drilling JarsDocument3 pagesWenzel HydMech Drilling JarsAnilNo ratings yet
- Side Tracking in Open Hole: Charles Ingold, Schlumberger D&MDocument46 pagesSide Tracking in Open Hole: Charles Ingold, Schlumberger D&MAnilNo ratings yet
- LITHOLOGICAL CHARACTERISTICS OF FORMATIONSDocument7 pagesLITHOLOGICAL CHARACTERISTICS OF FORMATIONSAnilNo ratings yet
- Teoria SidetrackDocument5 pagesTeoria SidetrackAndres LojaNo ratings yet
- SOP Sidetracking Off A Cement PlugDocument2 pagesSOP Sidetracking Off A Cement PlugAnilNo ratings yet
- Section Mill SidetrackDocument3 pagesSection Mill SidetrackAnilNo ratings yet
- Section Mill SidetrackDocument3 pagesSection Mill SidetrackAnilNo ratings yet
- Determine To Spot To SidetrackDocument1 pageDetermine To Spot To SidetrackAnilNo ratings yet
- Under Balance Drilling OperationDocument2 pagesUnder Balance Drilling OperationAnilNo ratings yet
- SOP Sidetracking Off A Cement PlugDocument2 pagesSOP Sidetracking Off A Cement PlugAnilNo ratings yet
- Open Hole SidetrackDocument2 pagesOpen Hole SidetrackAnilNo ratings yet
- Section mill re-entry planningDocument3 pagesSection mill re-entry planningAnilNo ratings yet
- Cement Plug SidetrackDocument2 pagesCement Plug SidetrackAnilNo ratings yet
- Rotary StabilizationDocument2 pagesRotary StabilizationAnilNo ratings yet
- Gyro orientation errors and how to avoid themDocument2 pagesGyro orientation errors and how to avoid themAnil100% (1)
- Cement Plug Sidetrack With Bent MotorDocument2 pagesCement Plug Sidetrack With Bent MotorAnilNo ratings yet
- PX 100 Disc Stack CentrifugeDocument2 pagesPX 100 Disc Stack CentrifugemuhammadariNo ratings yet
- OVER CURRENT PROTECTION CHARTSDocument2 pagesOVER CURRENT PROTECTION CHARTSsalmanNo ratings yet
- Concrete Encased Composite Column ACI - AISCDocument14 pagesConcrete Encased Composite Column ACI - AISCAli KhalafNo ratings yet
- Make An Adjustable-Height Table With A Car Jack: InstructablesDocument20 pagesMake An Adjustable-Height Table With A Car Jack: InstructablesSholeh ShubagjaNo ratings yet
- UJT Relaxation Oscillator DesignDocument4 pagesUJT Relaxation Oscillator DesignAtharva Pimparkar 19TXT103No ratings yet
- Mechanical BeltsDocument9 pagesMechanical BeltstorresgiovanniNo ratings yet
- AD 310 - Staircases With Flat StringersDocument1 pageAD 310 - Staircases With Flat Stringerssymon ellimacNo ratings yet
- Sandvik Jaw Crushers-2009 PDFDocument12 pagesSandvik Jaw Crushers-2009 PDFHamid100% (1)
- Hydro Pneumatic Press SystemsDocument12 pagesHydro Pneumatic Press SystemsKundan RokadeNo ratings yet
- Pad-eye Design for 5 Mton Lifting LoadDocument2 pagesPad-eye Design for 5 Mton Lifting LoadPaulo MoreiraNo ratings yet
- ST27A/B Parts CatalogDocument45 pagesST27A/B Parts CatalogdesechableNo ratings yet
- Study On Tappet and Dobby Shessing Mechanism .Document4 pagesStudy On Tappet and Dobby Shessing Mechanism .tushar0% (1)
- Bien Dong Dien LB7-126 110kV Tra MyDocument3 pagesBien Dong Dien LB7-126 110kV Tra MyPhước Khang NguyễnNo ratings yet
- BalancingmanDocument9 pagesBalancingmanapi-697931486No ratings yet
- Hydraulic system components manualDocument29 pagesHydraulic system components manualWahyu HermantoNo ratings yet
- 4011-DRA-ABE-079-103-0002 Rev01 BSDG Interconnection Cooling SystemDocument5 pages4011-DRA-ABE-079-103-0002 Rev01 BSDG Interconnection Cooling SystemtskumarNo ratings yet
- Orbital Welding Procedure For Purified Water System - Pharmaceutical GuidanceDocument2 pagesOrbital Welding Procedure For Purified Water System - Pharmaceutical Guidancedecio ventura rodrigues miraNo ratings yet
- L & J Frame Moyno Pump Dimension SheetDocument3 pagesL & J Frame Moyno Pump Dimension SheetAlicia Paucar100% (1)
- (GEA) Stericom Doubleseal Valve BrochureDocument6 pages(GEA) Stericom Doubleseal Valve Brochureaaro_oraalNo ratings yet
- Cilindros Parker 3H & 3HD, Parts Identification, Maintenance & Seal KitsDocument6 pagesCilindros Parker 3H & 3HD, Parts Identification, Maintenance & Seal KitsFernandoNo ratings yet
- 3M DBI-SALA Catalog 2018 - SNPG-L - PAGE 109Document128 pages3M DBI-SALA Catalog 2018 - SNPG-L - PAGE 109Dave CNo ratings yet
- Bobcat 963 Skid Steer Loader Master Illustrated Parts List Manual Book G SeriesDocument409 pagesBobcat 963 Skid Steer Loader Master Illustrated Parts List Manual Book G Seriesjakecall73% (11)
- Samba Tower pipe insulation documentDocument7 pagesSamba Tower pipe insulation documentAamer Abdul MajeedNo ratings yet
- Is.12213.1987vibro Feeder PDFDocument9 pagesIs.12213.1987vibro Feeder PDFDxFxNo ratings yet
- Upgrade turbine protection and tripping system at PLTU NII TanasaDocument5 pagesUpgrade turbine protection and tripping system at PLTU NII TanasapaulNo ratings yet
- ExcelFEM - 2D (For Excel 2007 & Excel 2010)Document248 pagesExcelFEM - 2D (For Excel 2007 & Excel 2010)motiur basumNo ratings yet
- 04 GR Moment of Inertia, Equilibrium and Toppling StudenDocument8 pages04 GR Moment of Inertia, Equilibrium and Toppling Studenrandomwork013No ratings yet
- 238 Preventive Check Sheet of Press Brake MachineDocument4 pages238 Preventive Check Sheet of Press Brake MachineAjay100% (2)
- Bolt Torque Calculation For Girth Flange (Ref.: Dennis Moss Procedure 2-10)Document2 pagesBolt Torque Calculation For Girth Flange (Ref.: Dennis Moss Procedure 2-10)Manoj MulikNo ratings yet
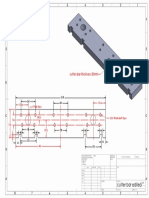
- Cutter Bar EditedDocument1 pageCutter Bar EditedZulhaydar Fathurrahman sidiqNo ratings yet