You might also like
- Tooling by Design - Punching Technology - Force Limitations - MetalForming MagazineDocument3 pagesTooling by Design - Punching Technology - Force Limitations - MetalForming MagazineSIMONENo ratings yet
- Off-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderFrom EverandOff-Road Welding: Advanced Techniques on How to Become a True Off-Road WelderRating: 5 out of 5 stars5/5 (2)
- 15tooling by Design - Calculating Cutting and Drawing Forces - MetalForming MagazineDocument2 pages15tooling by Design - Calculating Cutting and Drawing Forces - MetalForming MagazineSIMONENo ratings yet
- 11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineDocument2 pages11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineSIMONENo ratings yet
- 11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineDocument2 pages11tooling by Design - A Single Punch and Shave Tool - MetalForming MagazineSIMONENo ratings yet
- Tooling by Design - Shaving and Burnishing Guidelines - MetalForming MagazineDocument2 pagesTooling by Design - Shaving and Burnishing Guidelines - MetalForming MagazineSIMONENo ratings yet
- Tooling by Design - Pressuer Strippers Part 1Document2 pagesTooling by Design - Pressuer Strippers Part 1SIMONENo ratings yet
- 13tooling by Design - Angular Piercing and Punching - MetalForming MagazineDocument2 pages13tooling by Design - Angular Piercing and Punching - MetalForming MagazineSIMONENo ratings yet
- Blanking Die PartsDocument28 pagesBlanking Die Partsravi shankarNo ratings yet
- Tooling by Design - Understanding Press and Die Shut Height - MetalForming MagazineDocument3 pagesTooling by Design - Understanding Press and Die Shut Height - MetalForming MagazineSIMONENo ratings yet
- Corbin - LTFB 4 S PDFDocument2 pagesCorbin - LTFB 4 S PDFHank EfremsNo ratings yet
- Articles - Design For Manufacturing - Guidelines For Sheetmetal Fabrication - MetalForming MagazineDocument3 pagesArticles - Design For Manufacturing - Guidelines For Sheetmetal Fabrication - MetalForming MagazineSIMONENo ratings yet
- Deep DrawingDocument2 pagesDeep Drawingalexmonse2014No ratings yet
- 2managing Horizontal Forces in Stamping Dies-Part 1 - MetalForming Magazine ArticleDocument6 pages2managing Horizontal Forces in Stamping Dies-Part 1 - MetalForming Magazine ArticleSIMONENo ratings yet
- Holes Extrusion PDFDocument2 pagesHoles Extrusion PDFBalaNo ratings yet
- Ask The Stamping Expert - How Can We Form Holes Smaller Than The Material Thickness - The FabricatorDocument7 pagesAsk The Stamping Expert - How Can We Form Holes Smaller Than The Material Thickness - The FabricatorSIMONENo ratings yet
- Sheet Metal Design Guide - 2021 Update - GeomiqDocument34 pagesSheet Metal Design Guide - 2021 Update - GeomiqVera WhiteheadNo ratings yet
- CHAPTER 2 Riveted, Bolted and Welded ConnectionsDocument9 pagesCHAPTER 2 Riveted, Bolted and Welded ConnectionsAeron Xavier PimentelNo ratings yet
- Metal Forming LabDocument57 pagesMetal Forming LabRohitGuptaNo ratings yet
- Reducing Negative Tonnage - Art HedrickDocument4 pagesReducing Negative Tonnage - Art Hedrickwulfgang66No ratings yet
- Length: If in Doubt, Make A Test PieceDocument66 pagesLength: If in Doubt, Make A Test PiecepaulenewNo ratings yet
- Managing Horizontal Forces in Stamping Dies-Part 2 - MetalForming Magazine ArticleDocument6 pagesManaging Horizontal Forces in Stamping Dies-Part 2 - MetalForming Magazine ArticleNaukowyDrpNo ratings yet
- Sheet Metal BasicsDocument16 pagesSheet Metal BasicsvittlevishnuNo ratings yet
- 12 Ways To Boost Punch LifeDocument8 pages12 Ways To Boost Punch LifeSIMONENo ratings yet
- Aircraft ScrewDocument8 pagesAircraft ScrewRaihan AkbarNo ratings yet
- Getting The Most From Your Cutting Punches - Part II - The FabricatorDocument6 pagesGetting The Most From Your Cutting Punches - Part II - The FabricatorSIMONENo ratings yet
- Know Your Bending Basics-Part I - The FabricatorDocument6 pagesKnow Your Bending Basics-Part I - The FabricatorSIMONENo ratings yet
- DrillingDocument36 pagesDrillingMax LuxNo ratings yet
- Lec 12 Joining of MaterialsDocument36 pagesLec 12 Joining of MaterialsMohammad BilalNo ratings yet
- Piercing DieDocument5 pagesPiercing DieJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Rosback Perf Styles ExplainedDocument4 pagesRosback Perf Styles ExplainedAlvin Vistan CrisostomoNo ratings yet
- Sheet Metal FormingDocument25 pagesSheet Metal Formingankushkapoor2003No ratings yet
- Die Maintenance. Die Repair.Document9 pagesDie Maintenance. Die Repair.zfrlNo ratings yet
- Thread DataDocument26 pagesThread Databalusandeep20100% (1)
- 4 Die DesignDocument40 pages4 Die DesignNarendrareddy RamireddyNo ratings yet
- Design of DieDocument41 pagesDesign of DieKarthik ACNo ratings yet
- Boring OperationDocument9 pagesBoring Operation3pherNo ratings yet
- Dead Drop DeviceDocument7 pagesDead Drop DeviceAgino MottoNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- PowerCoil Wire Thread Inserts & KitsDocument103 pagesPowerCoil Wire Thread Inserts & KitsThor InternationalNo ratings yet
- Weld Symbols PDFDocument2 pagesWeld Symbols PDFSwagat MohapatraNo ratings yet
- Module-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andDocument61 pagesModule-Ii of Pdptlecture Notes of Chinmay Das 34: 2.5 Blanking Die andAnonymous vZBZ1IHhNo ratings yet
- Sheet Metal Processes BendingDocument11 pagesSheet Metal Processes BendingYashvir SinghNo ratings yet
- Broaches - Basic CharacteristicDocument5 pagesBroaches - Basic CharacteristicDhan CNo ratings yet
- Sheet Metal Bend ReliefDocument17 pagesSheet Metal Bend Reliefjohndesign123No ratings yet
- Design Aspects in Welding: Dr. V.P. RaghupathyDocument26 pagesDesign Aspects in Welding: Dr. V.P. RaghupathyPalani KarthiNo ratings yet
- Be Final Year ProjectDocument17 pagesBe Final Year ProjectMALLIKARJUN KATARENo ratings yet
- Unit 5 - TurningDocument67 pagesUnit 5 - TurningLLeeMK6079100% (1)
- Threaded Fasteners: Session 10Document40 pagesThreaded Fasteners: Session 10etaNo ratings yet
- Durable, Long-Lasting Punches & Punch Blanks: Heads-Above-The-Rest PerformanceDocument12 pagesDurable, Long-Lasting Punches & Punch Blanks: Heads-Above-The-Rest PerformanceCristhian Graef100% (1)
- Sheet Metal Proces DetailsDocument11 pagesSheet Metal Proces DetailsTito TitoNo ratings yet
- 26 Punch Press ToolingDocument10 pages26 Punch Press ToolingAntoine LaurentNo ratings yet
- Chapter 11 Thread FastenerDocument71 pagesChapter 11 Thread FastenerGirmole WorkuNo ratings yet
- 12 - Sheet Metalworking (Chapter 16)Document51 pages12 - Sheet Metalworking (Chapter 16)Taher al suhamiNo ratings yet
- EFunda - Torque and Tension in BoltsDocument2 pagesEFunda - Torque and Tension in BoltsKen SidhartaNo ratings yet
- Broaching PrsDocument41 pagesBroaching PrsParag PatelNo ratings yet
- Sheet Metal OperationDocument46 pagesSheet Metal Operationmada sadaNo ratings yet
- Cutting Force NoteDocument6 pagesCutting Force NotemtdestaNo ratings yet
- Off-Center Loading in Sheet Metal Forming Operations, Part IDocument2 pagesOff-Center Loading in Sheet Metal Forming Operations, Part ISIMONENo ratings yet
- Design and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetDocument6 pagesDesign and Manufacturing of Die and Punch For RM-800 Load Cell Braided SheetSIMONENo ratings yet
- Complex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheoryDocument21 pagesComplex in Simple Steps Proven Example Illustrate in Simple Diagrams. Self-Explained, No Lengthy TheorySIMONENo ratings yet
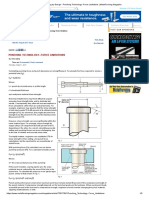
- End Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingDocument2 pagesEnd Stop Feed Direction Pierced Hole: Figure 1-24. Tube Position For Hole PiercingSIMONENo ratings yet
- The 6 Steps of Perforating - Dayton Lamina CorporationDocument2 pagesThe 6 Steps of Perforating - Dayton Lamina CorporationSIMONENo ratings yet
- Custom Three Post Progressive Stamping Die DesignDocument3 pagesCustom Three Post Progressive Stamping Die DesignSIMONENo ratings yet
- STAMPER 1-15 en 02Document12 pagesSTAMPER 1-15 en 02SIMONENo ratings yet
- Document Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroDocument1 pageDocument Title: Micro Dimension Conversion Chart Used To Convert Decimals and Millimeters To MicroSIMONENo ratings yet
- A New Look at Die Clearance - Dayton Lamina CorporationDocument3 pagesA New Look at Die Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- Surface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationDocument2 pagesSurface Treatments and Coatings For Improved Productivity - Dayton Lamina CorporationSIMONENo ratings yet
- Document Title: Material Required To Make A Right Angle BendDocument2 pagesDocument Title: Material Required To Make A Right Angle BendSIMONENo ratings yet
- Protecting Your Punching Tool Investment: Application-Related Problems and SolutionsDocument5 pagesProtecting Your Punching Tool Investment: Application-Related Problems and SolutionsSIMONENo ratings yet
- Jektole Clearance - Dayton Lamina CorporationDocument2 pagesJektole Clearance - Dayton Lamina CorporationSIMONENo ratings yet
- Stamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionDocument8 pagesStamper: Precision Metalwork US In-Die Laser Technology World Premiere at BRUDERER In-House ExhibitionSIMONENo ratings yet
- Stamper: Pushing Performance High Speed and Precision Getting Ready For The FutureDocument8 pagesStamper: Pushing Performance High Speed and Precision Getting Ready For The FutureSIMONENo ratings yet
- High Tensile Strength Steel Stamping Solutions - Dayton Lamina CorporationDocument2 pagesHigh Tensile Strength Steel Stamping Solutions - Dayton Lamina CorporationSIMONENo ratings yet
- A Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologyDocument9 pagesA Review of Methods and Precautions Against Slug Pulling: Nternational Ournal of Ure and Pplied Ciences and EchnologySIMONENo ratings yet
- 1O Dayton Tech-BalllockDocument12 pages1O Dayton Tech-BalllockSIMONENo ratings yet
- Custom Three Post Progressive Stamping Die Design With Feeder CoilerDocument3 pagesCustom Three Post Progressive Stamping Die Design With Feeder CoilerSIMONENo ratings yet
- Comparative Assessment of Mechanical Properties of Thermal Sprayed CoatingsDocument10 pagesComparative Assessment of Mechanical Properties of Thermal Sprayed CoatingsAnonymous zxFhXenNo ratings yet
- Free Stock Hight TensileDocument1 pageFree Stock Hight TensileIRWANNo ratings yet
- Gaseous Hydrogen Piping SpecificationDocument5 pagesGaseous Hydrogen Piping SpecificationAndri DoemeriNo ratings yet
- An Experimental Study On Strength Proper PDFDocument6 pagesAn Experimental Study On Strength Proper PDFBrine MutasaNo ratings yet
- Bolts ConnectionsDocument27 pagesBolts ConnectionsShaukat Ali KhanNo ratings yet
- CBT Welding QuestionDocument57 pagesCBT Welding QuestionRishiNo ratings yet
- Inclusions in SteelsDocument31 pagesInclusions in SteelsJatin BangaliNo ratings yet
- Fire Rated Sandstone FRP Door BrochureDocument2 pagesFire Rated Sandstone FRP Door BrochureSpecial-Lite DoorsNo ratings yet
- 11 355 Afm PDFDocument7 pages11 355 Afm PDFbansiNo ratings yet
- Cooling Towers 2Document10 pagesCooling Towers 2Hamza NeweraNo ratings yet
- Technical Data 30RH040-240Document16 pagesTechnical Data 30RH040-240Jhair Diaz AranaNo ratings yet
- Steam Tracing SpecificationDocument1 pageSteam Tracing Specificationgpskumar22No ratings yet
- Q285 CatalogueDocument65 pagesQ285 Cataloguecahyo hutomoNo ratings yet
- Fostoria Electric Infrared Heating ManualDocument32 pagesFostoria Electric Infrared Heating ManualroadiewebNo ratings yet
- TubesheetDocument8 pagesTubesheetVaibhavNo ratings yet
- Compound CylinderDocument11 pagesCompound CylinderLiliana Ara GubanNo ratings yet
- Plastic Analysis LectureDocument20 pagesPlastic Analysis LecturemartrantNo ratings yet
- Instrument Piping MaterialDocument23 pagesInstrument Piping Materialgogo bobaNo ratings yet
- Mounting Systems For Solar TechnologyDocument24 pagesMounting Systems For Solar TechnologyEngineering SESNANo ratings yet
- 3D Modelling of Frozen Ground and Associated Volume ExpansionDocument2 pages3D Modelling of Frozen Ground and Associated Volume ExpansionsogeekNo ratings yet
- ME23005, Unit II, Mechanical Properties PPT NewDocument40 pagesME23005, Unit II, Mechanical Properties PPT NewItachi UchihaNo ratings yet
- Grundfos Submersible Deep Well - Motor - Acc - SP a-SPDocument104 pagesGrundfos Submersible Deep Well - Motor - Acc - SP a-SPIlyas Kurniawan100% (2)
- Types of PlasterDocument25 pagesTypes of PlasterKhael Angelo Zheus Jacla100% (3)
- Chapter - 5 Organic MaterialsDocument36 pagesChapter - 5 Organic MaterialsJayvin PrajapatiNo ratings yet
- Flexseal PU425 (K - 27.02.2020)Document2 pagesFlexseal PU425 (K - 27.02.2020)Mohamed RusfanNo ratings yet
- Data Sheet TRDocument5 pagesData Sheet TRRajaDurai RamakrishnanNo ratings yet
- System Practices For Halocarbon Refrigerants: Refrigerant Flow RatesDocument30 pagesSystem Practices For Halocarbon Refrigerants: Refrigerant Flow RatesChristine Joy Allas RapanotNo ratings yet
- 3 - Absolute, Effective and Relative PermeabilitiesDocument34 pages3 - Absolute, Effective and Relative PermeabilitiesAhmad MammadovNo ratings yet
- Full N 1123142411 Amiraslanzadeh RezaDocument128 pagesFull N 1123142411 Amiraslanzadeh RezaJalal KeNo ratings yet
- Winter - 16 Examination Model Answer Subject CodeDocument15 pagesWinter - 16 Examination Model Answer Subject CodeDiyaNegiNo ratings yet
- Kung Fu Basics: Everything You Need to Get Started in Kung Fu - from Basic Kicks to Training and TournamentsFrom EverandKung Fu Basics: Everything You Need to Get Started in Kung Fu - from Basic Kicks to Training and TournamentsRating: 5 out of 5 stars5/5 (1)
- Mastering Muay Thai Kick-Boxing: MMA-Proven TechniquesFrom EverandMastering Muay Thai Kick-Boxing: MMA-Proven TechniquesRating: 4.5 out of 5 stars4.5/5 (4)
- Karate: The Art of Empty Hand Fighting: The Groundbreaking Work on KarateFrom EverandKarate: The Art of Empty Hand Fighting: The Groundbreaking Work on KarateRating: 4 out of 5 stars4/5 (10)
- Boxing Like the Champs: Lessons from Boxing's Greatest FightersFrom EverandBoxing Like the Champs: Lessons from Boxing's Greatest FightersRating: 5 out of 5 stars5/5 (4)
- Muscle Matriarchy Reunion: 10 Year Cali-Quads-Intergender-Wrestling Reunion + 2 Mixed Wrestling Domination MarriagesFrom EverandMuscle Matriarchy Reunion: 10 Year Cali-Quads-Intergender-Wrestling Reunion + 2 Mixed Wrestling Domination MarriagesNo ratings yet
- U.S. Marine Close Combat Fighting HandbookFrom EverandU.S. Marine Close Combat Fighting HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Practical Karate Volume 5: Self-Defense for WomenFrom EverandPractical Karate Volume 5: Self-Defense for WomenRating: 5 out of 5 stars5/5 (1)
- Shaolin Kung Fu: The Original Training Techniques of the Shaolin Lohan MastersFrom EverandShaolin Kung Fu: The Original Training Techniques of the Shaolin Lohan MastersRating: 5 out of 5 stars5/5 (1)
- Fight to Win: 20 Simple Techniques That Win Any FightFrom EverandFight to Win: 20 Simple Techniques That Win Any FightRating: 5 out of 5 stars5/5 (2)
- Martial Arts Training in Japan: A Guide for WesternersFrom EverandMartial Arts Training in Japan: A Guide for WesternersRating: 3.5 out of 5 stars3.5/5 (2)
- Bruce Lee Jeet Kune Do: Bruce Lee's Commentaries on the Martial WayFrom EverandBruce Lee Jeet Kune Do: Bruce Lee's Commentaries on the Martial WayRating: 4 out of 5 stars4/5 (6)
- Boxer's Start-Up: A Beginners Guide to BoxingFrom EverandBoxer's Start-Up: A Beginners Guide to BoxingRating: 4 out of 5 stars4/5 (5)
- Killing the Legends: The Lethal Danger of CelebrityFrom EverandKilling the Legends: The Lethal Danger of CelebrityRating: 4.5 out of 5 stars4.5/5 (63)
- 36 Deadly Bubishi Points: The Science and Technique of Pressure Point Fighting - Defend Yourself Against Pressure Point Attacks!From Everand36 Deadly Bubishi Points: The Science and Technique of Pressure Point Fighting - Defend Yourself Against Pressure Point Attacks!Rating: 4.5 out of 5 stars4.5/5 (2)
- Taekwondo Basics: Everything You Need to Get Started in Taekwondo - from Basic Kicks to Training and CompetitionFrom EverandTaekwondo Basics: Everything You Need to Get Started in Taekwondo - from Basic Kicks to Training and CompetitionRating: 5 out of 5 stars5/5 (1)
- Wing Chun for MMA: How to use Wing Chun for Modern Fighting, Self-Defense, and SportFrom EverandWing Chun for MMA: How to use Wing Chun for Modern Fighting, Self-Defense, and SportRating: 3.5 out of 5 stars3.5/5 (5)
- Tae Kwon Do: The Ultimate Reference Guide to the World's Most Popular Martial Art, Third EditionFrom EverandTae Kwon Do: The Ultimate Reference Guide to the World's Most Popular Martial Art, Third EditionNo ratings yet
- Boxing and the Mob: The Notorious History of the Sweet ScienceFrom EverandBoxing and the Mob: The Notorious History of the Sweet ScienceRating: 4 out of 5 stars4/5 (5)
- Taekwondo: A Comprehensive Guide to Tae Kwon Do Techniques, Basics, and Tenets for Beginners Wanting to Master This Martial ArtFrom EverandTaekwondo: A Comprehensive Guide to Tae Kwon Do Techniques, Basics, and Tenets for Beginners Wanting to Master This Martial ArtNo ratings yet
- Judo Formal Techniques: A Complete Guide to Kodokan Randori no KataFrom EverandJudo Formal Techniques: A Complete Guide to Kodokan Randori no KataRating: 3 out of 5 stars3/5 (1)